 Für einen individuellen Ausdruck passen Sie bitte die
Für einen individuellen Ausdruck passen Sie bitte dieEinstellungen in der Druckvorschau Ihres Browsers an. Regelwerk; BGI / DGUV-I

| Für einen individuellen Ausdruck passen Sie bitte die Einstellungen in der Druckvorschau Ihres Browsers an. Regelwerk; BGI / DGUV-I | |
BGI/GUV-I 790-024 / DGUV Information 213-724 - Hartmetallarbeitsplätze
Berufsgenossenschaftliche Informationen für Sicherheit und Gesundheit bei der Arbeit (BGI/GUV-I)
(Ausgabe 09/2010)
vergleiche TRGS 400 - Gefährdungsbeurteilung für Tätigkeiten mit Gefahrstoffen
Informationen enthalten Hinweise und Empfehlungen, die die praktische Anwendung von Regelungen zu einem bestimmten Sachgebiet oder Sachverhalt erleichtern sollen.
Informationen richten sich in erster Linie an den Unternehmer und sollen ihm Hilfestellung bei der Umsetzung seiner Pflichten aus staatlichen Arbeitsschutzvorschriften, Unfallverhütungsvorschriften und ggf. Regeln geben sowie Wege aufzeigen, wie Arbeitsunfälle, Berufskrankheiten und arbeitsbedingte Gesundheitsgefahren vermieden werden können.
Der Unternehmer kann bei Beachtung der in den Informationen enthaltenen Empfehlungen, insbesondere den beispielhaften Lösungsmöglichkeiten, davon ausgehen, dass er damit geeignete Maßnahmen zur Verhütung von Arbeitsunfällen, Berufskrankheiten und arbeitsbedingten Gesundheitsgefahren getroffen hat. Andere Lösungen sind möglich, wenn Sicherheit und Gesundheitsschutz in gleicher Weise gewährleistet sind. Sind zur Konkretisierung staatlicher Arbeitsschutzvorschriften von den dafür eingerichteten Ausschüssen technische Regeln ermittelt worden, sind diese vorrangig zu beachten.
Werden verbindliche Inhalte aus staatlichen Arbeitsschutzvorschriften oder aus Unfallverhütungsvorschriften wiedergegeben, sind sie im Anhang zusammengestellt.
Empfehlungen Gefährdungsermittlung der Unfallversicherungsträger (EGU) nach der Gefahrstoffverordnung werden von
in Abstimmung mit den Ländern und der Bundesanstalt für Arbeitsschutz und Arbeitsmedizin (BAuA) herausgegeben. Sie haben das Ziel, den Unternehmen eine Hilfe für den auf Tätigkeiten mit Gefahrstoffen bezogenen Teil der Gefährdungsbeurteilung zu geben und werden als Information in das Sammelwerk der Deutschen Gesetzlichen Unfallversicherung (DGUV) unter der Bestellnummer BGI/GUV-I 790-001 ff. aufgenommen.
Diese Empfehlungen wurden erarbeitet in Zusammenarbeit von
Danksagung:
1 Anwendungsbereich
Diese Empfehlungen finden Anwendung auf die Gefährdungsbeurteilung in Arbeitsbereichen bei der Herstellung und Verarbeitung von Hartmetallen sowie der Bearbeitung von Hartmetallwerkzeugen. Sie legen Kriterien für die Einhaltung des Standes der Technik fest und geben Hilfestellungen für die Wirksamkeitsüberprüfung nach TRGS 402.
Diese Empfehlungen finden keine Anwendung auf:
2 Begriffsbestimmungen
3 Verfahren und Tätigkeiten
Im Folgenden werden die Herstellung und die Bearbeitung von Hartmetallwerkzeugen beschrieben.
3.1 Herstellung und Verarbeitung von Hartmetallen
Die Herstellung von Hartmetallen bzw. Hartmetallwerkzeugen erfolgt durch Erzeugen eines pressfertigen Pulvers, Granulats oder einer Knetmasse, die durch verschiedene Pressverfahren zu einem halbfesten Grünteil geformt wird. Dieses wird direkt oder nach mechanischer Bearbeitung durch einen Sinter- und/oder Heißpressvorgang in das endfeste Hartmetall überführt. Das Sintern erfolgt zum größten Teil unter Drücken im Bereich von 50 bis 100 bar. Eine Endbearbeitung erfolgt durch Nass- oder Trockenschleifen, Funkenerodieren oder Laserbearbeitung.
3.1.1 Pulvermetallurgie
Hartmetalle werden pulvermetallurgisch im Chargen- betrieb hergestellt. Das Abwiegen der Chargen erfolgt überwiegend von Hand, aber auch mit teil- oder voll- automatischen Mischanlagen. Ausgangsstoffe für die Hartmetallherstellung sind am häufigsten Wolframcarbid als Hartstoff und Cobalt als metallischer Binder. Weiterhin können andere Carbide und Bindemetalle eingesetzt werden (siehe Tabelle 1).
Tabelle 1: Hartstoffphasen und Bindephasen in Hartmetallen
| Hartstoffphase | Bindephase |
| Wolframcarbid (WC) | Cobalt (Co) |
| Titancarbid (TiC) | Nickel (Ni) |
| Tantalcarbid (TaC) | Chrom (Cr) |
| Niobcarbid (NbC) | Eisen (Fe) |
| Chromcarbid (Cr3 C2) | Molybdän (Mo) |
| Vanadiumcarbid (VC) | - |
Nach der Chargierung wird die Hartmetall-Pulvermischung einer Nassmahlung unterzogen.
Hierzu kann in Einzelfällen eine Mahlflüssigkeit, meist organische Flüssigkeiten wie Alkohole, Aceton, Hexan oder auch Wasser verwendet werden.
Zusätzlich kommen Presshilfsmittel zur Granulierung (z.B. Paraffine), Oxidationsschutz- und Dispergiermittel zum Einsatz.
Das Mahlen und Mischen erfolgt in geschlossenen Attritoren (Rührwerkskugelmühlen) oder anderen Kugelmühlen und dient zur weiteren Zerkleinerung der Pulverteilchen und zur Vereinheitlichung der Korngröße des Granulats.
Die nass gemahlenen Mischungen werden unter Schutzgasatmosphäre (z.B. Stickstoff) sprühgetrocknet. Dazu wird die Suspension in einen Heißgastrockenturm eingedüst. Bei der Trocknung entsteht ein rieselfähiges Granulat mit einem Teilchendurchmesser von 20 bis 200 µm.
Zur Herstellung von Stäben können Chargen direkt - mit Zusätzen (z.B. paraffinische Kohlenwasserstoffe) versehen - in geschlossenen industriellen Knetanlagen zu pressfertigen Massen verarbeitet werden.
Das Pressen der Granulate zu Grünteilen erfolgt mit kinematischen, hydraulischen oder hydrostatischen Pressen sowie Strang- oder Spritzgusspressen. Dabei wird das pressfertige Granulat oder die Knetmasse in eine Form überführt, die eine mechanische Bearbeitung und Sinterung der Grünteile ermöglicht. Die Befüllung der Pressen erfolgt per Hand oder automatisch.
3.1.2 Formgebung Grünteile (Pressen, Fräsen)
Die Grünteile lassen sich - eventuell nach einer Wärmebehandlung (Vorsintern), um den Teilen eine notwendige Festigkeit zu geben - mit den herkömmlichen Metallbearbeitungsverfahren wie Drehen, Bohren, Fräsen, Sägen und Schleifen weiter bearbeiten, um einen möglichst endformnahen Zustand zu erreichen. Dies erfolgt mit CNC gesteuerten oder manuell bedienten Maschinen. Anfallende Metallstäube werden erfasst, abgeschieden und entweder direkt oder nach entsprechender Aufbereitung dem Rohstoff wieder zugeführt.
3.1.3 Sintern
Die direkt gepressten oder bearbeiteten, eventuell vorgesinterten Grünteile werden durch Sintern zur endgültigen Form und Festigkeit gebracht. Vereinfacht dargestellt werden die Metallbinder bei Temperaturen um 1350 °C flüssig, sodass ein Teil der festen Carbidpartikel in den metallischen Bindern gelöst wird. Dabei kommt es zu einem Volumenschwund von bis zu 50 %. Die verwendeten Sinteröfen arbeiten unter Druck (heißisostatisch) und/oder Vakuum bei Temperaturen zwischen 1300 und 1500 °C. Zum Teil werden Schutzgase wie Argon, Helium, Wasserstoff und Stickstoff verwendet.
3.2 Bearbeitung von Hartmetallwerkzeugen (Schleifereien)
Die Bearbeitung gesinterter Hartmetallwerkzeuge ist nur noch mit Feinbearbeitung wie Schleifen, Honen, Läppen oder Polieren, Funkenerodieren oder Laserbearbeitung möglich.
3.2.1 Trockenschleifen
Zum Trockenschleifen werden Schleifmaschinen, zumeist bestückt mit Diamantschleifscheiben, eingesetzt. Der beim Trockenschleifen anfallende Staub kann in gekapselten und abgesaugten Anlagen wiedergewonnen und in den Rohstoffkreislauf zurückgeführt werden.
3.2.2 Nassschleifen
Beim Nassschleifen wird ein Kühlschmierstoff zur Reduzierung der thermischen Belastung eingesetzt. Es kommen nicht wassermischbare und wassergemischte Kühlschmierstoffe zum Einsatz. Nicht wassermischbare Kühlschmierstoffe haben den Vorteil, dass keine Metalle in Lösung gehen. Wassergemischte Kühlschmierstoffe werden in Konzentrationen von 4 bis 8 % eingesetzt. Beim Nassschleifen entstehender Hartmetallschlamm kann ebenfalls in den Rohstoffkreislauf zurückgeführt werden.
4 Probenahme und Analysenverfahren
Geeignete Probenahmeverfahren werden in der IFA-Arbeitsmappe "Messung von Gefahrstoffen" beschrieben.
Eine ausgereifte Analytik für die Bestimmung von Wolframcarbid und Cobalt in luftgetragenen Hartmetallstäuben lag hingegen nicht vor. Daher musste die vorhandene Metallanalytik auf ihre Eignung für die Ermittlung von Hartmetallexpositionen überprüft werden. Ziel war die Entwicklung eines Analysenverfahrens, das einfach, schnell und empfindlich sein sollte. Die hierzu notwendigen Untersuchungen wurden mit Standardreferenzmaterialien, Materialproben bekannter Zusammensetzung sowie Luftproben aus dem Bereich der Hartmetallproduktion durchgeführt.
Die Versuche beschränkten sich im Wesentlichen auf die Bestimmung von Wolfram und Cobalt. Auswirkungen auf die Gesundheit können aber alle an Hartmetallarbeitsplätzen auftretenden Expositionen haben. Neben der am häufigsten verwendeten Kombination von Wolframcarbid und Cobalt sind auch weitere Kombinationen von Carbiden und Metallen möglich (siehe Abschnitt 3.1.1). Daher sollte mit dem Messverfahren auch die Bestimmung der Expositionen durch andere Metalle möglich sein.
(Für eine explizite Beschreibung der Probenahme- und Aufschlussverfahren siehe Anhang 1.)
5 Gefahrstoffexposition
Eine Exposition gegenüber Hartmetallstäuben ist im gesamten Herstellungsprozess nicht auszuschließen. Aus diesem Grunde wurde im Messsystem Gefährdungsermittlung der Unfallversicherungsträger (MGU) im Rahmen der Expositionsbewertung von Hartmetallarbeitsplätzen in den Jahren 2007 bis 2009 das Messprogramm "Expositionen an Hartmetallarbeitsplätzen" durchgeführt.
Hierbei wurden bei der Herstellung und Bearbeitung von Hartmetallen systematisch Betriebs- und Expositionsdaten sowie Messwerte ermittelt und in der Expositionsdatenbank MEGA für statistische Auswertungen dokumentiert.
Repräsentative Arbeitsplatzmessungen erfolgten mit personengetragenen und stationären Probenahmesystemen. Dabei wurden die alveolengängige Fraktion (A-Staub), die einatembare Fraktion (E-Staub) sowie Wolfram und Cobalt erfasst. Zusätzlich wurden die Expositionen gegenüber Nickel, Eisen, Chrom, Tantal, Niob, Titan, Molybdän und Vanadium ermittelt.
Bei der Hartmetallherstellung wurden die Expositionen in den folgenden Arbeitsbereichen ermittelt:
Weiterhin wurden Messungen bei der Bearbeitung von Hartmetallwerkzeugen z.B. in Schleifereien durchgeführt. Hierbei lag der Fokus auf der Ermittlung der Exposition an Arbeitsplätzen, an denen trocken und nass geschliffen wurde.
Umfang der Expositionsdaten
Insgesamt wurden 2.480 Messwerte aus 52 Betrieben ermittelt. Bezogen auf die Branche "Hartmetallherstellung und -verarbeitung" waren es 1.130 und auf die Branche "Schleiferei" 1.350 Messwerte. Die Ergebnisse sind repräsentativ für die Schicht.
Die ermittelten Expositionsdaten wurden in der Expositionsdatenbank MEGA (Messdaten zur Exposition gegenüber Gefahrstoffen am Arbeitsplatz) zusammengeführt, dokumentiert und ausgewertet. In Tabelle 2 ist die Anzahl der Messwerte für die ermittelten Gefahrstoffe zusammengestellt.
Tabelle 2: Anzahl der Messwerte pro Gefahrstoff
| Gefahrstoffbezeichnung | Anzahl Messwerte |
| Einatembare Fraktion | 276 |
| Cobalt und seine Verbindungen | 271 |
| Alveolengängige Fraktion | 270 |
| Wolfram und seine Verbindungen | 270 |
| Nickel und seine Verbindungen | 175 |
| Eisen und seine Verbindungen | 161 |
| Chrom (Gesamtchrom) | 159 |
| Tantal und seine Verbindungen | 157 |
| Titan und seine Verbindungen | 146 |
| Vanadium und seine Verbindungen | 132 |
| Niob und seine Verbindungen | 128 |
| Molybdän und seine Verbindungen | 124 |
Beschreibung der Expositionsdaten
Die Schichtmittelwerte wurden entsprechend TRGS 402 ermittelt und statistisch ausgewertet. Dabei wurde differenziert zwischen Messungen an der Person und stationären Messungen im Arbeitsbereich. Für die Beurteilung der Exposition bei den jeweiligen Tätigkeiten werden die Ergebnisse der Messungen an der Person bevorzugt.
Weiterhin liefern auch die Ergebnisse der stationären Messungen wertvolle Erkenntnisse für die Beurteilung der Arbeitsbereiche. Alle Messergebnisse sind daher im Anhang 1 zusammengefasst.
5.1 Herstellung und Verarbeitung von Hartmetallen
In Tabelle 3 sind die 50- und 95-%-Werte für die personengetragenen Messungen in den untersuchten Arbeitsbereichen der Hartmetallherstellung und -verarbeitung zusammengestellt.
Die Messergebnisse zeigen, dass die Arbeitsplatzgrenzwerte für die einatembare und alveolengängige Fraktion sowie für Chrom in allen Arbeitsbereichen eingehalten werden.
Für die Stoffe Wolfram, Cobalt, Nickel und Tantal und deren Verbindungen beschreiben die 95-Perzentile den Stand der Technik.
Tabelle 3: 50- und 95-%-Werte der Expositionen in mg/m3 - personengetragene Probenahme
| Arbeitsbereich (Perzentil) | A-Fraktion | E-Fraktion | Wolfram und seine Verbindungen | Cobalt und seine Verbindungen | Chrom und seine Verbindungen | Nickel und seine Verbindungen | Tantal und seine Verbindungen | ||||
| in mg/m3 | in mg/m3 | in mg/m3 | in mg/m3 | in mg/m3 | in mg/m3 | in mg/m3 | |||||
| Abwiegen 50-%-Wert 95-%-Wert | a. B. 0,33 | 0,76 3,51 | 0,14 1,97 | 0,058 0,32 | 0,0064 | - | - | ||||
| Pressen 50-%-Wert 95-%-Wert | a. B. 0,42 | 0,65 1,92 | 0,042 0,77 | 0,023 0,34 | a. B. 0,0064 | a. B. 0,028 | a. B. 0,0066 | ||||
| Formgebung, Grünteile 50-%-Wert 95-%-Wert | a. B. 0,33 | 0,25 1,87 | 0,11 1,54 | 0,013 0,17 | - | - | - | ||||
| Nassschleifen 50-%-Wert 95-%-Wert | a. B. 0,98 | 0,26 2,91 | 0,01 0,22 | + 0,0017 0,019 | - | - | - | ||||
| |||||||||||
5.2 Bearbeitung von Hartmetallwerkzeugen (Schleifereien)
In Tabelle 4 sind die 50- und 95-%-Werte für die personengetragenen Messungen in den untersuchten Arbeitsbereichen der Bearbeitung von Hartmetallwerkzeugen zusammengestellt.
Tabelle 4: 50- und 95-%-Werte der Expositionen in mg/m3 - personengetragene Probenahme
| Arbeitsbereich (Perzentil) | A-Fraktion in mg/m3 | E-Fraktion in mg/m3 | Wolfram und seine Verbindungen in mg/m3 | Cobalt und seine Verbindungen in mg/m3 | Chrom und seine Verbindungen in mg/m3 | Nickel und seine Verbindungen in mg/m3 | Eisen und seine Verbindungen in mg/m3 |
| Trockenschleifen 50-%-Wert 95-%-Wert | a. B. 0,69 | + 0,25 6,82 | 0,013 2,56 | 0,0021 0,33 | a. B. 0,034 | a. B. 0,017 | 0,032 0,31 |
| Nassschleifen 50-%-Wert 95-%-Wert | a. B. 0,57 | 0,29 2,35 | 0,028 0,34 | a. B. 0,033 | a. B. 0,0018 | a. B. 0,0036 | 0,0036 0,085 |
| Arbeitsbereich (Perzentil) | Titan und seine Verbindungen in mg/m3 | Vanadium und seine Verbindungen in mg/m3 | Niob und seine Verbindungen in mg/m3 | Tantal und seine Verbindungen in mg/m3 | Molybdän und seine Verbindungen in mg/m3 | ||||
| Trockenschleifen 50-%-Wert 95-%-Wert | a. B. 0,0034 | a. B. 0,0048 | a. B. a. B. | a. B. + 0,0021 | a. B. 0,032 | ||||
| Nassschleifen 50-%-Wert 95-%-Wert | a. B. a. B. | a. B. a. B. | a. B. 0,0027 | a. B. a. B. | a. B. 0,0035 | ||||
| |||||||||
Die Messergebnisse zeigen, dass beim Nass- und Trockenschleifen die Arbeitsplatzgrenzwerte für die einatembare und alveolengängige Fraktion sowie für Chrom eingehalten werden.
Für die Stoffe Wolfram, Cobalt, Nickel, Eisen, Titan, Vanadium, Niob, Tantal, und
Molybdän und deren Verbindungen beschreiben die 95-Perzentile den Stand der Technik.
Insgesamt sind die Expositionen beim Nassschleifen geringer als beim Trockenschleifen.
6 Schutzmaßnahmen
Die Tätigkeiten an Hartmetallarbeitsplätzen reichen von einfachen Hilfstätigkeiten wie z.B. dem Befüllen von Pressen, dem Bestücken von Öfen oder dem Abnehmen von Presslingen bis hin zu hoch spezialisierten Tätigkeiten wie der Steuerung der Sprühtrockner und Sinteranlagen oder der Steuerung von CNC-Anlagen zur Formgebung.
6.1 Substitution
Der Unternehmer muss prüfen, ob die Werkstücke ohne Qualitätsverlust auch mit cobaltfreien Bindern hergestellt werden können. Ist dies der Fall, sind derartige Binder zu verwenden.
Bislang gibt es allerdings trotz umfangreicher Untersuchungen und Entwicklungen erst sehr wenige Einsatzbereiche, in denen cobaltfreie Binder mit gleichem Leistungsspektrum eingesetzt werden können.
Ferner ist darauf zu achten, dass im Rahmen der Produktion kritische Zusatzstoffe mit hoher Gefährdungswirkung möglichst durch weniger gefährliche Zusatzstoffe substituiert werden.
6.2 Technische Schutzmaßnahmen
Grundsätzlich sollte die Hartmetallherstellung und -verarbeitung in geschlossenen, abgesaugten Anlagen erfolgen. Eine Vielzahl von Verfahren läuft bereits in automatischen, geschlossenen und abgesaugten Anlagen ab, wie z.B. das Mahlen, die eigentliche Granulatherstellung, ein Teil der Pressverfahren, die Bearbeitung von Grünlings- und Hartmetallrohteilen sowie der Sinterprozess.
Ist dies nicht möglich, müssen z.B. bei der Formgebung effektive, lokale Absaugungen verwendet werden. Beim Einwiegen und Mischen kleinerer Chargen haben sich beispielsweise Laborabzüge und bewegliche, einrichtbare Absaugungen bewährt.
Bei kurzfristigen Arbeitsprozessen mit hoher Staubexposition z.B. dem Abwiegen von Metallpulvermischungen oder Befüllen von Pressen muss zusätzlich persönliche Schutzausrüstung eingesetzt werden (siehe Abschnitt 6.4).
Bei der Nachbearbeitung von Hartmetallwerkstücken sollte nach Möglichkeit nass geschliffen werden. Der eingesetzte wassergemischte Kühlschmierstoff (KSS) sollte einen Komplexbildner ("Buntmetallinhibitor", z.B. Benzotriazolderivate) enthalten, sodass möglichst wenig Cobalt und Wolfram in Lösung gehen. Aerosole sind an ihrer Entstehungsstelle abzusaugen und abzuscheiden. Dabei ist insbesondere für Wolfram und Cobalt sowie für die in Tabelle 3 und 4 aufgeführten Stoffe mindestens der Stand der Technik im jeweiligen Arbeitsbereich anzustreben.
In einigen Arbeitsbereichen müssen verfahrensbedingt z.B. kleine Teile mit geringem Abtrag trocken geschliffen werden. In diesen Fällen ist der entstehende Hartmetallstaub direkt an der Entstehungsstelle zu erfassen, abzusaugen und abzuscheiden. Beim Einsatz nachführbarer Erfassungseinrichtungen ist stets auf eine effektive Positionierung zu achten.
6.3 Organisatorische Schutzmaßnahmen
6.3.1 Reinigung der Arbeitsplätze/- bereiche
Grundsätzlich sind Staubaufwirbelungen und Ablagerungen von Stäuben am Arbeitsplatz bzw. im Arbeitsbereich zu vermeiden. Das Abblasen von Staubablagerungen mit Druckluft oder trockenes Fegen sind zu unterlassen.
Hartmetallstäube sind mit Feucht- oder Nassverfahren nach dem Stand der Technik oder mit saugenden Verfahren unter Verwendung geeigneter Staubsauger oder Entstauber (Industriestaubsauger oder Entstauber der Staubklasse M gemäß DIN 60335-2-69) zu entfernen.
Hartmetallarbeitsplätze sind mit den erforderlichen Mitteln zur Reinigung auszustatten. Das können Mittel zur Nassreinigung (Wasserschlauch und Waschbürste) oder zur Trockenreinigung (Staubsauger) sein.
6.3.2 Sozialräume (Umkleide-, Wasch- und Pausenräume)
Belastete und nicht belastete Bereiche von Umkleideräumen sind zu trennen (Schwarz-Weiß-Prinzip). Separate Umkleideräume - getrennt durch Waschräume - sind anzustreben.
Auch vor einer kurzen Pause (trinken, rauchen usw.) müssen die Beschäftigten Hände und falls notwendig das Gesicht waschen, die Kleidung absaugen und die Schuhe säubern. Für die Reinigung der Kleidung haben sich spezielle Luftduschkabinen bewährt.
Umkleide-, Wasch- und Pausenräume (inkl. Mobiliar) sind feucht zu reinigen. Die Reinigung ist zu kontrollieren und zu dokumentieren.
6.3.3 Speisen, Getränke und Tabak
Essen, Trinken, Kaugummi kauen, Rauchen und Schnupfen sind in mit Hartmetallstäuben oder -aerosolen (beim Nassschleifen) belasteten Bereichen verboten.
Nahrungs- und Getränkeaufnahme oder das Rauchen sind nur in den dafür vorgesehenen Bereichen erlaubt, wenn zuvor die Hände und falls notwendig das Gesicht gewaschen wurden.
Die Zubereitung, der Verkauf und die Aufbewahrung von Speisen oder Getränken in kontaminierten Bereichen sind verboten.
Plätze zum Rauchen und für die Getränkeaufnahme sind genau festzulegen.
6.3.4 Unterweisung der Mitarbeiter
Inhalt und Form der Unterrichtung und Unterweisung der Mitarbeiter sind in § 14 GefStoffV festgelegt. Die Unterrichtung und Unterweisung erfolgt anhand der Betriebsanweisung, in der die auftretenden Gefährdungen und die entsprechenden Schutzmaßnahmen bei Tätigkeiten mit Hartmetall beschrieben sind.
6.3.5 Betriebsanweisung
Die in § 14 der Gefahrstoffverordnung geforderte Betriebsanweisung ist in einer für die Beschäftigten verständlichen Form und Sprache abzufassen und an der Arbeitsstätte an geeigneter Stelle möglichst in Arbeitsplatznähe zugänglich zu machen.
In der Betriebsanweisung muss der Beschäftigte auf die Gefahren für Mensch und Umwelt bei der Tätigkeit mit Hartmetallstäuben sowie die erforderlichen Schutzmaßnahmen und Verhaltensregeln hingewiesen werden.
6.3.6 Arbeitsmedizinische Vorsorge, arbeitsmedizinischtoxikologische Beratung
Beschäftigten an Hartmetallplätzen sind gemäß ArbMedVV Arbeitsmedizinische Vorsorgeuntersuchungen anzubieten. Beschäftigte sind hierzu im Rahmen der arbeitsmedizinischtoxikologischen Beratung zu unterweisen.
6.4 Persönliche Schutzausrüstungen
Bei Tätigkeiten mit kurzzeitig erhöhter Exposition wie z.B. dem Abwiegen von Metallpulvermischungen oder dem manuellen Mischen oder Befüllen von Pressen sind den Beschäftigten geeignete persönliche Schutzausrüstung (Atemschutz, Schutzhandschuhe) zur Verfügung zu stellen. Die Beschäftigten müssen die PSA bei den jeweiligen Tätigkeiten benutzen.
Als Atemschutz sind mindestens Halbmasken mit P2-Filtern oder Partikel filtrierende Halbmasken der Schutzstufe FFP2 mit Ausatemventil zu verwenden.
Wegen des allergisierenden Potenzials einiger Inhaltsstoffe (Cobalt, Nickel und Chrom) ist Hautkontakt zu vermeiden. Bei Tätigkeiten mit Hautkontakt ist ein Hautschutzplan aufzustellen.
7 Empfehlungen
Die Empfehlungen entsprechen dem Stand der Technik. Wird entsprechend dieser Empfehlungen gearbeitet, sind für A-Staub, E-Staub sowie Chrom und seine anorganischen Verbindungen die bestehenden Arbeitsplatzgrenzwerte (AGW) eingehalten.
Für die Stoffe Wolfram, Cobalt, Nickel, Tantal, Eisen, Molybdän und Vanadium sowie deren Verbindungen werden die 95-Perzentile als Beurteilungsmaßstab herangezogen. Diese Werte beschreiben die Exposition nach dem Stand der Technik.
8 Anwendungshinweise
Der Anwender dieser EGU muss bei Verfahrensänderungen und ansonsten regelmäßig, mindestens aber einmal jährlich, die Gültigkeit der Voraussetzungen überprüfen und das Ergebnis dokumentieren. Hierzu zählt unter anderem die Prüfung der unveränderten Gültigkeit dieser Empfehlungen. Die Überprüfung erfolgt im Rahmen der Gefährdungsbeurteilung nach § 6 der Gefahrstoffverordnung.
EGU geben dem Arbeitgeber praxisgerechte Hinweise, wie er sicherstellen kann, dass die Arbeitsplatzgrenzwerte (AGW) eingehalten werden bzw. der Stand der Technik erreicht ist. Bei Anwendung dieser Empfehlungen bleiben andere Anforderungen der Gefahrstoffverordnung, insbesondere die Informationsermittlung (§ 6) und die Verpflichtung zur Beachtung der Rangordnung der Schutzmaßnahmen (§ 9) bestehen.
9 Überprüfung
Diese EGU-Empfehlungen wurden im September 2010 erstmals verabschiedet. Sie werden in jährlichen Abständen überprüft. Sollten Änderungen notwendig werden, insbesondere aufgrund eventueller Grenzwertabsenkungen, werden diese veröffentlicht.
| Probenahme und Aufschlussverfahren | Anhang 1 |
1 Aufschlussverfahren
Im ersten Schritt musste ein geeignetes Aufschlussverfahren für Hartmetallstäube gefunden werden. Alle Versuche wurden mit zertifiziertem Hartmetallstaub (Standardreferenzmaterial SRM 889 des NBS, Gaithersburg, USA) durchgeführt.
Das von der Deutschen Forschungsgemeinschaft vorgeschlagene Aufschlussverfahren 1) zur Überprüfung der Einhaltung der MAK-Werte erwies sich für die Bestimmung von Cobalt als gut geeignet, während eine Bestimmung von Wolfram aus Wolframcarbid nicht gelingt. Hier zeigte sich der Mikrowellendruckaufschluss (MWDA) überlegen (siehe Tabelle 5).
Der angewendete Mikrowellendruckaufschluss wurde vorab hinsichtlich Aufschlussprogramm und Säurezusammensetzung optimiert.
Dabei wurden neben dem Standardreferenzmaterial SRM 889 auch andere Standards und andere Analysenverfahren wie Atomabsorptionsspektrometrie (AAS) und Inductive Coupled Plasma - Optical Emission Spectrometry (ICP-OES) eingesetzt.
Folgende Bedingungen haben sich schließlich als geeignet herausgestellt:
| Gerät: | Mars 5, CEM, 47475 Kamp Lintfort |
| Säuregemisch: | 6 Teile Salpetersäure (> 65 %) 2 Teile Salzsäure (35 %) 1 Teil Flusssäure (40 %) |
| Säurevolumen: | 18 mL |
| Einwaage: | 40 mg |
| Temperatur: | 200 °C |
| Einwirkzeit: | 30 Minuten |
2 Vergleich der Analysenmethoden 1)
Neben ICP-OES und ICP-MS kam mit der totalreflektierenden Röntgenfluoreszenz (TXRF) eine weitere Analysenmethode zum Einsatz. Diese bietet große Vorteile bei der Probenvorbereitung. Mit der TXRF lassen sich viele Proben auch als Suspensionen vermessen, sofern diese stabil sind. Das Cellulosenitratfilter wird in Aceton gelöst und bildet mit dem gesammelten Staub eine Suspension. Mit Internen Standards versehen werden 2 µL dieser Suspension auf einen Probenträger gebracht und getrocknet. So in eine Matrix eingebettet, können die Proben sofort analysiert werden.
Grundsätzlich bietet die TXRF gegenüber der konventionellen energiedispersiven Röntgenfluoreszenzanalyse wegen ihrer speziellen Strahlungsgeometrie, bei der der Anregungsstrahl auf einem dünnen Probefilm total reflektiert wird, weitere Vorteile. Die Sekundärstrahlung wird oberhalb der Probe erfasst und kaum durch streuende Primärstrahlung gestört. Infolgedessen zeigen die Spektren nur einen sehr niedrigen spektralen Untergrund. Dies und eine hohe Fluoreszenzintensität ermöglichen niedrige Bestimmungsgrenzen.
Folgende Geräte wurden für den Methodenvergleich verwendet:
| ICP-MS: | Elan DRC II, Perkin Elmer, 63110 Rodgau |
| ICP-OES: | Optima 5300 DV, Perkin Elmer, 63110 Rodgau |
| TXRF: | Extra II, Rich. Seifert Röntgenwerk, 22926 Ahrensburg |
| (Das Gerät wird in dieser Form nicht mehr von der Fa. Seifert angeboten. Vergleichbare Geräte liefern die Firmen Bruker AXS, 76187 Karlsruhe und CAMECA, 85716 Unterschleißheim.) | |
Tabelle 5: Vergleich der Aufschlussverfahren
| Sollwert in % | Standardaufschluss nach DFG | Mikrowellendruckaufschluss | |||
| Istwert in % | Wiederfindung in % | Istwert in % | Wiederfindung in % | ||
| W | ca. 75 | 0,2 ± 0,07 | 0,3 | 70,6 ± 0,05 | 94 |
| Co | 9,50 ± 0,15 | 8,9 ± 0,14 | 94 | 8,7 ± 0,22 | 92 |
| Ta | 4,60 ± 0,15 | nicht untersucht | ./. | 5,1 ± 0,28 | 111 |
| Ti | 4,03 ± 0,10 | 1,2 ± 0,07 | 30 | 3,7 ± 0,05 | 92 |
Die Vergleichsanalysen erfolgten mittels ICP-Massenspektrometrie (ICP-MS).
Um einen Vergleich zwischen Suspensionstechnik und MWDA bei Anwendung der TXRF zu ermöglichen, wurden die Cellulosenitratfilter für die Analyse luftgetragener Stäube geteilt. Die eine Hälfte wurde nach MWDA mittels ICP-OES bzw. ICP-MS analysiert, während die andere Hälfte in Aceton gelöst und mittels TXRF untersucht wurde. Im Anschluss wurde das Aceton abgedampft, der Rückstand einem MWDA unterzogen und abermals mittels TXRF untersucht. Dadurch ergeben sich in Tabelle 6 jeweils zwei TXRF-Ergebnisse. Alle Proben stammten aus Betrieben der Hartmetallherstellung.
Abgesehen von einem Ausreißer (Probe 2) zeigten alle Ergebnisse für beide Metalle sehr gute Übereinstimmungen zwischen den Methoden. Der Ausreißer war vermutlich auf eine zu hohe und damit auch inhomogene Belegung des Filters zurückzuführen.
Die ICP-MS ist für die Bestimmung hoher Wolframkonzentrationen häufig zu empfindlich; bei den Cobalt-Analysen zeigten alle Analysenmethoden eine sehr gute Übereinstimmung mit der TXRF.
3 Zusammenfassung und Bestimmungsgrenzen
Tabelle 7 zeigt die Bestimmungsgrenzen für Cobalt und Wolfram in Abhängigkeit vom Analysenverfahren.
Alle Methoden sind zur Analyse von Proben nach MWDA geeignet. Das gilt auch für Materialproben, mit denen ähnliche Versuche durchgeführt wurden. Die ICP-MS sollte allerdings aufgrund ihrer hohen Empfindlichkeit nur zur Bestimmung sehr niedriger Konzentrationen verwendet werden. Bei der TXRF kann auf eine aufwendige Probenvorbereitung verzichtet werden, da die Suspendierung nach Filterauflösung mit Aceton sehr gute Ergebnisse liefert. Für Materialproben ist die Suspensionsmethode allerdings nicht zuverlässig und sollte nicht verwendet werden. In Tabelle 8 sind die verschiedenen Einsatzmöglichkeiten für Luft- und Materialproben dargestellt.
Im Rahmen des im Folgenden dargestellten Messprogramms wurde wegen der vereinfachten Probenvorbereitung bevorzugt das TXRF-Verfahren nach Suspendierung angewendet.
Tabelle 6: Ergebnisse der Vergleichsmessungen (Luftproben)
| Probe | TXRF Filterdispergierung | MWDA | ICP-OES MWDA | ICP-MS MWDA | |
| 1 | W Co | 1,4 0,2 | 1,7 0,2 | 1,7 0,2 | 0,3 |
| 2 | W Co | 35 6,2 | 40 5,8 | 44 7,4 | 7,0 |
| 3 | W Co | 1,6 0,2 | 1,6 0,2 | 1,7 0,3 | 0,2 |
| 4 | W Co | 0,2 0,03 | 0,2 0,03 | 0,3 0,05 | 0,04 |
| 5 | W Co | 1,8 0,2 | 1,8 0,2 | 1,7 0,3 | ./. |
| 6 | W Co | 1,2 0,9 | 1,1 1,0 | 1,0 1,0 | ./. |
Konzentrationsangaben in mg/m3
Tabelle 7: Bestimmungsgrenzen verschiedener Analysenmethoden
| Metall | Probenahmesystem | Probenträgerart | Luftvolumen in m3 | TXRF Susp. | TXRF* | ICP-OES* | ICP-MS* |
| Konzentration in µg/m3 | |||||||
| Co | PAS-Pumpe, GSP-10 | MF 11301 37 mm | 1,2 | 0,8 | 1,3 | 3,4 | 0,8 |
| W | PAS-Pumpe, GSP-10 | MF 11301 37 mm | 1,2 | 4,2 | 4,8 | 17 | 1,7 |
| * Verfahren mit Mikrowellendruckaufschluss | |||||||
Tabelle 8: Einsatzmöglichkeiten der angewandten Methoden
| Luftproben | Materialproben | ||
| TXRF | Sehr gut einsetzbar als Suspension | TXRF | Nicht einsetzbar als Suspension |
| - | Gut einsetzbar nach MWDA | - | Gut einsetzbar nach MWDA |
| ICP-OES | Gut einsetzbar nach MWDA | ICP-OES | Gut einsetzbar nach MWDA |
| ICP-MS | Bedingt einsetzbar für Wolfram, sehr gut ein- setzbar für kleine Konzentrationen, jeweils nach MWDA | ICP-MS | Bedingt einsetzbar für hohe Wolframkonzentrationen, sehr gut einsetzbar für kleine Konzentrationen, jeweils nach MWDA |
| Messwerte Personengetragene Messungen | Anhang 2 |
Übersicht:
Tabelle 9: Hartmetalle, Herstellung und Verarbeitung; AbwiegenTabelle 10: Hartmetalle, Herstellung und Verarbeitung; Pressen
Tabelle 11: Hartmetalle, Herstellung und Verarbeitung; Formgebung Grünteile
Tabelle 12: Hartmetalle, Herstellung und Verarbeitung; Trockenschleifen
Tabelle 13: Hartmetalle, Herstellung und Verarbeitung; Nassschleifen
Tabelle 14: Schleiferei; Trockenschleifen
Tabelle 15: Schleiferei; Nassschleifen
Tabelle 9: Hartmetalle, Herstellung und Verarbeitung; Abwiegen Personengetragene Messungen
| Gefahrstoff Grenzwert | Anzahl Mess- daten | Anzahl Betriebe | Häufigkeit <-Werte Anzahl % | Höchste Bestimmungsgrenze in mg/m3 | < GW % 1) | Konzentrationen in mg/m3 | ||||||||||
| 25-%- Wert 2) | 50-%- Wert 2) | 75-%- Wert 2) | 90-%- Wert 2) | 95-%- Wert 2) | ||||||||||||
| A-Fraktion AGW: 3 mg/m3 | 13 | 5 | 12 92,3 | 0,25 | 100 | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | 0,33 | ||||||
| E-Fraktion AGW: 10 mg/m3 | 14 | 6 | 3 21,4 | 0,25 | 100 | 0,29 | 0,76 | 1,24 | 3,19 | 3,51 | ||||||
| Wolfram und seine Verbindungen | 13 | 6 | 2 15,4 | 0,0017 | - | 0,0051 | 0,14 | 0,44 | 1,63 | 1,97 | ||||||
| Cobalt und seine Verbindungen | 13 | 6 | 2 15,4 | 0,0017 | - | 0,015 | 0,058 | 0,16 | 0,25 | 0,32 | ||||||
| Chrom und seine Verbindungen AGW: 2 mg/m3 | 3 | 3 | 1 33,3 | 0,0017 | 100 | - | - | - | - | - | ||||||
| Nickel und seine Verbindungen | 7 | 4 | 1 14,3 | 0,0017 | - | - | - | - | - | - | ||||||
| Eisen und seine Verbindungen | 9 | 4 | 1 11,1 | 0,0042 | - | - | - | - | - | - | ||||||
| Titan und seine Verbindungen | 2 | 2 | 1 50 | 0,0042 | - | - | - | - | - | - | ||||||
| Vanadium und seine Verbindungen | 2 | 2 | 1 50 | 0,0042 | - | - | - | - | - | - | ||||||
| Niob und seine Verbindungen | 2 | 2 | 0 | 0 | - | - | - | - | - | - | ||||||
| Tantal und seine Verbindungen | 3 | 3 | 1 33,3 | 0,017 | - | - | - | - | - | - | ||||||
| Molybdän und seine Verbindungen | 1 | 1 | 1 100 | 0,0017 | - | - | - | - | - | - | ||||||
| ||||||||||||||||
Tabelle 10: Hartmetalle, Herstellung und Verarbeitung; Pressen Personengetragene Messungen
| Gefahrstoff Grenzwert | Anzahl Mess- daten | Anzahl Betriebe | Häufigkeit <-Werte Anzahl % | Höchste Bestimmungsgrenze
in mg/m3 | < GW % 1) | Konzentrationen in mg/m3 | ||||||||||
| 25-%- Wert 2) | 50-%- Wert 2) | 75-%- Wert 2) | 90-%- Wert 2) | 95-%- Wert 2) | ||||||||||||
| A-Fraktion AGW: 3 mg/m3 | 17 | 10 | 14 82,4 | 0,25 | 100 | a. B. 3) | a. B. 3) | a. B. 3) | 0,32 | 0,42 | ||||||
| E-Fraktion AGW: 10 mg/m3 | 17 | 10 | 5 29,4 | 0,25 | 100 | a. B. 3) | 0,65 | 1,25 | 1,65 | 1,92 | ||||||
| Wolfram und seine Verbindungen | 17 | 10 | 4 23,5 | 0,0017 | - | 0,0022 | 0,042 | 0,34 | 0,65 | 0,77 | ||||||
| Cobalt und seine Verbindungen | 17 | 10 | 5 29,4 | 0,0017 | - | a. B. 3) | 0,023 | 0,077 | 0,15 | 0,34 | ||||||
| Chrom und seine Verbindungen AGW: 2 mg/m3 | 11 | 7 | 6 54,5 | 0,0017 | 100 | a. B. 3) | a. B. 3) | 0,0025 | 0,0052 | 0,0064 | ||||||
| Nickel und seine Verbindungen | 13 | 9 | 7 53,8 | 0,0017 | - | a. B. 3) | a. B. 3) | 0,0041 | 0,016 | 0,028 | ||||||
| Eisen und seine Verbindungen | 10 | 6 | 4 40 | 0,0042 | - | a. B. 3) | 0,0067 | 0,024 | 0,2 | 0,21 | ||||||
| Titan und seine Verbindungen | 10 | 6 | 10 100 | 0,0042 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | ||||||
| Vanadium und seine Verbindungen | 9 | 6 | 9 100 | 0,0042 | - | - | - | - | - | - | ||||||
| Niob und seine Verbindungen | 9 | 6 | 8 88,9 | 0,0017 | - | - | - | - | - | - | ||||||
| Tantal und seine Verbindungen | 11 | 7 | 10 90,9 | 0,0042 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | 0,0066 | ||||||
| Molybdän und seine Verbindungen | 8 | 5 | 6 75 | 0,0017 | - | - | - | - | - | - | ||||||
| ||||||||||||||||
Tabelle 11: Hartmetalle, Herstellung und Verarbeitung; Formgebung Grünteile Personengetragene Messungen
| Gefahrstoff Grenzwert | Anzahl Mess- daten | Anzahl Betriebe | Häufigkeit <-Werte Anzahl % | Höchste Bestimmungsgrenze in mg/m3 | < GW % 1) | Konzentrationen in mg/m3 | ||||||||||||
| 25-%- Wert 2) | 50-%- Wert 2) | 75-%- Wert 2) | 90-%- Wert 2) | 95-%- Wert 2) | ||||||||||||||
| A-Fraktion AGW: 3 mg/m3 | 12 | 5 | 11 91,7 | 0,25 | 100 | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | 0,33 | ||||||||
| E-Fraktion AGW: 10 mg/m3 | 12 | 5 | 6 50 | 0,25 | 100 | a. B. 3) | 0,25 4) | 0,6 | 1,22 | 1,87 | ||||||||
| Wolfram und seine Verbindungen | 12 | 5 | 0 | 0 | - | 0,013 | 0,11 | 0,34 | 0,99 | 1,54 | ||||||||
| Cobalt und seine Verbindungen | 12 | 5 | 2 16,7 | 0,0017 | - | 0,0028 | 0,013 | 0,043 | 0,083 | 0,17 | ||||||||
| Chrom und seine Verbindungen AGW: 2 mg/m3 | 5 | 3 | 4 80 | 0,0017 | 100 | - | - | - | - | - | ||||||||
| Nickel und seine Verbindungen | 6 | 3 | 5 83,3 | 0,0017 | - | - | - | - | - | - | ||||||||
| Eisen und seine Verbindungen | 3 | 2 | 2 66,7 | 0,0042 | - | - | - | - | - | - | ||||||||
| Titan und seine Verbindungen | 7 | 3 | 7 100 | 0,0042 | - | - | - | - | - | - | ||||||||
| Vanadium und seine Verbindungen | 4 | 3 | 4 100 | 0,0042 | - | - | - | - | - | - | ||||||||
| Niob und seine Verbindungen | 5 | 4 | 5 100 | 0,0042 | - | - | - | - | - | - | ||||||||
| Tantal
und seine Verbindungen | 8 | 4 | 8 100 | 0,0042 | - | - | - | - | - | - | ||||||||
| Molybdän und seine Verbindungen | 4 | 3 | 4 100 | 0,0017 | - | - | - | - | - | - | ||||||||
| ||||||||||||||||||
Tabelle 12: Hartmetalle, Herstellung und Verarbeitung; Trockenschleifen Personengetragene Messungen
| Gefahrstoff Grenzwert | Anzahl Mess- daten | Anzahl Betriebe | Häufigkeit <-Werte Anzahl % | Höchste Bestimmungsgrenze in mg/m3 | < GW % 1) | Konzentrationen in mg/m3 | ||||||||
| 25-%- Wert 2) | 50-%- Wert 2) | 75-%- Wert 2) | 90-%- Wert 2) | 95-%- Wert 2) | ||||||||||
| E-Fraktion AGW: 10 mg/m3 | 3 | 3 | 2 66,7 | 0,25 | 100 | - | - | - | - | - | ||||
| Wolfram und seine Verbindungen | 3 | 3 | 0 | 0 | - | - | - | - | - | - | ||||
| Cobalt und seine Verbindungen | 3 | 3 | 2 66,7 | 0,0017 | - | - | - | - | - | - | ||||
| Chrom und seine Verbindungen AGW: 2 mg/m3 | 2 | 2 | 2 100 | 0,0017 | 100 | - | - | - | - | - | ||||
| Nickel und seine Verbindungen | 3 | 3 | 2 66,7 | 0,0017 | - | - | - | - | - | - | ||||
| Eisen und seine Verbindungen | 2 | 2 | 1 50 | 0,0042 | - | - | - | - | - | - | ||||
| Titan und seine Verbindungen | 2 | 2 | 1 50 | 0,0042 | - | - | - | - | - | - | ||||
| Vanadium und seine Verbindungen | 2 | 2 | 2 100 | 0,0042 | - | - | - | - | - | - | ||||
| Niob und seine Verbindungen | 2 | 2 | 2 100 | 0,0017 | - | - | - | - | - | - | ||||
| Tantal und seine Verbindungen | 2 | 2 | 2 100 | 0,0042 | - | - | - | - | - | - | ||||
| Molybdän und seine Verbindungen | 2 | 2 | 2 100 | 0,0017 | - | - | - | - | - | - | ||||
| ||||||||||||||
Tabelle 13: Hartmetalle, Herstellung und Verarbeitung; Nassschleifen Personengetragene Messungen
| Gefahrstoff Grenzwert | Anzahl Mess- daten | Anzahl Betriebe | Häufigkeit <-Werte Anzahl % | Höchste Bestimmungsgrenze in mg/m3 | < GW % 1) | Konzentrationen in mg/m3 | ||||||||||||
| 25-%- Wert 2) | 50-%- Wert 2) | 75-%- Wert 2) | 90-%- Wert 2) | 95-%- Wert 2) | ||||||||||||||
| A-Fraktion AGW: 3 mg/m3 | 13 | 9 | 11 84,6 | 0,25 | 100 | a. B. 3) | a. B. 3) | a. B. 3) | 0,43 | 0,98 | ||||||||
| E-Fraktion AGW: 10 mg/m3 | 13 | 9 | 4 30,8 | 0,25 | 100 | a. B. 3) | 0,26 | 0,55 | 2,18 | 2,91 | ||||||||
| Wolfram und seine Verbindungen | 12 | 9 | 3 25 | 0,0017 | - | 0,0017 4) | 0,01 | 0,069 | 0,20 | 0,22 | ||||||||
| Cobalt und seine Verbindungen | 12 | 9 | 4 33,3 | 0,0017 | - | a. B. 3) | 0,0017 4) | 0,0053 | 0,0086 | 0,019 | ||||||||
| Chrom und seine Verbindungen AGW: 2 mg/m3 | 6 | 6 | 5 83,3 | 0,0017 | 100 | - | - | - | - | - | ||||||||
| Nickel und seine Verbindungen | 7 | 7 | 6 85,7 | 0,0017 | - | - | - | - | - | - | ||||||||
| Eisen und seine Verbindungen | 6 | 6 | 3 50 | 0,0042 | - | - | - | - | - | - | ||||||||
| Titan und seine Verbindungen | 6 | 6 | 6 100 | 0,0042 | - | - | - | - | - | - | ||||||||
| Vanadium und seine Verbindungen | 6 | 6 | 6 100 | 0,0042 | - | - | - | - | - | - | ||||||||
| Niob und seine Verbindungen | 6 | 6 | 6 100 | 0,0017 | - | - | - | - | - | - | ||||||||
| Tantal und seine Verbindungen | 7 | 7 | 7 100 | 0,0042 | - | - | - | - | - | - | ||||||||
| Molybdän und seine Verbindungen | 6 | 6 | 6 100 | 0,0017 | - | - | - | - | - | - | ||||||||
| ||||||||||||||||||
Tabelle 14: Schleiferei; Trockenschleifen Personengetragene Messungen
| Gefahrstoff Grenzwert | Anzahl Mess- daten | Anzahl Betriebe | Häufigkeit <-Werte Anzahl % | Höchste Bestimmungsgrenze in mg/m3 | < GW % 1) | Konzentrationen in mg/m3 | ||||||||||||
| 25-%- Wert 2) | 50-%- Wert 2) | 75-%- Wert 2) | 90-%- Wert 2) | 95-%- Wert 2) | ||||||||||||||
| A-Fraktion AGW: 3 mg/m3 | 20 | 18 | 17 85 | 0,25 | 100 | a. B. 3) | a. B. 3) | a. B. 3) | 0,37 | 0,69 | ||||||||
| E-Fraktion
AGW: 10 mg/m3 | 22 | 20 | 11 50 | 0,25 | 95,5 | a. B. 3) | 0, 25 4) | 0,57 | 1,29 | 6,82 | ||||||||
| Wolfram und seine Verbindungen | 22 | 20 | 4 18,2 | 0,0017 | - | 0,0047 | 0,013 | 0,071 | 0,32 | 2,56 | ||||||||
| Cobalt und seine Verbindungen | 22 | 20 | 10 45,5 | 0,0017 | - | a. B. 3) | 0,0021 | 0,0081 | 0,039 | 0,33 | ||||||||
| Chrom und seine Verbindungen AGW: 2 mg/m3 | 18 | 16 | 12 66,7 | 0,0017 | 100 | a. B. 3) | a. B. 3) | 0,002 | 0,014 | 0,034 | ||||||||
| Nickel und seine Verbindungen | 19 | 17 | 13 68,4 | 0,0017 | - | a. B. 3) | a. B. 3) | 0,0021 | 0,011 | 0,017 | ||||||||
| Eisen und seine Verbindungen | 19 | 17 | 4 21,1 | 0,0042 | - | 0,0042 | 0,032 | 0,070 | 0,14 | 0,31 | ||||||||
| Titan und seine Verbindungen | 19 | 17 | 18 94,7 | 0,0042 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | 0,0034 4) | ||||||||
| Vanadium und seine Verbindungen | 15 | 13 | 14 93,3 | 0,0042 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | 0,0048 | ||||||||
| Niob und seine Verbindungen | 16 | 14 | 16 100 | 0,0017 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | ||||||||
| Tantal und seine Verbindungen | 20 | 18 | 19 95 | 0,0042 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | 0,0021 4) | ||||||||
| Molybdän und seine Verbindungen | 16 | 14 | 11 68,8 | 0,0017 | - | a. B. 3) | a. B. 3) | 0,0018 | 0,014 | 0,032 | ||||||||
| ||||||||||||||||||
Tabelle 15: Schleiferei; Nassschleifen Personengetragene Messungen
| Gefahrstoff Grenzwert | Anzahl Mess- daten | Anzahl Betriebe | Häufigkeit <-Werte Anzahl % | Höchste Bestimmungsgrenze in mg/m3 | < GW % 1) | Konzentrationen in mg/m3 | ||||||||||
| 25-%- Wert 2) | 50-%- Wert 2) | 75-%- Wert 2) | 90-%- Wert 2) | 95-%- Wert 2) | ||||||||||||
| A-Fraktion AGW: 3 mg/m3 | 38 | 22 | 27 71,1 | 0,25 | 100 | a. B. 3) | a. B. 3) | 0,28 | 0,45 | 0,57 | ||||||
| E-Fraktion AGW: 10 mg/m3 | 40 | 22 | 16 40 | 0,25 | 100 | a. B. 3) | 0, 29 | 0,83 | 1,21 | 2,35 | ||||||
| Wolfram und seine Verbindungen | 40 | 22 | 7 17,5 | 0,0017 | - | 0,0065 | 0,028 | 0,078 | 0,22 | 0,34 | ||||||
| Cobalt und seine Verbindungen | 40 | 22 | 21 52,5 | 0,0017 | - | a. B. 3) | a. B. 3) | 0,0053 | 0,013 | 0,033 | ||||||
| Chrom und seine Verbindungen AGW: 2 mg/m3 | 27 | 13 | 25 92,6 | 0,0017 | 100 | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | 0,0018 | ||||||
| Nickel und seine Verbindungen | 24 | 11 | 19 79,2 | 0,0017 | - | a. B. 3) | a. B. 3) | a. B. 3) | 0,0031 | 0,0036 | ||||||
| Eisen und seine Verbindungen | 25 | 14 | 9 36 | 0,0042 | - | a. B. 3) | 0,0064 | 0,021 | 0,054 | 0,085 | ||||||
| Titan und seine Verbindungen | 21 | 11 | 21 100 | 0,0042 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | ||||||
| Vanadium und seine Verbindungen | 22 | 11 | 21 95,5 | 0,0042 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | ||||||
| Niob und seine Verbindungen | 19 | 10 | 18 94,7 | 0,0017 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | 0,0027 | ||||||
| Tantal und seine Verbindungen | 22 | 12 | 21 95,5 | 0,017 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | ||||||
| Molybdän und seine Verbindungen | 19 | 9 | 18 94,7 | 0,0017 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | 0,0035 | ||||||
| ||||||||||||||||
| Messwerte Stationäre Messungen | Anhang 3 |
Übersicht:
Tabelle 16: Hartmetalle, Herstellung und Verarbeitung; AbwiegenTabelle 17: Hartmetalle, Herstellung und Verarbeitung; Pressen
Tabelle 18: Hartmetalle, Herstellung und Verarbeitung; Formgebung Grünteile
Tabelle 19: Hartmetalle, Herstellung und Verarbeitung; Trockenschleifen
Tabelle 20: Hartmetalle, Herstellung und Verarbeitung; Nassschleifen
Tabelle 21: Schleiferei; Trockenschleifen
Tabelle 22: Schleiferei; Nassschleifen
Tabelle 16: Hartmetalle, Herstellung und Verarbeitung; Abwiegen Stationäre Messungen
| Gefahrstoff Grenzwert | Anzahl Mess- daten | Anzahl Betriebe | Häufigkeit <-Werte Anzahl % | Höchste Bestimmungsgrenze in mg/m3 | < GW % 1) | Konzentrationen in mg/m3 | ||||||||||||
| 25-%- Wert 2) | 50-%- Wert 2) | 75-%- Wert 2) | 90-%- Wert 2) | 95-%- Wert 2) | ||||||||||||||
| A-Fraktion AGW: 3 mg/m3 | 13 | 6 | 11 84,6 | 0,25 | 100 | a. B. 3) | a. B. 3) | a. B. 3) | 0,25 4) | 0,33 | ||||||||
| E-Fraktion AGW: 10 mg/m3 | 13 | 6 | 8 61,5 | 0,25 | 100 | a. B. 3) | a. B. 3) | 0,28 | 0,37 | 0,48 | ||||||||
| Wolfram und seine Verbindungen | 12 | 6 | 4 33,3 | 0,0017 | - | a. B. 3) | 0,024 | 0,12 | 0,15 | 0,18 | ||||||||
| Cobalt und seine Verbindungen | 13 | 6 | 4 30,8 | 0,0017 | - | a. B. 3) | 0,0040 | 0,024 | 0,054 | 0,063 | ||||||||
| Chrom und seine Verbindungen AGW: 2 mg/m3 | 3 | 3 | 1 33,3 | 0,0017 | 100 | - | - | - | - | - | ||||||||
| Nickel und seine Verbindungen | 5 | 4 | 4 80 | 0,0017 | - | - | - | - | - | - | ||||||||
| Eisen und seine Verbindungen | 8 | 4 | 5 62,5 | 0,0083 | - | - | - | - | - | - | ||||||||
| Titan und seine Verbindungen | 2 | 2 | 1 50 | 0,0042 | - | - | - | - | - | - | ||||||||
| Vanadium und seine Verbindungen | 2 | 2 | 2 100 | 0,0042 | - | - | - | - | - | - | ||||||||
| Niob und seine Verbindungen | 2 | 2 | 0 | 0 | - | - | - | - | - | - | ||||||||
| Tantal und seine Verbindungen | 3 | 3 | 1 33,3 | 0,0042 | - | - | - | - | - | - | ||||||||
| Molybdän und seine Verbindungen | 1 | 1 | 1 100 | 0,0017 | - | - | - | - | - | - | ||||||||
| ||||||||||||||||||
Tabelle 17: Hartmetalle, Herstellung und Verarbeitung; Pressen Stationäre Messungen
| Gefahrstoff Grenzwert | Anzahl Mess- daten | Anzahl Betriebe | Häufigkeit <-Werte Anzahl % | Höchste Bestimmungsgrenze in mg/m3 | < GW % 1) | Konzentrationen in mg/m3 | ||||||||||||
| 25-%- Wert 2) | 50-%- Wert 2) | 75-%- Wert 2) | 90-%- Wert 2) | 95-%- Wert 2) | ||||||||||||||
| A-Fraktion AGW: 3 mg/m3 | 17 | 10 | 16 94,1 | 0,25 | 100 | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | 0,24 4) | ||||||||
| E-Fraktion AGW: 10 mg/m3 | 17 | 10 | 10 58,8 | 0,25 | 100 | a. B. 3) | a. B. 3) | 0,29 | 0,57 | 0,88 | ||||||||
| Wolfram und seine Verbindungen | 16 | 10 | 6 37,5 | 0,0017 | - | a. B. 3) | 0,018 | 0,12 | 0,20 | 0,31 | ||||||||
| Cobalt und seine Verbindungen | 16 | 10 | 4 25 | 0,0017 | - | 0,0017 4) | 0,0071 | 0,02 | 0,043 | 0,069 | ||||||||
| Chrom und seine Verbindungen AGW: 2 mg/m3 | 10 | 7 | 9 90 | 0,0042 | 100 | a. B. 3) | a. B. 3) | a. B. 3) | 0,0018 4) | 0,0020 4) | ||||||||
| Nickel und seine Verbindungen | 12 | 9 | 8 66,7 | 0,0017 | - | a. B. 3) | a. B. 3) | 0,0019 | 0,028 | 0,039 | ||||||||
| Eisen und seine Verbindungen | 9 | 6 | 5 55,6 | 0,0042 | - | - | - | - | - | - | ||||||||
| Titan und seine Verbindungen | 9 | 6 | 9 100 | 0,0042 | - | - | - | - | - | - | ||||||||
| Vanadium und seine Verbindungen | 8 | 6 | 8 100 | 0,0042 | - | - | - | - | - | - | ||||||||
| Niob und seine Verbindungen | 8 | 6 | 7 87,5 | 0,0017 | - | - | - | - | - | - | ||||||||
| Tantal und seine Verbindungen | 10 | 7 | 10 100 | 0,0042 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | ||||||||
| Molybdän und seine Verbindungen | 7 | 5 | 5 71,4 | 0,0017 | - | - | - | - | - | - | ||||||||
| ||||||||||||||||||
Tabelle 18: Hartmetalle, Herstellung und Verarbeitung; Formgebung Grünteile Stationäre Messungen
| Gefahrstoff Grenzwert | Anzahl Mess- daten | Anzahl Betriebe | Häufigkeit <-Werte Anzahl % | Höchste Bestimmungsgrenze in mg/m3 | < GW % 1) | Konzentrationen in mg/m3 | ||||||||||||
| 25-%- Wert 2) | 50-%- Wert 2) | 75-%- Wert 2) | 90-%- Wert 2) | 95-%- Wert 2) | ||||||||||||||
| A-Fraktion AGW: 3 mg/m3 | 10 | 4 | 9 90 | 0,25 | 100 | a. B. 3) | a. B. 3) | a. B. 3) | 0,25 4) | 0,25 4) | ||||||||
| E-Fraktion AGW: 10 mg/m3 | 12 | 5 | 8 66,7 | 0,25 | 100 | a. B. 3) | a. B. 3) | 0,26 | 0,27 | 0,45 | ||||||||
| Wolfram und seine Verbindungen | 12 | 5 | 0 | 0 | - | 0,018 | 0,054 | 0,063 | 0,16 | 0,21 | ||||||||
| Cobalt und seine Verbindungen | 12 | 5 | 1 8,3 | 0,0017 | - | 0,0025 | 0,0056 | 0,013 | 0,017 | 0,044 | ||||||||
| Chrom und seine Verbindungen AGW: 2 mg/m3 | 5 | 3 | 4 80 | 0,0017 | 100 | - | - | - | - | - | ||||||||
| Nickel und seine Verbindungen | 5 | 3 | 5 100 | 0,0017 | - | - | - | - | - | - | ||||||||
| Eisen und seine Verbindungen | 3 | 2 | 3 100 | 0,0042 | - | - | - | - | - | - | ||||||||
| Titan und seine Verbindungen | 7 | 3 | 7 100 | 0,0042 | - | - | - | - | - | - | ||||||||
| Vanadium und seine Verbindungen | 4 | 3 | 4 100 | 0,0042 | - | - | - | - | - | - | ||||||||
| Niob und seine Verbindungen | 5 | 4 | 5 100 | 0,0017 | - | - | - | - | - | - | ||||||||
| Tantal und seine Verbindungen | 8 | 4 | 8 100 | 0,0042 | - | - | - | - | - | - | ||||||||
| Molybdän und seine Verbindungen | 4 | 3 | 4 100 | 0,0017 | - | - | - | - | - | - | ||||||||
| ||||||||||||||||||
Tabelle 19: Hartmetalle, Herstellung und Verarbeitung; Trockenschleifen Stationäre Messungen
| Gefahrstoff Grenzwert | Anzahl Mess- daten | Anzahl Betriebe | Häufigkeit <-Werte Anzahl % | Höchste Bestimmungsgrenze in mg/m3 | < GW % 1) | Konzentrationen in mg/m3 | ||||||||
| 25-%- Wert 2) | 50-%- Wert 2) | 75-%- Wert 2) | 90-%- Wert 2) | 95-%- Wert 2) | ||||||||||
| A-Fraktion AGW: 3 mg/m3 | 3 | 3 | 3 100 | 0,25 | 100 | - | - | - | - | - | ||||
| E-Fraktion AGW: 10 mg/m3 | 3 | 3 | 2 66,7 | 0,25 | 100 | - | - | - | - | - | ||||
| Wolfram und seine Verbindungen | 3 | 3 | 0 | 0 | - | - | - | - | - | - | ||||
| Cobalt und seine Verbindungen | 3 | 3 | 2 66,7 | 0,0017 | - | - | - | - | - | - | ||||
| Chrom und seine Verbindungen AGW: 2 mg/m3 | 2 | 2 | 2 100 | 0,0017 | 100 | - | - | - | - | - | ||||
| Nickel und seine Verbindungen | 3 | 3 | 2 66,7 | 0,0017 | - | - | - | - | - | - | ||||
| Eisen und seine Verbindungen | 2 | 2 | 1 50 | 0,0042 | - | - | - | - | - | - | ||||
| Titan und seine Verbindungen | 2 | 2 | 1 50 | 0,0042 | - | - | - | - | - | - | ||||
| Vanadium und seine Verbindungen | 2 | 2 | 2 100 | 0,0042 | - | - | - | - | - | - | ||||
| Niob und seine Verbindungen | 2 | 2 | 2 100 | 0,0017 | - | - | - | - | - | - | ||||
| Tantal und seine Verbindungen | 2 | 2 | 2 100 | 0,0042 | - | - | - | - | - | - | ||||
| Molybdän und seine Verbindungen | 2 | 2 | 2 100 | 0,0017 | - | - | - | - | - | - | ||||
| ||||||||||||||
Tabelle 20: Hartmetalle, Herstellung und Verarbeitung; Nassschleifen Stationäre Messungen
| Gefahrstoff
Grenzwert | Anzahl Mess- daten | Anzahl Betriebe | Häufigkeit <-Werte Anzahl % | Höchste Bestimmungsgrenze in mg/m3 | < GW % 1) | Konzentrationen in mg/m3 | ||||||||||||
| 25-%- Wert 2) | 50-%- Wert 2) | 75-%- Wert 2) | 90-%- Wert 2) | 95-%- Wert 2) | ||||||||||||||
| A-Fraktion AGW: 3 mg/m3 | 13 | 9 | 11 84,6 | 0,25 | 100 | a. B. 3) | a. B. 3) | a. B. 3) | 0,25 4) | 0,30 | ||||||||
| E-Fraktion AGW: 10 mg/m3 | 13 | 9 | 9 69,2 | 0,25 | 100 | a. B. 3) | a. B. 3) | 0,25 4) | 0,50 | 0,58 | ||||||||
| Wolfram und seine Verbindungen | 13 | 9 | 4 30,8 | 0,0017 | - | a. B. 3) | 0,0087 | 0,035 | 0,082 | 0,13 | ||||||||
| Cobalt und seine Verbindungen | 13 | 9 | 7 53,8 | 0,0017 | - | a. B. 3) | a. B. 3) | 0,0038 | 0,0050 | 0,0068 | ||||||||
| Chrom und seine Verbindungen AGW: 2 mg/m3 | 6 | 6 | 6 100 | 0,0017 | 100 | - | - | - | - | - | ||||||||
| Nickel und seine Verbindungen | 8 | 7 | 7 87,5 | 0,0017 | - | - | - | - | - | - | ||||||||
| Eisen und seine Verbindungen | 6 | 6 | 3
50 | 0,0042 | - | - | - | - | - | - | ||||||||
| Titan und seine Verbindungen | 6 | 6 | 6 100 | 0,0042 | - | - | - | - | - | - | ||||||||
| Vanadium und seine Verbindungen | 6 | 6 | 6 100 | 0,0042 | - | - | - | - | - | - | ||||||||
| Niob und seine Verbindungen | 6 | 6 | 6 100 | 0,0017 | - | - | - | - | - | - | ||||||||
| Tantal und seine Verbindungen | 7 | 7 | 7 100 | 0,0042 | - | - | - | - | - | - | ||||||||
| Molybdän und seine Verbindungen | 6 | 6 | 6 100 | 0,0017 | - | - | - | - | - | - | ||||||||
| ||||||||||||||||||
Tabelle 21: Schleiferei; Trockenschleifen Stationäre Messungen
| Gefahrstoff Grenzwert | Anzahl Mess- daten | Anzahl Betriebe | Häufigkeit <-Werte Anzahl % | Höchste Bestimmungsgrenze in mg/m3 | < GW % 1) | Konzentrationen in mg/m3 | ||||||||||||
| 25-%- Wert 2) | 50-%- Wert 2) | 75-%- Wert 2) | 90-%- Wert 2) | 95-%- Wert 2) | ||||||||||||||
| A-Fraktion AGW: 3 mg/m3 | 22 | 20 | 18 81,8 | 1,25 | 100 | a. B. 3) | a. B. 3) | a. B. 3) | 0,55 4) | 1,63 | ||||||||
| E-Fraktion AGW: 10 mg/m3 | 21 | 18 | 9 42,9 | 0,25 | 100 | a. B. 3) | 0,28 | 0,41 | 0,78 | 1,73 | ||||||||
| Wolfram und seine Verbindungen | 21 | 18 | 3 14,3 | 0,0017 | - | 0,0027 | 0,012 | 0,051 | 0,38 | 0,48 | ||||||||
| Cobalt und seine Verbindungen | 21 | 18 | 10 47,6 | 0,0017 | - | a. B. 3) | 0,0017 4) | 0,0053 | 0,048 | 0,052 | ||||||||
| Chrom und seine Verbindungen AGW: 2 mg/m3 | 15 | 13 | 11 73,3 | 0,0017 | 100 | a. B. 3) | a. B. 3) | 0,0017 4) | 0,014 | 0,067 | ||||||||
| Nickel und seine Verbindungen | 17 | 14 | 12 70,6 | 0,0017 | - | a. B. 3) | a. B. 3) | 0,0015 4) | 0,0048 | 0,010 | ||||||||
| Eisen und seine Verbindungen | 18 | 15 | 5 27,8 | 0,0042 | - | a. B. 3) | 0,026 | 0,066 | 0,12 | 0,44 | ||||||||
| Titan und seine Verbindungen | 18 | 15 | 18 100 | 0,0042 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | ||||||||
| Vanadium und seine Verbindungen | 14 | 12 | 13 92,9 | 0,0042 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | 0,0054 | ||||||||
| Niob und seine Verbindungen | 14 | 12 | 14 100 | 0,0017 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | ||||||||
| Tantal und seine Verbindungen | 18 | 16 | 18 100 | 0,0042 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | ||||||||
| Molybdän und seine Verbindungen | 15 | 12 | 13 86,7 | 0,0017 | - | a. B. 3) | a. B. 3) | a. B. 3) | 0,0015 4) | 0,014 | ||||||||
| ||||||||||||||||||
Tabelle 22: Schleiferei; Nassschleifen Stationäre Messungen
| Gefahrstoff
Grenzwert | Anzahl Mess- daten | Anzahl Betriebe | Häufigkeit <-Werte Anzahl % | Höchste Bestimmungsgrenze in mg/m3 | < GW % 1) | Konzentrationen in mg/m3 | ||||||||||||
| 25-%- Wert 2) | 50-%- Wert 2) | 75-%- Wert 2) | 90-%- Wert 2) | 95-%- Wert 2) | ||||||||||||||
| A-Fraktion AGW: 3 mg/m3 | 40 | 21 | 31 77,5 | 0,25 | 100 | a. B. 3) | a. B. 3) | a. B. 3) | 0,36 | 0,56 | ||||||||
| E-Fraktion AGW: 10 mg/m3 | 41 | 23 | 19 46,3 | 0,25 | 100 | a. B. 3) | 0,24 4) | 0,58 | 0,99 | 1,35 | ||||||||
| Wolfram und seine Verbindungen | 42 | 23 | 9 21,4 | 0,0017 | - | 0,0018 | 0,015 | 0,047 | 0,13 | 0,15 | ||||||||
| Cobalt und seine Verbindungen | 42 | 23 | 25
59,5 | 0,0017 | - | a. B. 3) | a. B. 3) | 0,0038 | 0,012 | 0,018 | ||||||||
| Chrom und seine Verbindungen AGW: 2 mg/m3 | 28 | 14 | 27 96,4 | 0,0017 | 100 | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | ||||||||
| Nickel und seine Verbindungen | 24 | 11 | 23 95,8 | 0,0017 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | ||||||||
| Eisen und seine Verbindungen | 25 | 14 | 14 56 | 0,0042 | - | a. B. 3) | a. B. 3) | 0,0098 | 0,045 | 0,073 | ||||||||
| Titan und seine Verbindungen | 21 | 11 | 21 100 | 0,0042 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | ||||||||
| Vanadium und seine Verbindungen | 22 | 11 | 22
100 | 0,0042 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | ||||||||
| Niob und seine Verbindungen | 18 | 10 | 18 100 | 0,0017 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | ||||||||
| Tantal und seine Verbindungen | 22 | 12 | 22 100 | 0,0042 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | ||||||||
| Molybdän und seine Verbindungen | 19 | 9 | 19 100 | 0,0017 | - | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | a. B. 3) | ||||||||
| ||||||||||||||||||
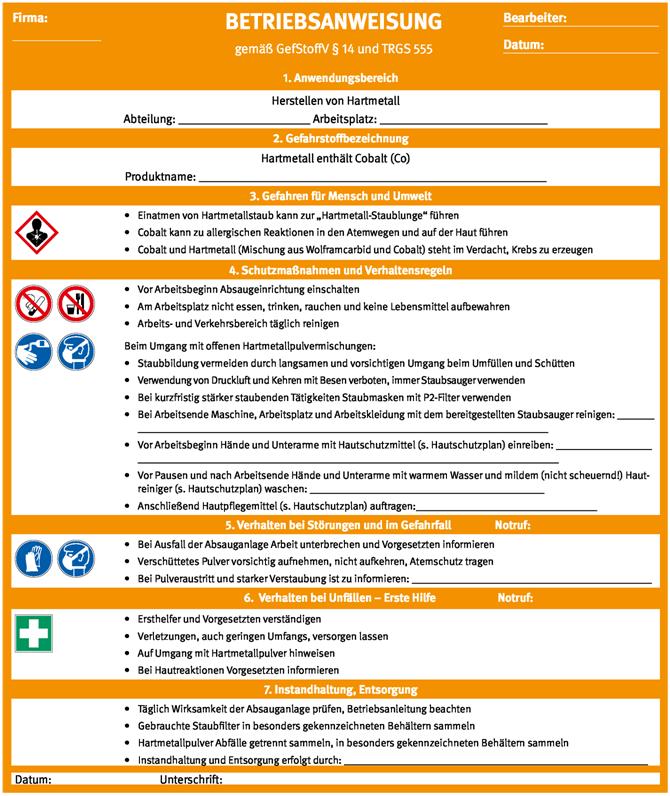
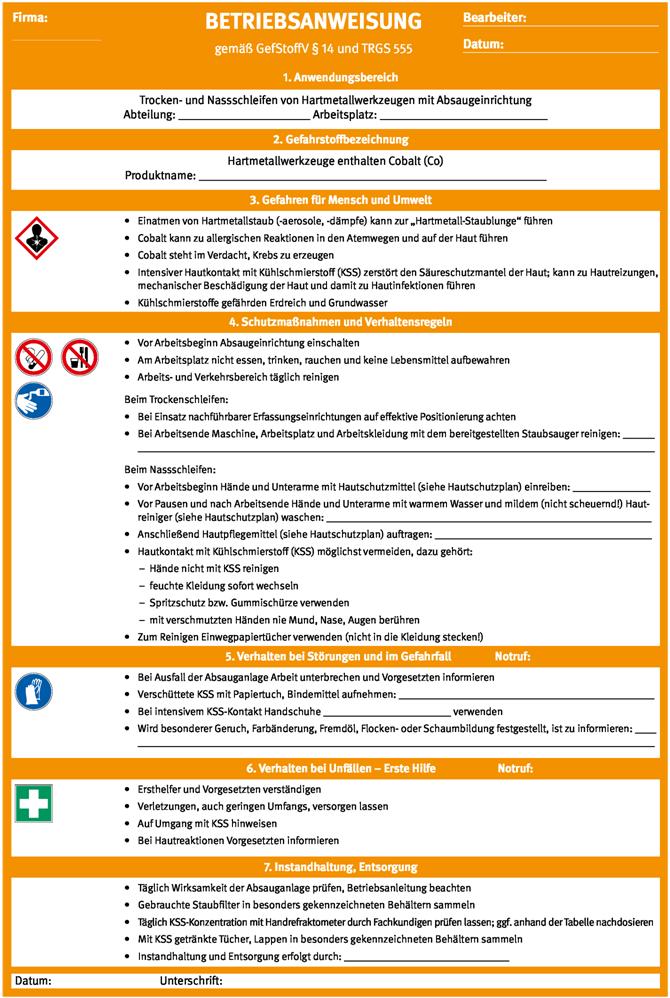
| Muster-Betriebsanweisungen "Herstellung von Hartmetallen" und "Schleifen von Hartmetall-Werkzeugen" | Anhang 4 |
| Weiterführende Literatur | Anhang 5 |
Nachstehend sind die insbesondere zu beachtenden einschlägigen Vorschriften und Regeln zusammengestellt.
Die jeweils aktuellen Schriften finden Sie unter:
www.baua.de
www.beuth.de
www.dguv.de/publikationen
1 Gesetze, Verordnungen
Gefahrstoffverordnung (GefStoffV) mit zugehörigen Technischen Regeln für Gefahrstoffe (TRGS), insbesondere
TRGS 400 "Gefährdungsbeurteilung für Tätigkeiten mit Gefahrstoffen",
TRGS 401 "Gefährdung durch Hautkontakt - Ermittlung, Beurteilung, Maßnahmen",
TRGS 402 "Ermitteln und Beurteilen der Gefährdungen bei Tätigkeiten mit Gefahrstoffen: Inhalative Exposition",
TRGS/TRBA 406 "Sensibilisierende Stoffe für die Atemwege",
TRGS 500 "Schutzmaßnahmen",
TRGS 555 "Betriebsanweisung und Information der Beschäftigten",
TRGS 900 "Arbeitsplatzgrenzwerte",
TRGS 905 "Verzeichnis krebserzeugender, erbgutverändernder oder fortpflanzungsgefährdender Stoffe",
TRGS 906 "Verzeichnis krebserzeugender Tätigkeiten oder Verfahren nach § 3 Abs. 2 Nr. 3 GefStoffV",
TRGS 907 "Verzeichnis sensibilisierender Stoffe (Bekanntmachung des BMA nach § 52 Abs. 3 Gefahrstoffverordnung", Verordnung zur Rechtsvereinfachung und Stärkung der arbeitsmedizinischen Vorsorge,
Arbeitsstättenverordnung (ArbStättV) mit zugehörigen Technischen Regeln für Arbeitsstätten (ASR), insbesondere
ASR A1.3 "Sicherheits- und Gesundheitsschutzkennzeichnung".
2 Vorschriften, Regeln und Informationen der gesetzlichen Unfallversicherungsträger
Unfallverhütungsvorschriften
"Grundsätze der Prävention" (BGV/GUV-V A1).
Regeln
"Arbeitsplatzlüftung - Lufttechnische Maßnahmen" (BGR 121),
"Benutzung von Atemschutz" (BGR/GUV-R 190),
"Benutzung von Augen- und Gesichtsschutz" (BGR/GUV-R 192),
"Benutzung von Schutzhandschuhen" (BGR/GUV-R 195).
Informationen
"Sicherheit durch Betriebsanweisungen" (BGI 578),
"Hautschutz in Metallbetrieben" (BGI 658),
BIA-Report 4/2004 "Einsatz von Kühlschmierstoffen bei der spanabhebenden Metallbearbeitung",
BGIA-Report 9/2006 "Absaugen und Abscheiden von Kühlschmierstoffemissionen".
3 Weitere Schriften
Mitteilung 45 (MAK- und BAT-Werte Liste 2009) der Senatskommission zur Prüfung gesundheitsschädlicher Arbeitsstoffe der Deutschen Forschungsgemeinschaft (DFG).
__________
1) Hebisch, R.; Fricke, H.H.; Hahn, J.U.; Lahaniatis, M.; Maschmeier, C.P.; Mattenklott, M.: Sampling and determining aerosols and their chemical components. Air Monitoring Methods 9 (2005), S. 3-40
 | ENDE | |