

umwelt-online: DIN 4099 Schweißen von Betonstahl; Ausführung und Prüfung (2)
| |
zurück | |
7 Gütesicherung
7.1 Allgemeine Überprüfung
Vor Beginn der Schweißarbeiten und bei Änderung der Herstellungsbedingungen ist durch die verantwortliche Schweißaufsicht zu prüfen, ob unter den örtlichen Herstellungsbedingungen die vorgesehenen Schweißverbindungen einwandfrei hergestellt werden können. Dabei ist festzustellen, dass
verwendeten Schweißverfahren haben und darüber eine gültige Prüfbescheinigung besitzen.
7.2 Arbeitsprüfungen
(1) Arbeitsprüfungen sind während der Schweißarbeiten (laufende Arbeitsproben) und, soweit in Tabelle 3 gefordert, auch vor Beginn der Schweißarbeiten (vorgezogene Arbeitsproben) durchzuführen.
(2) Mit den vorgezogenen Arbeitsproben sind vor Beginn der Schweißarbeiten die unter den örtlichen Herstellungsbedingungen erforderlichen Schweißparameter zu ermitteln. Für den Mindestumfang der Prüfungen gilt Tabelle 3.
(3) Laufende Arbeitsproben, für deren Umfang ebenfalls Tabelle 3 gilt, sind unter den örtlichen Herstellungsbedingungen arbeitswöchentlich und bei Änderung der Herstellungsbedingungen herzustellen und zu prüfen. Wurden vorgezogene Arbeitsproben hergestellt und geprüft, so dürfen sie auf die Prüfungen für die erste Arbeitswoche angerechnet werden.
(4) Die Prüfung der Schweißproben erfolgt in einer hierfür geeigneten Prüfstelle. Geeignete Prüfstellen sind solche, die über die erforderlichen Einrichtungen und entsprechendes Personal verfügen. Die Durchführung der Prüfung richtet sich nach Abschnitt 8. Die Prüfergebnisse sind in einen Bewertungsbogen nach Anhang a einzutragen und von der Schweißaufsicht gegenzuzeichnen.
(5) Werden die Schweißarbeiten auf einer Baustelle durchgeführt, so sind die Bewertungsbogen zu den Bauakten zu nehmen; werden sie in einer Werkstatt vorgenommen, so verbleiben die Bewertungsbogen in der Regel dort und werden nur auf Anforderung an die Verwendungsstelle der geschweißten Bewehrung weitergegeben.
Tabelle 3. Umfang der Arbeitsprüfungen
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
| Schweißverfahren | Schweißverbindung | Anzahl der Proben je Schweißverbindung3) | |||||
| tragende Verbindungen | nichttragende Verbindungen | ||||||
| Zugversuch | Biegeversuch | Scherversuch | Zugversuch | Biegeversuch | |||
| 1 | Lichtbogenhandschweißen (E) und Metall-Aktivgasschweißen (MAG) |
Stumpfstoß1) | 1 | 1 | - | - | - |
| 2 | Laschenstoß | 1 | - | - | - | - | |
| 3 | Überlappstoß (Übergreifungsstoß) | 1 | - | - | 1 | - | |
| 4 | Kreuzungsstoß | 24) | 25) | 24) | |||
| 5 | Verbindung mit anderen Stahlteilen2) | 3 | - | -- | 1 | - | |
| 6 | Gaspressschweißen (G P) |
Stumpfstoß1) | 1 | 3 | - | - | - |
| 7 | Abbrennstumpfschweißen (RA) | Stumpfstoß1) | 1 | 3 | - | - | - |
| 8 | Widerstands- | Überlappstoß1) (Übergreifungsstoß) | - | - | - | 3 | - |
| 9 | Punktschweißen (R P) | Kreuzungsstoß1) | 24) | 25) | 24) | ||
| 1) Eine Probenserie ist vor Beginn der Schweißarbeiten herzustellen und zu prüfen (siehe Abschnitt 7.2, Absatz 2).
2) Es gilt Fußnote 1 soweit Verbindungen nach Bild 10 und Bild 11 hergestellt werden. 3) Sie ist von jedem eingesetzten Schweißer an der am schwierigsten zu schweißenden und in der Fertigung vorkommenden Position zu erbringen. 4) Zugversuch am dünneren Stab, Biegeversuch am dickeren Stab. 5) Am dickeren Stab gezogen. |
|||||||
8 Prüfungen an Schweißproben
8.1 Zugversuch
8.1.1 Probenform
(1) Für den Zugversuch sind unbearbeitete Proben, die in der Regel der vorgesehenen Schweißverbindung entsprechen, zu verwenden. Die Schweißstelle muss etwa in der Probenmitte liegen.
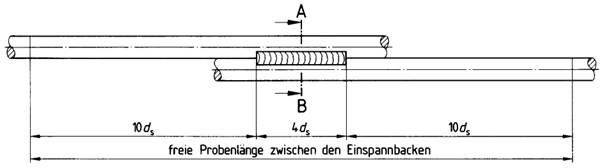
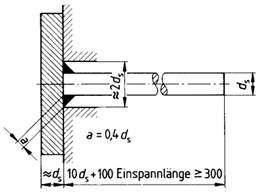
(2) Die Länge der Probe zwischen den Einspannbacken muss mindestens 10 *ds1 + 10 *ds2 + Länge der Schweißung betragen, wobeids1 undds2 die Nenndurchmesser der verbundenen Stäbe sind.
(3) Die Probe für den Überlappstoß mittels der Verfahren E und MAG nach Abschnitt 4.2 und Abschnitt 4.3 muß Bild 12 entsprechen.
| Anmerkung: | Wird als Probe die vollständige Verbindung nach Bild 1 vorgelegt, so ist einer der Stäbe vor der Prüfung durchzutrennen. |
(4) Die Probe für den Überlappstoß als Heftverbindung mittels dem Verfahren RP nach Abschnitt 4.4.2, Absatz 2, muss zwei Schweißpunkte aufweisen.
(5) Beim Anschweißen von Betonstählen an andere Stahlteile mittels Flankennähten nach Bild 7 und Bild 8 wird für Arbeitsproben die Form nach Bild 14 - jedoch mit den zur Anwendung gelangenden Beton- und Baustählen - hergestellt und geprüft.
Bild 12. Zugprobe für Baustellenschweißungen (Schnitt A-B siehe Bild 1)
8.1.2 Durchführung
(1) Für die Durchführung des Zugversuches gilt DIN 50145.
(2) Der Durchmesser der Bohrung in der Auflagerplatte zur Prüfung von Stirnkehlnaht-Verbindungen nach Bild 9 bis Bild 11 soll etwa 2ds betragen (siehe hierzu Bilder 15 und 16).
8.1.3 Bewertung der Ergebnisse
(1) Der Zugversuch für tragende Verbindungen - ausgenommen für den Überlappstoß und die Verbindungen mittels Flankennähten nach Bild 7 und Bild 8 (Probenform siehe Bild 14) - gilt als bestanden, wenn
(2) Der Zugversuch für tragende Verbindungen als Überlappstoß und Verbindungen mittels Flankennähten nach Bild 7 und Bild 8 (Probenform siehe Bild 14) gilt als bestanden, wenn
(3) Der Zugversuch für nichttragende Verbindungen gilt als bestanden, wenn
8.2 Biegeversuch
8.2.1 Probenform
Die Probenlänge für den Biegeversuch beträgt> 30ds. Die Schweißverbindung bzw. der aufgeschweißte Querstab muss etwa in Probenmitte liegen.
8.2.2 Durchführung
(1) Beim Biegeversuch werden die Stäbe auf Biegemaschinen, wie sie auf Baustellen üblich sind, gebogen. Bei Stumpfstößen ist an der Auflagestelle für die Biegerolle die Schweißnahtüberhöhung abzuarbeiten, oder es ist in der Biegerolle eine entsprechende Aussparung vorzunehmen. Bei Kreuzungsstößen muß die Schweißstelle in der Zugzone liegen. Die Rollen der Biegemaschine müssen frei drehbar sein. Zwischenlagen zur Vermeidung von Quetschungen dürfen nicht angebracht werden. Der Biegeversuch darf auch auf entsprechend umgebauten Werkstoffprüfmaschinen durchgeführt werden. Im übrigen wird hinsichtlich der Durchführung des Versuches auf DIN 50 111 verwiesen.
(2) Der Biegerollendurchmesser beträgt 6 *ds für Nenndurchmesser< 16 mm und 8 *ds für Nenndurchmesser > 116 mm.
8.2.3 Bewertung der Ergebnisse
Der Biegeversuch gilt als bestanden, wenn bis zu einem Biegewinkel von 60° kein verformungsloser Bruch aufgetreten ist; Anrisse müssen vom Grundwerkstoff aufgefangen werden. Bei Kreuzungsstößen sind geringfügige Ablösungen an der Schweißstelle nicht zu beanstanden.
8.3 Scherversuch
8.3.1 Probenform
Die Probenform für den Scherversuch richtet sich nach Bild 13.
Bild 13. Scherprobe von Kreuzungsstößen
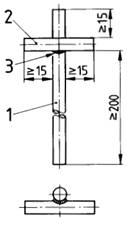
| 1 Zugstab
2 verankernder Stab 3 Lage der Schweißstelle |
8.3.2 Durchführung
Die Scherprobe ist so in die Schervorrichtung einzuspannen, dass der gezogene Stab mittig sitzt und ein Verdrehen des verankernden Querstabes möglichst verhindert wird. Das obere freie Ende des Zugstabes ist so abzustützen (z.B. durch Rollen), dass die gemessene Scherkraft durch Reibungskräfte nicht erhöht wird.
8.3.3 Bewertung der Ergebnisse
Der Scherversuch ist bestanden, wenn bezogen auf den gezogenen Stab die KnotenscherkraftS = 0,3 *A *βs nicht unterschritten wird mitAs als Nennquerschnitt undβs als Nennstreckgrenze des gezogenen Stabes.
Bild 14. Schweißverbindung mit Flankennähten 6)
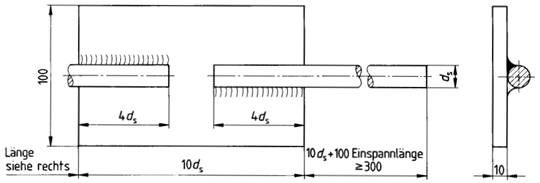
Bild 15. Stirnkehlnaht am versenkten Stab 6)
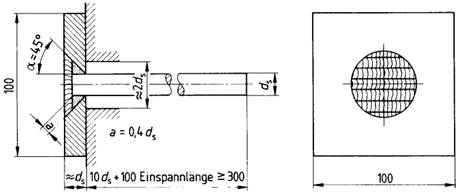
Bild 16. Stirnkehlnaht am aufgesetzten Stab 6)
| Bewertungsbogen für Schweißverbindungen nach DIN 4099 | Anhang A |
| Bewertungsbogen für Schweißverbindungen nach DIN 4099 | Nr.: | Datum der Probenschweißungen: | ||||||||||
| Eignungsprüfung (siehe Abschnitt 6.4 | Baustelle: (Betrieb) |
Schweißer: | ||||||||||
| Arbeitsprüfungen (siehe Abschnitt 7.2) | Schweißverfahren: | |||||||||||
| Schweißzusatz: | ||||||||||||
| Proben- Nr. | Proben nach Bild ... | Schweißposition | Stahlsorte (l, g, t) 1) |
Probendicke (l, q, t) |
Nahtdicke a |
Zugfestigkeit N/mm2 |
Biegewinkel | Scherkraft kN |
Bruchlage2) (s, ü, g) |
Befund DIN 8524 Teil 13) | Bewertung4) | |
| Prüfstelle: | Schweißaufsicht: | |||||||||||
| Datum: | Datum: | |||||||||||
| 1) | l = Längsstab; q = Querstab; t = Stahlteile | ||
| 2) | s = Schweißgut; ü = Übergang; g = Grundwerkstoff | ||
| 3) | Befund nach DIN 8524 Teil 1: | Aa = | Pore |
| 4) | e = erfüllt | Ab = | Schlauchpore |
| ne = nicht erfüllt | Ba = | Schlackeneinschluß | |
| C = | Bindefehler | ||
| D = | ungenügende Durchschweißung (Wurzelfehler) | ||
| E = | Riß | ||
| F = | Einbrandkerbe | ||
| Zitierte Normen und andere Unterlagen |
| DIN 488 Teil 1 | Betonstahl; Sorten, Eigenschaften, Kennzeichen |
| DIN 1045 | Beton und Stahlbeton; Bemessung und Ausführung |
| DIN 1913 Teil 1 | Stabelektroden für das Verbindungsschweißen von Stahl, unlegiert und niedriglegiert; Einteilung, Bezeichnung, Technische Lieferbedingungen |
| DIN 8524 Teil 1 | Fehler an Schmelzschweißverbindungen aus metallischen Werkstoffen; Einteilung, Benennungen, Erklärungen |
| DIN 8559 Teil 1 | Schweißzusätze für das Schutzgasschweißen; Drahtelektroden, Schweißdrähte und Massivstäbe für das Schutzgasschweißen von unlegierten und legierten Stählen |
| DIN 8560 | Prüfung von Stahlschweißern |
| DIN 18800 Teil 1 | Stahlbauten; Bemessung und Konstruktion |
| DIN 18800 Teil 7 | Stahlbauten; Herstellen, Eignungsnachweise zum Schweißen |
| DIN 32526 | Schutzgase zum Schweißen |
| DIN 44752 | Elektrische Stumpfschweißmaschinen; Begriffe und Bewertungsmerkmale |
| DIN 44753 | Elektrische Punkt-, Buckel- und Nahtschweißmaschinen sowie Punkt- und Nahtschweißgeräte; Begriffe und Bewertungsmerkmale |
| DIN 50111 | Prüfung metallischer Werkstoffe; Technologischer Biegeversuch (Faltversuch) |
| DIN 50145 | Prüfung metallischer Werkstoffe; Zugversuch |
| Richtlinie DVS 1146 7) | DVS-Lehrgang; Lichtbogenhandschweißen von Betonstahl nach DIN 4099 |
| Richtlinie DVS 1175 7) | Schweißaufsicht; Erweiterte Ausbildung für das Schweißen von Betonstahl nach DIN 4099 |
Weitere Normen und andere Unterlagen
| DIN 488 Teil 2 | Betonstahl; Betonstabstahl, Abmessungen |
| DIN 488 Teil 3 | Betonstahl; Betonstabstahl, Prüfungen |
| DIN 488 Teil 4 | Betonstahl; Betonstahlmatten, Aufbau |
| DIN 488 Teil 5 | Betonstahl; Betonstahlmatten, Prüfungen |
| DIN 488 Teil 6 | Betonstahl; Überwachung (Güteüberwachung) |
| DIN 1910 Teil 1 | Schweißen; Begriffe, Einteilung der Schweißverfahren |
| DIN 1910 Teil 2 | Schweißen; Schweißen von Metallen, Verfahren |
| DIN 1910 Teil 4 | Schweißen; Schutzgasschweißen, Verfahren |
| DIN 1910 Teil 5 | Schweißen; Schweißen von Metallen, Widerstandsschweißen, Verfahren |
| DIN 8528 Teil 1 | Schweißbarkeit; metallische Werkstoffe, Begriffe |
| DIN 8551 Teil 1 | Schweißnahtvorbereitung; Fugenformen an Stahl; Gasschweißen, Lichtbogenhandschweißen und |
| DIN 8563 Teil 1 | Schutzgasschweißen Sicherung der Güte von Schweißarbeiten; Allgemeine Grundsätze |
| DIN 17 100 | Allgemeine Baustähle; Gütenorm |
| DASt-Richtlinie 014 8) | Empfehlungen zur Vermeidung von Terrassenbrüchen in geschweißten Konstruktionen aus Baustahl |
Frühere Ausgaben
DIN 4099 Teil 1: 04.72
DIN 4099 Teil 2: 12.78
Änderungen
Gegenüber DIN 4099 T 1/04.72 und DIN 4099 T 2/12.78 wurden folgende Änderungen vorgenommen:
| Erläuterungen |
(1) Im Arbeitsausschuss bestand die einhellige Meinung, DIN 4099 Teil 1 und Teil 2 bei der Neubearbeitung zusammenzufassen und hinsichtlich der Gütesicherung einheitlich zu behandeln. Ein grundsätzlicher Unterschied zu Schweißverbindungen mittels Widerstands-Punktschweißen und den in der bisherigen Norm DIN 4099 Teil 1 enthaltenen Schweißverfahren wird nicht gesehen, obwohl das Widerstands-Punktschweißen aufgrund der erforderlichen maschinellen Einrichtungen nur in Betrieben durchgeführt werden kann, während die anderen Schweißverfahren auch auf Baustellen Anwendung finden. Soweit das Widerstands-Punktschweißen in dieser Norm behandelt wird, gilt es für Einzelpunktschweißungen zur Herstellung ausreichend steifer Bewehrungsgerippe im Sinne von DIN 1045, Ausgabe Dezember 1978, Abschnitt 13.1 sowie für das Anschweißen einzelner Querstäbe als Endverankerungen nach Abschnitt 18.5.1 derselben Norm. Die Norm regelt also nicht die Herstellung von Systembewehrungen in Serienfertigung (z.B. geschweißte Betonstahlmatten, Gitterträger, geschweißte Bewehrungskörbe für Rohre nach DIN 4035), die aufgrund der zumeist erforderlichen weiteren Festlegungen in anderen technischen Baubestimmungen zu regeln sind. Das schließt jedoch nicht aus, dass dort DIN 4099 gegebenenfalls unter Bezug auf bestimmte Abschnitte als mitgeltend zitiert wird.
(2) Die Norm regelt die Herstellung der Schweißverbindungen, ihre Überwachung und die dafür erforderlichen Prüfungen. Sie richtet sich damit an denjenigen, der die Schweißverbindungen herstellt. Die Anwendungsbedingungen selbst, also Anwendungsbereich, zulässige Beanspruchungen und gegebenenfalls zusätzliche Bewehrungen, sind in DIN 1045 enthalten. Der Entwerfer und Konstrukteur wird allerdings nicht ganz ohne DIN 4099 auskommen, insbesondere wenn es darum geht, wie die Schweißverbindungen auszubilden sind.
(3) Die Norm enthält nunmehr auch das Metall-Aktivgasschweißen und das Gaspressschweißen, die bisher über Zulassungen geregelt waren. Dasselbe gilt für das Lichtbogenhandschweißen von Nenndurchmessern < 14 mm. Tabelle 1 gibt einen Überblick über die Schweißverfahren, Schweißverbindungen und die hierfür zulässigen Stabnenndurchmesser, die durch diese Norm erfasst werden.
(4) Die in DIN 488 Teil 1 aufgeführten Betonstahlsorten dürfen auch miteinander durch Schweißverbindungen nach dieser Norm verbunden werden. Für die Verbindung von Stabstählen mit Mattenstäben (bzw. Bewehrungsdrähten) sind die Angaben in Tabelle 1 zu beachten.
(5) Tragende Schweißverbindungen nach Abschnitt 3.1 sind so ausgelegt, dass die volle Stabkraft (gegebenenfalls bezogen auf den Stab mit der geringeren Stabkraft) übertragen werden kann. Wie aus den Prüfbedingungen für den Zugversuch nach Abschnitt 8.1.3 hervorgeht, ist nur ein bestimmter Abfall der Tragfähigkeit zulässig, der jedoch nicht zur Unterschreitung der Nenntragfähigkeit führen darf.
(6) Abschnitt 4 der Norm befasst sich mit der Ausführung von Schweißarbeiten. Die Angaben wurden gegenüber der früheren Ausgabe wesentlich verkürzt. Angaben zu schweißtechnischen Einrichtungen werden, soweit sie in anderen Normen enthalten sind, nicht mehr gemacht. In der Norm sind Richtwerte für Schweißeinstelldaten von Schweißmaschinen entfallen; diese müssen ohnehin im Rahmen von vorgezogenen Arbeitsproben ermittelt werden. Ebenso wurde auf die Angabe von Elektrodendurchmessern in Abhängigkeit der zu schweißenden Stabnenndurchmesser verzichtet, weil diese dem geforderten ausgebildeten Schweißer bekannt sind und ähnliche Angaben z.B. in Stahlbaunormen auch nicht enthalten sind. Nichttragende Verbindungen (Heftverbindungen) wurden in der bisherigen Norm hinsichtlich der Schweißausführung in jeweils getrennten Abschnitten behandelt. In der neuen Norm wurde auf derartige Trennung verzichtet, weil tragende und nichttragende Verbindungen mit der gleichen Sorgfalt und mit den gleichen Schweißparametern herzustellen sind. Unterschiede zwischen tragenden und nichttragenden Verbindungen bestehen selbstverständlich hinsichtlich der Anforderungen an die Tragfähigkeit und damit auch an die Prüfungen sowie gegebenenfalls an die Ausbildung der Schweißstelle.
(7) Mit dem Anschweißen von Betonstahl an andere Stahlteile befasst sich Abschnitt 5. Er beschränkt sich bewusst auf solche Schweißverbindungen, die im Stahlbetonbau für die Bewehrung von Bedeutung sind. Das sind einmal Verbindungen mit Flankennähten (siehe Bilder 7 und 8), die vergleichbar mit Laschenstößen sind und Verbindungen mit Stirnkehlnähten (siehe. Bilder 9 bis 11), mit denen Endverankerungen hergestellt werden. Die Beanspruchung der Betonstähle erfolgt in Achsrichtung durch Normalkräfte; die Schweißnähte sind so dimensioniert, dass die volle zulässige Beanspruchung der Betonstähle auf die Stahlteile übertragen werden kann. Im Arbeitsausschuss war der Wunsch geäußert worden, auch andere Schweißverbindungen bzw. Schweißkonstruktionen in die Norm aufzunehmen, die beispielsweise für die Verankerung von Fassadenelementen, als Konsolen zur Auflagerung anderer Bauteile und anderes mehr verwendet werden. Bei derartigen Konstruktionen treten in der Regel aber neben Normalkräften auch Querkräfte und Biegemomente auf, bei denen insbesondere eine differenzierte Betrachtung der Schweißnahtbeanspruchung und der Überleitung der Kräfte in den Beton erforderlich werden. Dieser Anregung konnte nicht Folge geleistet werden: Einmal wäre sicherlich der Rahmen der Norm gesprengt worden, zum anderen waren dem Ausschuss für die unterschiedlichen Anwendungsbereiche keine typischen Schweißkonstruktionen bekannt, die beispielhaft hätten angegeben werden können. Es bestand jedoch einmütig die Auffassung, dass durch Forschung und Fachveröffentlichungen dieses Gebiet weiter behandelt werden sollte, um Fehlkonstruktionen zu vermeiden und Leitlinien zu erhalten, wie derartige Schweißkonstruktionen hinsichtlich konstruktiver Gestaltung, Berechnung, Bemessung und gegebenenfalls auch Korrosionsschutz zu behandeln sind.
(8) Die Gütesicherung der Schweißarbeiten wurde in den Abschnitten 6 und 7 neu geregelt. Betriebe, die in Werkstätten oder auf Baustellen Betonstähle nach dieser Norm schweißen, müssen zukünftig in der Regel über einen Eignungsnachweis für das Schweißen von Betonstahl in Anlehnung an im Stahlbau übliche Eignungsnachweise verfügen. Mit dieser Forderung ist keine Erschwernis für die Betriebe gegenüber der bisherigen Regelung verbunden, da die Anforderungen an das Personal und die betrieblichen Einrichtungen, die für die Erteilung eines Eignungsnachweises vorausgesetzt werden, die gleichen geblieben sind. Zwar muß der Eignungsnachweis mit der erforderlichen Betriebsprüfung und nach Ablauf von in der Regel 3 Jahren eine Wiederholungsprüfung erbracht werden, die einen gewissen Aufwand darstellen. Weil mit diesem Verfahren aber auf der anderen Seite ein verbesserter Kenntnisstand über das Schweißen von Betonstahl bei diesen Betrieben erwartet werden kann, konnte auf der anderen Seite der im Rahmen der Überwachung geforderte Prüfumfang erheblich reduziert werden. Vor Beginn der Schweißarbeiten (vorgezogene Arbeitsproben) sind nur dann Proben herzustellen und zu prüfen, wenn es zur Ermittlung der Schweißeinstelldaten für die Schweißmaschinen ohnehin erforderlich ist, bzw. wenn es sich um selten verwendete Schweißverbindungen mit hohen Anforderungen an die Handfertigkeit handelt (Stumpfstöße mittels Lichtbogenhandschweißen und Metall-Aktivgasschweißen). Bei den am meisten verwendeten Laschenstößen und Überlappstößen werden vorgezogene Arbeitsproben nicht mehr verlangt. Darüber hinaus werden die bisher arbeitstäglich geforderten laufenden Arbeitsproben nur noch arbeitswöchentlich gefordert. Durch die Einführung des Eignungsnachweises für das Schweißen von Betonstählen und die damit verbundene Reduzierung des Prüfumfanges ist also eine wesentliche Erleichterung für das Schweißen von Betonstählen gefunden worden; die Tätigkeit der Bauaufsichtsbehörden vereinfacht sich, da Betriebe, die Schweißarbeiten - welcher Art auch immer - durchführen, lediglich den entsprechenden Eignungsnachweis vorlegen müssen und, wie bereits ausgeführt, dürfen die zur Aufrechterhaltung des Eignungsnachweises geforderten Wiederholungsprüfungen bei den Betrieben über ein vertieftes Wissen hinsichtlich des Schweißens von Betonstählen untereinander und mit anderen Stahlteilen führen. Verfügt ein Betrieb in Ausnahmefällen nicht über den Eignungsnachweis für das Schweißen von Betonstahl nach DIN 4099, so kann die zuständige Bauaufsichtsbehörde unter Einschaltung einer geeigneten Prüfstelle für die Überwachung das Schweißen an Betonstählen durchführen lassen.
(9) Für die Durchführung des Eignungsnachweises zum Schweißen von Betonstahl nach DIN 4099 wurden vom Arbeitskreis "Schweißaufsicht" der Fachkommission "Baunormung" der ARGEBAU (Arbeitsgemeinschaft der für das Bau-, Wohnungs- und Siedlungswesen zuständigen Minister der Länder) besondere Richtlinien erarbeitet.
| Internationale Patentklassifikation |
E 04 C 5/00
B 23 K 5/00
B 23 K 20/00
B 23 K 31/02
B 23 K 9/00
B 23 K11/10
G 01 N 3/08
G 01 N 3/20
G 01 N 3/24
____________________
6) Probenformen für Schweißverbindungen zwischen Betonstählen und Stahlteilen (für den Eignungsnachweis nach Abschnitt 6.4, Absatz 2, beträgtds = 16 mm).
7) Zu beziehen durch Deutscher Verlag für Schweißtechnik GmbH, Postfach 27 25, 4000 Düsseldorf 1.
8) Zu beziehen durch Deutscher Ausschuss für Stahlbau, Ebertplatz 1, 5000 Köln 1.
| |
ENDE | |
(Stand: 01.03.2019)
Alle vollständigen Texte in der aktuellen Fassung im Jahresabonnement
Nutzungsgebühr: 90.- € netto (Grundlizenz)
(derzeit ca. 7200 Titel s.Übersicht - keine Unterteilung in Fachbereiche)
Die Zugangskennung wird kurzfristig übermittelt
? Fragen ?
Abonnentenzugang/Volltextversion
...
X
⍂
↑
↓