 Für einen individuellen Ausdruck passen Sie bitte die
Für einen individuellen Ausdruck passen Sie bitte dieEinstellungen in der Druckvorschau Ihres Browsers an. Regelwerk, Technische Regeln, KTA

| Für einen individuellen Ausdruck passen Sie bitte die Einstellungen in der Druckvorschau Ihres Browsers an. Regelwerk, Technische Regeln, KTA | |
KTA 3201.4 - Komponenten des Primärkreises von Leichtwasserreaktoren
Teil 4: Wiederkehrende Prüfungen und Betriebsüberwachung
Sicherheitstechnische Regel des KTA
Vom 19. Januar 2017
(BAnz. AT vom 10.03.2018 B5)
Fassung 2016-11
Frühere Fassungen der Regel:
1982-06 (BAnz. Nr. 215a vom 19. Oktober 1982)
1990-06 (BAnz. Nr. 53a vom 16. März 1991)
1999-06 (BAnz. Nr. 200a vom 22. Oktober 1999)
2010-11 (BAnz. Nr. 199a vom 30. Dezember 2010)
(1) Die Regeln des Kerntechnischen Ausschusses (KTA) haben die Aufgabe, sicherheitstechnische Anforderungen anzugeben, bei deren Einhaltung die nach dem Stand von Wissenschaft und Technik erforderliche Vorsorge gegen Schäden durch die Errichtung und den Betrieb der Anlage getroffen ist (§ 7 Abs. 2 Nr. 3 Atomgesetz - AtG), um die im AtG und in der Strahlenschutzverordnung (StrlSchV) festgelegten sowie in den "Sicherheitsanforderungen an Kernkraftwerke" (SiAnf) und den "Interpretationen zu den Sicherheitsanforderungen an Kernkraftwerke" weiter konkretisierten Schutzziele zu erreichen.
(2) In den "Sicherheitsanforderungen an Kernkraftwerke" werden in Nr. 3.1 unter anderem hohe Anforderungen an die Qualität und Zuverlässigkeit der Fertigung, die Verwendung qualifizierter Werkstoffe, die Sicherstellung und Erhalt der Qualitätsmerkmale bei der Fertigung sowie die Durchführung von wiederkehrenden Prüfungen in dem sicherheitstechnisch notwendigen Umfang gefordert. In der Anforderung Nr. 3.4 wird unter anderem gefordert, dass die Druckführende Umschließung so beschaffen, angeordnet sein und betrieben werden muss, dass das Auftreten von rasch fortschreitenden Rissen und von spröden Brüchen nicht zu unterstellen ist. Die Anforderung Nr. 3.4 fordert weiter, dass zur Sicherstellung und Bewertung der erforderlichen Qualität der Komponenten der Druckführenden Umschließung im Betrieb ein Konzept zur Erhaltung der Integrität aufzustellen ist. Die Regel 3201.4, Teil "Wiederkehrende Prüfungen und Betriebsüberwachung" dient zur Konkretisierung von Maßnahmen zur Erfüllung dieser Forderungen im Rahmen ihres Anwendungsbereichs. Hierzu wird auch eine Vielzahl im Einzelnen aufgeführter Regeln aus dem konventionellen Bereich, insbesondere DIN-Normen mit herangezogen. Für die Komponenten des Primärkreises werden die Festlegungen der genannten Sicherheitsanforderungen zusammen mit den weiteren Regeln
KTA 3201.1 Werkstoffe und ErzeugnisformenKTA 3201.2 Auslegung, Konstruktion und Berechnung
KTA 3201.3 Herstellung sowie
KTA 3203 Überwachung des Bestrahlungsverhaltens von Werkstoffen der Reaktordruckbehälter von Leichtwasserreaktoren
somit umfassend konkretisiert.
(3) Im Einzelnen werden in KTA 3201.4 die Anforderungen festgelegt, die zu stellen sind an:
(4) Die Druckführende Umschließung des Primärkreises hat die Aufgabe, das Reaktorkühlmittel sicher einzuschließen. Um diese Aufgabe während der Lebensdauer der Reaktoranlage erfüllen zu können, wird die Qualität der Druckführenden Umschließung zum Nachweis ihrer Integrität während des Betriebes überwacht (Betriebsüberwachung), bewertet und in bestimmten Zeitabständen wiederkehrend geprüft. An den Sicherheitseinrichtungen gegen Drucküberschreitung werden wiederkehrende Prüfungen zum Nachweis ihrer Funktionstüchtigkeit durchgeführt.
(5) Die Aufgabe der vorliegenden Regel im Hinblick auf "Betriebsüberwachung" besteht darin, die Maßnahmen zur Überwachung der Ursachen und Folgen von Schädigungsmechanismen sowie zu deren vorausschauenden Bewertung festzulegen.
(6) Die Aufgabe der vorliegenden Regel im Hinblick auf "Wiederkehrende Prüfungen" besteht darin, die relevanten Maßnahmen aus den folgenden Aufzählungen a bis d festzulegen, um den zum Zeitpunkt der Prüfung vorhandenen Zustand der Komponenten festzustellen und zu bewerten:
Alle oben genannten Prüfungen werden in einer "Prüfliste" zusammengefasst, in welcher die an die jeweilige Komponente des Primärkreises gestellten Anforderungen berücksichtigt werden und welche den gesamten Umfang der wiederkehrenden Prüfungen enthält.
(7) Bei den wiederkehrenden Prüfungen werden Prüfverfahren angewendet, mit denen die im Betrieb auftretenden Fehler in der druckführenden Umschließung des Reaktorkühlmittels rechtzeitig vor Erreichen der Zulässigkeitsgrenze erkannt werden. Bei der Festlegung der Prüfumfänge und Prüfabschnitte sind konstruktive Gestaltung, Werkstoffeigenschaften, Herstellungsverfahren und Beanspruchung der jeweiligen Komponente sowie Erfahrungen aus schon durchgeführten Prüfungen berücksichtigt.
(8) Die Qualität einer Komponente nach Werkstoff, Konstruktion und Herstellung wird mit Fortschreibung der akkumulierten betrieblichen Beanspruchungen, einschließlich der Inbetriebsetzung, und der Ergebnisse der wiederkehrenden Prüfungen dokumentiert und vorausschauend bewertet.
1 Anwendungsbereich
(1) Diese Regel ist anzuwenden nach der ersten Kritikalität auf wiederkehrende Prüfungen und auf die Betriebsüberwachung von druckführenden Komponenten des Primärkreises von Leichtwasserreaktoren.
(2) Zum Primärkreis als druckführende Umschließung des Reaktorkühlmittels gehören beim Druckwasserreaktor die folgenden Teile ohne Einbauten:
(3) Zur druckführenden Umschließung des Reaktorkühlmittels gehören beim Siedewasserreaktor die folgenden Teile ohne Einbauten:
(4) Diese Regel ist auf Komponenten anzuwenden, die nach den Regeln KTA 3201.1, KTA 3201.2 und KTA 3201.3 ausgelegt, konstruiert und hergestellt worden sind.
(5) Diese Regel darf auch auf solche Komponenten des Primärkreises von Leichtwasserreaktoren oder auf Bereiche dieser Komponenten angewendet werden, bei denen eine Nachbewertung gemäß Abschnitt 3 Absatz 5 gezeigt hat, dass Abweichungen von den Regeln KTA 3201.1, KTA 3201.2 oder KTA 3201.3 keine zusätzlichen Festlegungen für die wiederkehrenden Prüfungen und für die Betriebsüberwachung erfordern.
(6) Für Komponenten, bei denen die unter (4) oder (5) genannten Voraussetzungen nicht erfüllt sind, sind aufgrund der speziellen Gegebenheiten erforderlichenfalls zusätzliche Anforderungen an die wiederkehrenden Prüfungen und Betriebsüberwachung festzulegen.
Bei wesentlichen Abweichungen von den Regeln KTA 3201.1, KTA 3201.2 oder KTA 3201.3 in der Konstruktion sind die signifikanten Bereiche (z.B. Längsnähte) repräsentativ im Prüfumfang zu berücksichtigen.
(7) Einbauteile von Absperrarmaturen, die für die Abschließung des Druckraumes erforderlich sind, sind als Teil der Druckführenden Umschließung zu betrachten. Anforderungen an die wiederkehrenden Prüfungen und an die Betriebsüberwachung derartiger Teile sind unter Berücksichtigung der Funktion im Einzelfall festzulegen.
(8) Diese Regel legt außerdem Anforderungen an die wiederkehrenden Prüfungen von Rohrleitungen kleiner als oder gleich DN 50 fest.
2 Begriffe
(1) Anschlussnaht
Die Anschlussnaht ist eine Schweißnaht, die einen Stutzen mit der anschließenden Rohrleitung verbindet.
(2) Anzeigen und Fehler
Die Zuordnung von Anzeigen und Fehlern ist in Bild 2-1 qualitativ wiedergegeben.
Bild 2-1: Anzeigen und Fehler
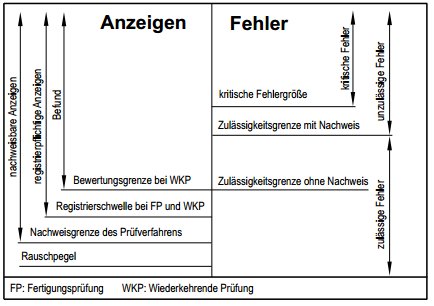
(3) Befund
Ein Befund ist eine Anzeige, die die Bewertungsgrenze erreicht oder überschreitet.
(4) Echohöhenbewertung
Die Echohöhenbewertung ist eine Bewertung von Ultraschallanzeigen durch Vergleich der Echohöhe (Signalamplitude des am Reflektor erzeugten Ultraschallsignals) mit der Registrierschwelle und Bewertungsgrenze gemäß Bild 2-1 Die Echohöhenbewertung beinhaltet keine Größenbestimmung von Reflektoren.
(5) Fehler, betriebsbedingte
Betriebsbedingte Fehler sind Folgen von betrieblichen Schädigungsmechanismen.
(6) Höherbeanspruchte Stellen
Höherbeanspruchte Stellen sind solche Stellen eines Bauteils oder einer Komponente, die
sind.
(7) Integrität
Integrität ist der Zustand einer Komponente oder Barriere, bei dem die an sie gestellten sicherheitstechnischen Kriterien hinsichtlich Festigkeit, Bruchsicherheit und Dichtheit erfüllt sind.
(8) Kontrollkörper
Kontrollkörper zur Einstellung des Prüfsystems und deren Überprüfung oder zur Überprüfung des Prüfmittels sind
(9) Messwerte
Messwerte sind erfasste und gespeicherte Daten (z.B. Druck, Temperatur, Amplitude, Laufzeit, Position).
(10) Nachweisgrenze
Nachweisgrenze ist die kleinste sicher erkennbare Anzeige.
(11) Prüfarten, -verfahren und -techniken
Die im Zusammenhang mit Prüfarten, -verfahren und -techniken verwendeten Begriffe, ihre Abkürzung und Verknüpfung sind in Tabelle 2-1 dargestellt.
Tabelle 2-1: Prüfarten, -verfahren und -techniken
| Lfd. Nr. | Prüfart | Prüfverfahren | Prüftechnik |
| 1 | Prüfung der Oberflächen | Magnetpulverprüfung (MT) | z.B. Felddurchflutung |
| Eindringprüfung (PT) | z.B. Farbeindringprüfung | ||
| Ultraschallprüfung (UT) | z.B. Oberflächenwellen, Wellenumwandlung, SEL-Prüfköpfe, Gruppenstrahlertechnik | ||
| Wirbelstromprüfung (ET) | z.B. Einfrequenztechnik, Mehrfrequenztechnik | ||
| Durchstrahlungsprüfung (RT) | Röntgentechnik, Isotopentechnik | ||
| Sichtprüfung (VT) | Gezielte oder integrale Sichtprüfung mit oder ohne optische Hilfsmittel | ||
| 2 | Prüfung des Volumens | Ultraschallprüfung (UT) | z.B. Einkopftechnik mit Senkrecht- oder Schrägeinschallung, Gruppenstrahlertechnik, Tandemtechnik, Wellenumwandlung |
| Durchstrahlungsprüfung (RT) | Röntgentechnik, Isotopentechnik | ||
| Wirbelstromprüfung (ET) für dünne Wandungen | Einfrequenztechnik, Mehrfrequenztechnik | ||
| 3 | Prüfung des Allgemeinzustands | Anlagenbegehung | |
| 4 | Druckprüfung | Wasserdruckprüfung | |
| 5 | Funktionsprüfung | ||
(12) Prüfung der Oberflächen
Eine Prüfung der Oberflächen ist eine zerstörungsfreie Prüfung mit Prüftechniken, die die Detektion von Anzeigen an der Oberfläche und im angrenzenden oberflächennahen Bereich ermöglichen, wobei der erfasste Tiefenbereich verfahrensabhängig ist.
(13) Prüfung des Volumens
Eine Prüfung des Volumens ist eine zerstörungsfreie Prüfung mit Prüftechniken, die die Detektion von Anzeigen im Wandvolumen über den ganzen Querschnitt ermöglichen.
(14) Qualität
Qualität ist die Beschaffenheit eines Bauteils, einer Komponente oder eines Systems bezüglich der Eignung, die festgelegten Anforderungen zu erfüllen.
(15) Rauschanzeigen
Rauschanzeigen sind auf dem Bildschirm zufällig verteilte, zusätzliche Anzeigen, die vom elektrischen Rauschen des Prüfsystems, von Prüfbedingungen, von der Oberflächenbeschaffenheit oder der Struktur des Prüfgegenstandes herrühren.
(16) Rauschpegel
Rauschpegel ist der 95%-Wert der Summenhäufigkeit der Echohöhen der Rauschanzeigen im fehlerfreien Prüfbereich.
(17) Registrierschwelle
Registrierschwelle ist die vorgegebene Schwelle, bei deren Erreichen oder Überschreiten Anzeigen aus dem Prüfgegenstand aufgezeichnet und in eine Anzeigenliste übernommen werden.
(18) Repräsentative Stellen, Bauteile oder Komponenten
Repräsentativ sind solche Stellen, Bauteile oder Komponenten, deren wiederkehrende Prüfung unter Berücksichtigung von Werkstoff, Konstruktion, Fertigungsqualität sowie Beanspruchungsart, -höhe und -häufigkeit auch für andere Stellen, Bauteile oder Komponenten eine ausreichend gleichwertige sicherheitstechnische Aussage ermöglicht.
(19) Sachverständiger
Sachverständiger für die Prüfungen nach dieser Regel ist der nach § 20 des Atomgesetzes von der Genehmigungs- oder Aufsichtsbehörde zugezogene Sachverständige.
(20) Schädigungsmechanismen
Unter Schädigungsmechanismen sind alle physikalischen, chemischen und biologischen Prozesse zu verstehen, die zu einer Beeinträchtigung der Integrität oder Funktion einer Komponente führen können.
(21) Standardinstrumentierung
Die Standardinstrumentierung dient der Überwachung der Zustandsgrößen und Daten, die für die Integrität der zum Anwendungsbereich gehörenden Komponenten von Bedeutung sind. Sie umfasst Messeinrichtungen zur Erfassung globaler Belastungen und -falls erforderlich - Messeinrichtungen zur Erfassung lokaler Belastungen.
(22) Stutzenanschweißnaht und -einschweißnaht
Eine Stutzenanschweißnaht und -einschweißnaht ist eine Schweißnaht, die einen Stutzen mit der Behälterwand oder dem Grundrohr verbindet.
(23) Verbindungsnaht
Eine Verbindungsnaht ist eine Schweißnaht zwischen Bauteilen, deren Querschnitte im Anschlussbereich aufeinander angepasst sind.
(24) Vergleichskörper
Ein Vergleichskörper ist ein in den prüftechnisch relevanten Eigenschaften (z.B. Werkstoff, Schweißnahtausführung, Form, Wanddicke, eventuell vorhandene Plattierung) dem Prüfgegenstand entsprechender Körper mit Bezugsmerkmalen (z.B. Nuten, Bohrungen), die an die Prüfaufgabe angepasst sind.
(25) Zulässigkeitsgrenze mit Nachweis
Die Zulässigkeitsgrenze mit Nachweis ist eine Fehlergröße bei deren Unterschreitung der Fehler aufgrund eines Nach-, weises (z.B. eines bruchmechanischen Nachweises) belassen werden kann.
(26) Zulässigkeitsgrenze ohne Nachweis
Die Zulässigkeitsgrenze ohne Nachweis ist der Fehlerstatus, der unverändert erhalten bleibt und ohne weitere Nachweise belassen werden kann.
3 Sicherstellung der Integrität im Betrieb
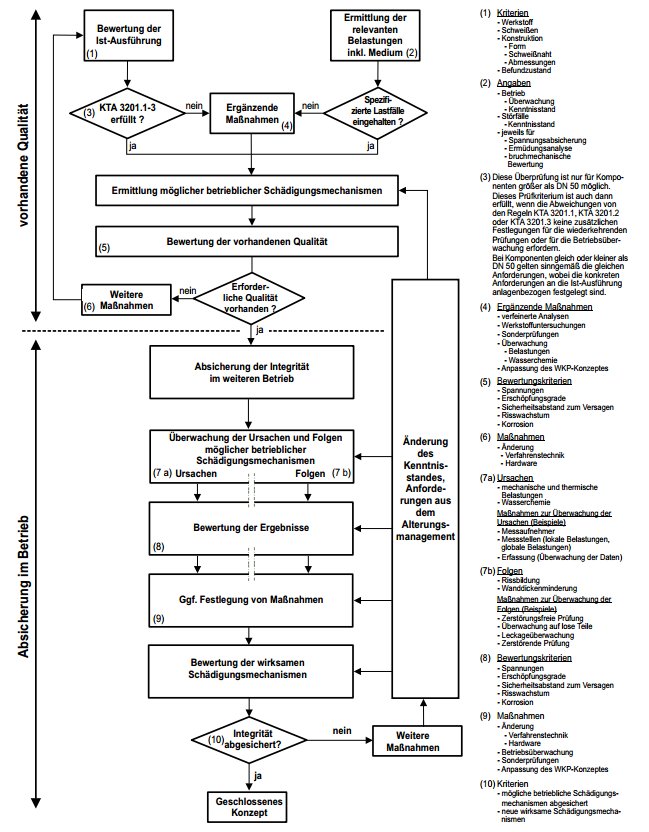
(1) Zur Sicherstellung der Integrität einer Komponente im Betrieb sind hinsichtlich der Ermittlung und Bewertung der vorhandenen Bauteilqualität, der erforderlichen Betriebsüberwachung und der wiederkehrenden Prüfungen die in diesem Abschnitt dargestellten Grundsätze zu befolgen (siehe auch Bild 3-1).
(2) Bei Komponenten mit Abweichungen von den Anforderungen der Regeln KTA 3201.1, KTA 3201.2 und KTA 3201.3 sind die Abweichungen zu dokumentieren und in Hinblick darauf zu bewerten, inwieweit erhöhte Anforderungen an die wiederkehrenden Prüfungen und an die Betriebsüberwachung festzulegen sind.
(3) Die Ursachen betrieblicher Schädigungsmechanismen sind gemäß Abschnitt 9 zu überwachen (z.B. Überwachung der Belastungen, Überwachung der Wasserqualität) und vorausschauend zu bewerten, um die Einhaltung der erforderlichen Komponentenqualität sicherzustellen. Es ist sicherzustellen, dass bei der Auswahl der Messorte, der Messgrößen, des Messumfangs und der Messanlage neben den Betriebsparametern und der Fahrweise auch die Funktion von Einzelelementen der Konstruktion (z.B. Halterungen, Armaturen) sowie mögliche Schaltvorgänge berücksichtigt werden.
(4) Zur Überwachung unterstellter Folgen betrieblicher Schädigungsmechanismen sind
durchzuführen.
Hinweis:Als zusätzliche Maßnahmen zur Erweiterung des Kenntnisstandes über vorhandene betriebliche Schädigungsmechanismen kommen ergänzende Oberprüfungen, z.B. erweiterte zerstörungsfreie Prüfungen, zerstörende Untersuchungen an repräsentativen Stellen von Teilen, die im Rahmen von Austauschmaßnahmen ausgebaut wurden, in Frage.
(5) Die Änderung des Kenntnisstandes, z.B. aufgrund neuer Anforderungen zur Störfallbeherrschung, aufgrund von Schadensfällen, bei der Bewertung von Alterungsphänomenen oder bei sonstigen Sicherheitsanalysen ist im Rahmen einer Nachbewertung zur Sicherstellung der Komponentenintegrität im weiteren Betrieb zu berücksichtigen (siehe auch Bild 3-1).
(6) Bei einer vorausschauenden Bewertung ist wie folgt vorzugehen:
Bild 3-1: Sicherstellung der Komponentenintegrität im Betrieb
4 Prüfverfahren und -techniken
4.1 Allgemeine Anforderungen
4.1.1 Auswahl der Prüfverfahren und -techniken
(1) Prüfverfahren und -techniken müssen so ausgewählt werden, dass betriebsbedingte Fehler mit ihren möglichen Orientierungen erfasst werden können. Als solche Orientierungen gelten:
(2) Grundsätzlich sind die in Tabelle 2-1 und in den Abschnitten 4.2 und 4.3 genannten Prüfverfahren anzuwenden. Andere Prüfverfahren sind zugelassen, wenn deren Eignung zur Erfüllung der Aufgabenstellung nachgewiesen ist.
(3) Die Oberflächenprüfung von Bauteilen aus ferritischen Werkstoffen ist bevorzugt mit der Magnetpulverprüfung durchzuführen. Bei Bauteilen aus austenitischen Werkstoffen ist die Oberflächenprüfung bevorzugt mit der Eindringprüfung durchzuführen.
(4) Prüfverfahren und -techniken für die Dampferzeuger-Heizrohre müssen so ausgewählt werden, dass
(5) Prüfverfahren und -techniken für die Prüfung von Grundwerkstoffbereichen aus austenitischen Stählen auf Schädigung durch Spannungsrisskorrosion müssen so ausgewählt werden, dass sowohl axial als auch in Umfangsrichtung verlaufende Fehler erfasst werden können.
(6) Bei Ultraschallprüfungen sind zur Erfüllung der Prüfaufgabe erforderlichenfalls mehrere Prüftechniken einzusetzen.
Hinweis:Beispiele für Prüftechniken siehe DIN 25435-1 Anhang A.
(7) Bei der Ultraschallprüfung ist grundsätzlich eine gegensinnige Einschallung erforderlich. Ist aus konstruktiven Gründen eine gegensinnige Einschallung nicht möglich, ist im Rahmen des Eignungsnachweises nach Abschnitt 4.1.2 nachzuweisen, dass die Prüfaussage bei Einschallung aus einer Richtung für den gesamten zu erfassenden Prüfbereich nicht durch Form- oder Störanzeigen beeinträchtigt ist und eine hinreichende Prüfempfindlichkeit erreicht wird.
(8) Mechanisierte Ultraschallprüfungen sind erforderlich, wenn
(9) Die Kriterien gemäß (8) gelten sinngemäß auch für die anderen Prüfverfahren.
(10) Erlaubt ein Verfahren allein keine hinreichende Prüfaussage, so ist der Einsatz eines weiteren auf anderen physikalischen Wechselwirkungen beruhenden Verfahrens erforderlich. Wenn keine hinreichende Prüfaussage möglich ist, ist die weitere Verfahrensweise mit dem Sachverständigen festzulegen.
(11) Die einzusetzenden Prüfverfahren und Prüftechniken sowie die nachzuweisende Fehlerorientierung sind komponentenbezogen in den Tabellen 5-1 bis 5-9 für die jeweiligen Prüfabschnitte angegeben. Dabei darf für die Prüfung der Oberflächen alternativ oder ergänzend die Wirbelstromprüfung eingesetzt werden.
4.1.2 Eignung von Prüfverfahren und -techniken
(1) Die Eignung von Prüfverfahren und -techniken, deren Anwendung für die Prüfaufgabe nicht ausreichend in Normen beschrieben ist, ist grundsätzlich nach der Methodik der Richtlinie VGB-R 516 (VGB-ENIQ-Richtlinie) nachzuweisen. Sollen Prüfverfahren oder -techniken eingesetzt werden, für die eine qualifizierte Prüftechnik vorliegt, deren Anwendbarkeit vom Sachverständigen bestätigt wird, ist ein erneuter Nachweis der Eignung nicht erforderlich.
(2) Prüfverfahren und -techniken sind geeignet, wenn das in den Abschnitten 4.2 und 4.3 festgelegte Nachweisvermögen unter Berücksichtigung von Art und Lage der Fehler eingehalten wird.
(3) Bei schwierig zu prüfenden Werkstoffen und bei geometrisch komplizierten Konturen ist die Eignung der Prüftechnik an Vergleichskörpern nachzuweisen.
(4) Wird in begrenzten Bereichen das geforderte Nachweisvermögen nicht erreicht, ist die ausreichende Aussagefähigkeit der Prüfung nachzuweisen, oder es sind rechnerische Nachweise (z.B. bruchmechanische Analysen) zu führen. Erforderlichenfalls sind z.B. die Prüfintervalle zu verkürzen.
4.1.3 Vergleichbarkeit der Ergebnisse aufeinanderfolgender Prüfungen
(1) Die Ergebnisse aufeinanderfolgender Prüfungen müssen miteinander vergleichbar sein. Bei Wechsel der Prüfverfahren oder -techniken ist der Nachweis der Vergleichbarkeit der Ergebnisse zu erbringen. Dies darf z.B. durch Bewertung möglicher Abweichungen oder ergänzende Anwendung der vorangegangenen Prüfverfahren oder -techniken erfolgen.
(2) Sollen wiederkehrende Prüfungen mechanisiert ausgeführt werden, so ist eine Basisprüfung mit gleichartigen Prüfeinrichtungen durchzuführen, wie sie später bei den wiederkehrenden Prüfungen verwendet werden, wenn die Prüfergebnisse mechanisierter Prüfungen nicht mit denen der Fertigungsprüfung vergleichbar sind.
(3) Werden wiederkehrende Prüfungen manuell durchgeführt, so sind die Ergebnisse der ersten wiederkehrenden Prüfung mit denen der für den Bauteilendzustand maßgebenden Fertigungsprüfung zu vergleichen.
4.1.4 Aufzeichnung der Messwerte
(1) Bei mechanisiert durchgeführten Prüfungen sind alle Messwerte mit den zugehörigen Ortsdaten aufzuzeichnen.
(2) Bei manuell durchgeführten Prüfungen sind alle Anzeigen, die die Registrierschwelle erreichen oder überschreiten, mit den zugehörigen Ortsdaten zu protokollieren.
(3) In den Durchstrahlungsbildern müssen die Ortsdaten (z.B. Prüfabschnitt, Nullpunkt, Zählrichtung) aufbelichtet sein.
4.2 Prüfung der Oberflächen
4.2.1 Magnetpulverprüfung
Bei der Magnetpulverprüfung sind die Anforderungen nach DIN 25435-2 einzuhalten.
4.2.2 Eindringprüfung
Bei der Eindringprüfung sind die Anforderungen nach DIN 25435-2 einzuhalten.
4.2.3 Ultraschallprüfung
4.2.3.1 Prüfkopfnahe Oberflächen mit ihren oberflächennahen Bereichen
(1) Zur Prüfung der prüfkopfnahen Oberflächen mit ihren oberflächennahen Bereichen ist zur Erkennung flächiger Trennungen eine Prüftechnik oder eine Kombination von mehreren Prüftechniken auszuwählen, mit der die Prüfempfindlichkeit gemäß Abschnitt 4.2.3.3.4 erreicht wird.
(2) Als geeignete Ultraschallprüftechniken gelten zum Beispiel die Techniken mit Oberflächen- und Kriechwellen, die Sender-Empfänger-Technik mit Longitudinalwellen (SEL-Technik) oder die Nutzung des Winkelspiegeleffektes nach Umlenkung des Schallstrahls. Zur Feststellung von Fehlern, die vom Übergangsbereich Plattierung/Grundwerkstoff ausgehen, ist eine speziell auf diese Tiefe ausgerichtete Prüftechnik zu verwenden.
4.2.3.2 Prüfkopfferne Oberflächen mit ihren oberflächennahen Bereichen
(1) Zur Prüfung der prüfkopffernen Oberfläche mit ihrem oberflächennahen Bereich ist zur Erkennung flächiger Trennungen eine Prüftechnik oder eine Kombination von mehreren Prüftechniken auszuwählen, mit der die Prüfempfindlichkeit gemäß Abschnitt 4.2.3.3.4 erreicht wird. Bei der Auswahl sind die akustischen Eigenschaften (Absorption, Streuung, Brechung, Beugung) zu berücksichtigen. Wenn es Geometrie und akustische Eigenschaften des Prüfgegenstandes zulassen, sind Prüftechniken zu bevorzugen, die eine Echohöhenbewertung gemäß Abschnitt 4.2.3.3.3 (3) zulassen.
(2) Je nach Prüfaufgabe und Prüfgegenstand kommen z.B. folgende Prüftechniken in Frage:
Hinweis:Die Prüftechniken a) und b) erlauben an homogenen Werkstoffen im Allgemeinen eine Echohöhenbewertung.
(3) Kann aufgrund der Geometrie des Prüfgegenstandes oder der Gefügeeigenschaften (z.B. bei plattierten Oberflächen, austenitischen Schweißnähten und Mischnähten) mit den obengenannten Techniken kein ausreichender Nachweis der Eignung erreicht werden, ist nach entsprechendem Eignungsnachweis eine optimierte Prüftechnik oder Kombination von Prüftechniken einzusetzen. Optimierte Prüftechniken sind z.B.:
4.2.3.3 Verfahrenstechnische Anforderungen
4.2.3.3.1 Allgemeines
(1) Die Einstellung der Prüfempfindlichkeit ist an Vergleichskörpern mit Nuten vorzunehmen, deren Reflexionsfläche senkrecht zur Oberfläche verläuft.
(2) Die durch Ankopplung, Absorption und Streuung bedingten Schwankungen der Ultraschallsignale sind bei der Einstellung der Prüfempfindlichkeit und bei der Auswertung zu berücksichtigen.
(3) Bei der mechanisierten Prüfung mit Fließwasserankopplung ist eine Anpassung des Prüfkopfes erforderlich, sofern der Krümmungsradius der Bauteiloberfläche zu einem Spalt größer als oder gleich 0,5 mm unter dem Prüfkopf führen würde. Bei der manuellen Prüfung von gekrümmten Bauteilen sind die Prüfköpfe gemäß den Festlegungen von KTA 3201.3 Anhang C anzupassen.
4.2.3.3.2 Vergleichskörper
(1) Die in Vergleichskörpern eingebrachten Reflektoren müssen als Nuten mit rechteckigem Querschnitt ausgeführt und in Anzahl und Variation der Abmessung und Lage ausreichend sein, um Aussagen zum Nachweisvermögen der Prüftechnik zu ermöglichen.
(2) Die Nuten dürfen nicht breiter sein als 1,5 mm. Die akustisch wirksame Länge der Nuten soll 20 mm betragen.
(3) Wenn die Gegenoberfläche bei der angewendeten Prüftechnik wirksam ist, sollten Abweichungen von der Wanddicke des zu prüfenden Bauteils kleiner als 10 % dieser Dicke sein.
(4) Bei der Verwendung angepasster Prüfköpfe oder wenn die Krümmung der Gegenoberfläche das Reflexionsverhalten beeinträchtigt (Verhältnis von Wanddicke s zu Außendurchmesser da des Prüfgegenstands größer als 0,2), darf die Abweichung des Durchmessers des Vergleichskörpers vom Durchmesser des zu prüfenden Bauteils maximal 10 % betragen.
Abweichend hiervon dürfen bei der Verwendung von Impulsecho-Prüfköpfen ebene Vergleichskörper benutzt werden, wenn folgende Voraussetzungen erfüllt sind:
(5) Wenn eine Schweißnaht am Prüfobjekt keine geometrischen oder werkstofftechnischen Störeinflüsse hervorruft, darf ein Vergleichskörper ohne Schweißnaht verwendet werden.
(6) Bei Vergleichskörpern mit Schweißnaht sind die akustischen Eigenschaften des Vergleichskörpers über die Länge der Schweißnaht, z.B. mittels V-Durchschallung, zu überprüfen und bei der Anordnung der einzubringenden Reflektoren zu berücksichtigen.
4.2.3.3.3 Nachweis der Eignung der Prüftechnik
(1) Bei der Prüfung mit Transversalwellenprüfköpfen unter Ausnutzung des Winkelspiegeleffektes von
in Prüfabschnitten mit einfacher geometrischer Kontur ist die Prüftechnik geeignet, wenn die Echohöhe der nach Tabelle 4-2 auszuwählenden Nut den Rauschpegel um 12 dB oder mehr überschreitet und das Kantenecho die Echohöhe der nach Tabelle 4-2 auszuwählenden Nut um mindestens 6 dB überschreitet (siehe Tabelle 4-1 Fall 1).
(2) Bei schwierig zu prüfenden Werkstoffen und bei geometrisch komplizierten Konturen ist die Eignung der Prüftechnik für jede Einschallrichtung und den jeweils zu erfassenden Prüfbereich an einem Vergleichskörper mit Nuten verschiedener Tiefe nachzuweisen. Die Nuten hierfür sind gemäß den Bildern 4-1 bis 4-4 einzubringen.
Es sind mindestens drei Rechtecknuten mit unterschiedlicher Tiefe sowie die Kante des Vergleichskörpers anzuschallen und die Echohöhen in Abhängigkeit von der Nuttiefe in einem Diagramm aufzutragen. Dabei soll für Prüfungen gemäß den Absätzen 6 und 7 eine Nut eine größere und eine Nut eine geringere Tiefe haben als die für die Einstellung der Prüfempfindlichkeit gemäß Tabelle 4-2 benötigte Nut.
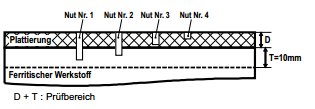
Für die Prüfung von plattierten Oberflächen gemäß Absatz 8 sind die Echohöhen der Kante und der Nuten Nr. 1, Nr. 2 und Nr. 3 gemäß Bild 4-4 in Abhängigkeit von der Nuttiefe in einem Diagramm aufzutragen. Falls für den Sprödbruchsicherheitsnachweis eine Bestätigung der Integrität der Plattierung erforderlich ist, ist die Nut Nr. 4 mit einzubeziehen.
Anstelle der Kante darf eine weitere, ausreichend tiefe Nut verwendet werden.
Die Prüftechnik ist geeignet, wenn die in den Absätzen 3 bis 8 genannten Kriterien eingehalten sind.
(3) Bei der Prüfung von Stumpfnähten und von nicht plattierten Grundwerkstoffbereichen ist die Prüftechnik geeignet, wenn (siehe Tabelle 4-1 Fall 1)
(4) Bei der Prüfung plattierter Oberflächen ist die Prüftechnik geeignet, wenn
Tabelle 4-1: Beim Nachweis der Eignung von Prüftechniken für die Ultraschallprüfung von Stumpfnähten und von nicht plattierten Grundwerkstoffbereichen einzuhaltende Kriterien
| Fall 1 | Fall 2 | |
| Bewertungsmethode | Echohöhenbewertung nach Abschnitt 4.2.3.3.3 (1) oder 4.2.3.3.3 (3) | Mustererkennung nach Abschnitt 4.2.3.3.3 (5) |
| Bezugsnut | nach Tabelle 4-2 zu wählende Nut | nach Tabelle 4-2 zu wählende Nut oder tiefere Nut 1 |
| Echohöhenunterschied zwischen Bezugsnut und Rauschpegel | > 12 dB |
> 6 dB 1 |
| Echohöhenunterschied zwischen Kante und Bezugsnut | > 6 dB |
> 0 dB |
| Registrierschwelle | Bezugsnut zuzüglich eines Empfindlichkeitszuschlags von 6 dB | Rauschpegel |
| Registrierung | alle Anzeigen, deren Echohöhen die Registrierschwelle erreichen oder überschreiten | alle Anzeigenmuster ab dem Rauschpegel |
| Bewertung | gemäß 8.2.2.2.2 (2) | gemäß 8.2.2.2.2 (3) |
| 1) Wird der erforderliche Echohöhenunterschied unterschritten, so ist als Bezugsnut eine Nut größerer Tiefe zu wählen, die die gestellte Anforderung erfüllt. In diesem Fall ist eine sicherheitstechnische Bewertung erforderlich. | ||
(5) Können die Kriterien nach (3) und (4) in Teilen des Prüfbereiches (z.B. bei Mischnähten mit Pufferung bei der Längsfehlerprüfung im Übergang zwischen Pufferung und Schweißgut oder bei der Querfehlerprüfung) nicht eingehalten werden, so ist wie folgt vorzugehen (siehe Tabelle 4-1 Fall 2):
Auf der Grundlage der Ergebnisse der Vergleichskörpermessungen ist als Bezugsnut für die Einstellung der Prüfempfindlichkeit eine Nut mit einer Echohöhe von mindestens 6 dB über dem Rauschpegel unter Einbeziehung einer etwaigen Transferkorrektur festzulegen. Sofern das Fehlernachweisvermögen mit den vorhandenen Nuten nicht ermittelt werden kann, sind hierfür in den Vergleichskörper weitere, in der Tiefe abgestufte Nuten oder realistische Vergleichsfehler (Risse) einzubringen. Alle Nuten mit einer größeren Tiefe als die Bezugsnut müssen eine Echohöhe von mindestens 6 dB über dem Rauschpegel unter Einbeziehung einer etwaigen Transferkorrektur aufweisen.
Es muss eine Differenzierung zwischen dem Anzeigenmuster der Bezugsnut und den Rauschanzeigen sowie eine deutliche Unterscheidung des Musters der Bezugsnut vom Muster der Kante gegeben sein. Die Bewertungskriterien für den Vergleich der Anzeigenmuster sind anhand der Ergebnisse der Vergleichskörpermessungen in der Prüfanweisung festzulegen (z.B. Anzeigendynamik, Korrelation der Anzeigenmuster bei unterschiedlichen Einschallwinkeln und Wellenarten, Rissspitzensignalverfahren).
Sofern die Bezugsnut eine größere Tiefe aufweist als die nach Tabelle 4-2 zu wählende Nut, ist die ausreichende Aussagefähigkeit der Prüfung sicherheitstechnisch zu bewerten, wobei den rechnerischen Nachweisen ein in Bezug auf die Längen- und Tiefenausdehnung konservativ abdeckender Fehler zugrunde zu legen ist (Anhaltswert: das Doppelte der Tiefe der Bezugsnut mit einer Länge, die dem gesamten Bereich entspricht, für den die Bezugsnut mit einer größeren Tiefe als die nach Tabelle 4-2 zu wählende Nut zur Anwendung kommt).
Bild 4-1: Lage der Nuten und Einschallrichtungen für die Prüfung von Schweißverbindungen zwischen ferritischen Stählen und zwischen austenitischen Stählen
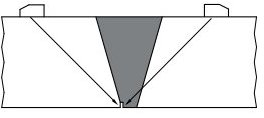
Bild 4-2: Lage der Nuten und Einschallrichtungen für die Längsfehlerprüfung von Schweißverbindungen zwischen ferritischen und austenitischen Stählen
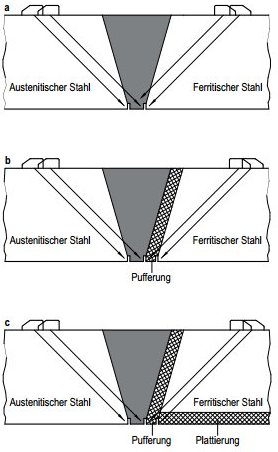
Bild 4-3: Lage der Nuten und Einschallrichtungen für die Querfehlerprüfung von Schweißverbindungen
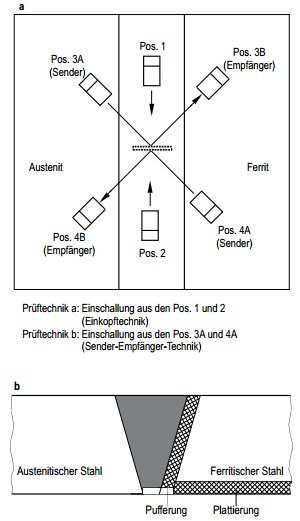
Bild 4-4: Lage der Nuten für die Prüfung plattierter Oberflächen
(6) Für die Lage der Nuten und die zugehörigen Einschallrichtungen bei der Prüfung von Stumpfnähten und von nicht plattierten Grundwerkstoffbereichen auf Längsfehler gilt Folgendes:
(7) Für die Lage der Nuten und die zugehörigen Einschallrichtungen bei der Prüfung von Stumpfnähten und von nicht plattierten Grundwerkstoffbereichen auf Querfehler gilt Folgendes:
(8) Bei der Prüfung plattierter Oberflächen von ferritischen Komponenten (Grundwerkstoffbereiche oder Schweißnahtbereiche) sind die Nuten gemäß Bild 4-4 einzubringen. Die Nut Nr. 4 ist nur für den Nachweis der Eignung von Prüftechniken erforderlich, die bei der Prüfung von plattierten Oberflächen an Reaktordruckbehältern eingesetzt werden sollen, für die im Sprödbruchsicherheitsnachweis eine Bestätigung der Integrität der Plattierung erforderlich ist. Die Tiefe der Nuten ist wie folgt zu wählen:
4.2.3.3.4 Einstellung der Prüfempfindlichkeit
(1) Allgemeine Festlegungen
| Wanddicke s in mm | 8 < s < 20 | 20 < s < 40 | s > 40 |
| Nuttiefe in mm | 1,5 | 2 | 3 |
(2) Prüfungen an ferritischen Werkstoffen
Zur Einstellung der Prüfempfindlichkeit ist für den gesamten Prüfbereich der Bezugsreflektor gemäß Tabelle 4-2 direkt anzuschallen.
(3) Prüfung der Innenoberfläche von austenitischen Schweißnähten und von Schweißverbindungen ohne Pufferung zwischen ferritischen und austenitischen Stählen mit Schweißgut aus Austenit oder aus Nickellegierung auf Längsfehler
Zur Einstellung der Prüfempfindlichkeit ist für den Prüfbereich "Nahtnebenbereich" der Bezugsreflektor gemäß Tabelle 4-2 und Bild 4-1 oder Bild 4-2 a direkt anzuschallen. Für den Prüfbereich "Schweißnahtwurzel" ist der Bezugsreflektor durch das Schweißgut hindurch anzuschallen. Die akustischen Unterschiede am Vergleichskörper bei der Einschallung von beiden Seiten der Naht aus sind zu berücksichtigen.
(4) Prüfung der Innenoberfläche von Schweißverbindungen mit Pufferung zwischen ferritischen und austenitischen Stählen mit Schweißgut aus Austenit oder aus Nickellegierung auf Längsfehler
Zur Einstellung der Prüfempfindlichkeit ist für den Prüfbereich "Nahtnebenbereich" der Bezugsreflektor nach Tabelle 4-2 und Bild 4-2 b oder Bild 4-2 c direkt anzuschallen. Für den Prüfbereich "Schweißnahtwurzel einschließlich Pufferung" ist der Bezugsreflektor im Übergang Schweißnaht/Pufferung jeweils von der ferritischen und von der austenitischen Grundwerkstoffseite aus anzuschallen.
(5) Prüfung der Innenoberfläche von Schweißverbindungen zwischen ferritischen und austenitischen Stählen mit Schweißgut aus Nickellegierung auf Querfehler
Für die Einstellung der Prüfempfindlichkeit ist der Bezugsreflektor nach Tabelle 4-2 und Bild 4-3 direkt anzuschallen.
(6) Prüfung plattierter Oberflächen
ist für die Einstellung der Prüfempfindlichkeit im Bereich der Plattierung als Bezugsreflektor die Nut Nr. 3 gemäß 4.2.3.3.3 (8) direkt anzuschallen.
Hinweis:Die Einstellung der Prüfempfindlichkeit für den plattierten Nahtnebenbereich von Schweißverbindungen mit Pufferung zwischen ferritischen und austenitischen Stählen ist in den Absätzen 4 und 5 geregelt.
(7) Werden Prüftechniken gemäß Abschnitt 4.2.3.3.3 (5) eingesetzt, ist bei der Einstellung der Prüfempfindlichkeit gemäß den dort getroffenen Festlegungen vorzugehen. Hierbei sind die Schallschwächungsunterschiede zwischen Bauteil und Vergleichskörper durch Vergleich des Rauschpegels im Prüfbereich (z.B. Vergleich der C-Bilder, statistische Auswertung des Rauschpegels) zu ermitteln.
4.2.4 Wirbelstromprüfung
4.2.4.1 Prüftechniken
(1) Bei Anwendung der Wirbelstromprüfung zur Prüfung der Oberflächen sind an die Prüfaufgabe angepasste Prüfsensoren und Prüffrequenzen einzusetzen.
(2) Je nach Prüfaufgabe sind Wirbelstromtechniken einzusetzen, die
ermöglichen.
(3) Als geeignete Prüftechniken gelten zum Beispiel die
Hinweis:Direktfeldtechniken können als Ein- oder Mehrfrequenztechniken in Differenz- oder in Absolutschaltung eingesetzt werden. Zur Unterdrückung von geometrie- oder gefügebedingten Störsignalen können Mehrfrequenztechniken mit Überlagerung der Wirbelstromsignale der Einzelfrequenzen (Frequenzmix) eingesetzt werden.
aa) mit Innendurchlaufspulen für die Prüfung von Rohren,
ab) mit Tastspulen mit Spulenwindungen orthogonal zur Oberfläche zum Nachweis von Fehlern mit Orientierungen parallel zur Spulenebene,
ac) mit Flachspulen (sogenannte Pancake-Sensoren), die parallel zur Oberfläche ausgerichtet sind, zum Nachweis von Fehlern beliebiger Orientierung,
ad) mit Tastspulen mit zwei orthogonal zueinander und übereinander angeordneten Spulen (sogenannte
Pluspunkt-Sensoren) zum Nachweis von Fehlern mit Orientierungen längs und quer zur Verfahrrichtung des Prüfsensors,
ae) mit Arraysensoren, die eine Vielzahl von in einer Matrix angeordneten Einzelspulen enthalten, wobei die jeweils benachbarten Spulen im Sende-Empfangsbetrieb geschaltet sind, um Fehler mit Orientierungen längs und quer zur Verfahrrichtung des Arraysensors nachzuweisen,
4.2.4.2 Verfahrenstechnische Anforderungen
4.2.4.2.1 Allgemeines
(1) Die Einstellung der Prüfempfindlichkeit ist an Vergleichskörpern vorzunehmen, wobei für den Nachweis von rissartigen Fehlern Nuten, für den Nachweis von Wanddickenschwächungen Bohrungen zu verwenden sind.
(2) Grundsätzlich ist durch Wahl geeigneter Prüfparameter und durch Anwendung von Signalverarbeitungsalgorithmen sicherzustellen, dass Störsignale (z.B. durch Abhebeeffekt, durch örtliche Schwankungen der elektromagnetischen Werkstoffparameter) das Prüfergebnis nicht beeinträchtigen. Ist dies nicht möglich, sind die Auswirkungen auf das Nutzsignal bei der Einstellung der Prüfempfindlichkeit und bei der Auswertung zu berücksichtigen.
4.2.4.2.2 Vergleichskörper
(1) Die in Vergleichskörpern als Bezugsstandard eingebrachten Nuten sind als funkenerodierte, rechteckförmige Schlitze auszuführen. Bohrungen als Bezugsmerkmal sind so einzubringen, dass keine örtlichen Verformungen des Vergleichskörpers erzeugt werden.
(2) Die Nuten dürfen nicht breiter sein als 0,3 mm. Die Länge der Nuten muss größer sein als die Wirkbreite des Sensors. Der Durchmesser von Durchgangsbohrungen soll 1,3 mm betragen. Bei Flachbodenbohrungen sind die Durchmesser so zu wählen, dass das Bohrungsvolumen jeweils gleich dem Volumen der Durchgangsbohrung ist.
(3) Die Bezugsmerkmale sind wie folgt in den Vergleichskörper einzubringen:
Sie müssen in Anzahl und Variation der Abmessung und Lage ausreichend sein, um Aussagen zum Nachweisvermögen der Prüftechnik zu ermöglichen.
4.2.4.2.3 Nachweis der Eignung der Prüftechnik
(1) Die Eignung der Prüftechnik ist auf der Grundlage von Vergleichskörpermessungen anhand einer Kennlinie nachzuweisen. Hierfür sind die Wirbelstromsignale von Bezugsmerkmalen unterschiedlicher Tiefe und mit den geforderten Orientierungen zu verwenden.
(2) Anzahl und Tiefe der Bezugsmerkmale sind so festzulegen, dass der durch die Prüfaufgabe geforderte Tiefenbereich vollständig abgedeckt wird und die Genauigkeit der Fehlergrößenbestimmung (Wanddickenschwächung, Länge) ermittelt werden kann.
(3) Die gemessenen Kennwerte (Phase und Amplitude des Wirbelstromsignals) sind in Abhängigkeit von der Tiefe des Bezugsmerkmals in einem Diagramm einzutragen. In Abhängigkeit von den Kennwerten ist der Auswertebereich festzulegen. Die Nachweisgrenze und die Genauigkeit der Fehlergrößenbestimmung sind dem Diagramm zu entnehmen und zu dokumentieren.
(4) Die Prüftechnik ist geeignet, wenn
(5) Können einzelne Kriterien von (4) nicht eingehalten werden, so sind die dadurch bedingten Einschränkungen der Prüfaussage zu bewerten und erforderlichenfalls zusätzliche Prüftechniken einzusetzen.
4.2.4.3 Einstellung der Prüfempfindlichkeit
(1) Bei der Prüfung von Dampferzeuger-Heizrohren ist gemäß DIN 25435-6 vorzugehen.
(2) Bei der Prüfung von Gewindebereichen, Schweißnähten, Plattierungen sowie Grundwerkstoffbereichen sind in Abhängigkeit von der Abmessung bei Wanddicken ab 8 mm die Nuten gemäß Tabelle 4-2 und bei Wanddicken kleiner als 8 mm eine Nut mit einer Tiefe von 20 % der Wanddicke, jedoch nicht tiefer als 1,5 mm, als Bezugsmerkmal zu verwenden.
(3) Bei der Prüfung von Grundwerkstoffbereichen aus austenitischen Stählen auf Schädigung durch Spannungsrisskorrosion ist die Einstellung der Prüfempfindlichkeit an einer 1 mm tiefen Nut vorzunehmen.
(4) Die durch Geometrieeinflüsse und Schwankungen der Werkstoffeigenschaften bedingten Änderungen der Wirbelstromsignale sind bei der Einstellung der Prüfempfindlichkeit zu berücksichtigen.
4.2.5 Durchstrahlungsprüfung
(1) Bei der Durchstrahlungsprüfung sind die Anforderungen nach DIN 25435-7 einzuhalten.
(2) Die Anwendung der Durchstrahlungsprüfung soll auf den Wanddickenbereich s < 20 mm (bei Doppelwanddurchstrahlung durchstrahlte Wanddicke w < 40 mm) begrenzt bleiben.
4.2.6 Sichtprüfung
(1) Bei der Sichtprüfung sind die Anforderungen nach DIN 25435-4 einzuhalten.
(2) Sichtprüfungen sind je nach Prüfaufgabe entweder als integrale Sichtprüfung oder als gezielte Sichtprüfung durchzuführen, wobei
im Prüfbereich durchzuführen sind.
(3) Sichtprüfungen sind als direkte Sichtprüfungen mit dem menschlichen Auge und, falls notwendig, mit optischen Hilfsmitteln (z.B. Lupe, Spiegel, Endoskop) durchzuführen oder als indirekte Sichtprüfungen mit dem menschlichen Auge und mit einem Gerätesystem, das die Bildinformation aufnimmt, weiterleitet, darstellt oder speichert.
(4) Bei Sichtprüfungen ist insbesondere zu achten auf:
(5) Der Betrachtungsabstand bei der direkten Sichtprüfung und die Detailerkennbarkeit bei der indirekten Sichtprüfung sind in Abhängigkeit von der Prüfaufgabe festzulegen.
4.2.7 Registrierschwellen
(1) Es sind alle Anzeigen zu registrieren, die die Registrierschwelle erreichen oder überschreiten.
(2) Magnetpulver- und Eindringprüfung
Die Registrierschwelle entspricht einer Anzeige mit einer Ausdehnung von 3 mm. Bei Auftreten von mehr als zwei Anzeigen auf einer Fläche von 1000 mm2 sind diese als Anzeigenfeld auch dann zu registrieren, wenn die Ausdehnung der Einzelanzeigen kleiner ist als 3 mm. Anzeigen, die auf flächige Trennungen schließen lassen, sind unabhängig von ihrer Ausdehnung zu registrieren.
(3) Ultraschallprüfung
Der Einfluss des Gefüges oder der Schweißnahtform auf die Ultraschallsignale ist am Prüfgegenstand selbst oder am Vergleichskörper zu kontrollieren und bei der Festlegung der Registrierschwelle zu berücksichtigen.
(4) Durchstrahlungsprüfung
Die auf den Durchstrahlungsbildern erkennbaren Anzeigen sind zu protokollieren und nach DIN EN ISO 6520-1 zu klassieren.
(5) Wirbelstromprüfung
(6) Sichtprüfung
Es sind Abweichungen des erfassten Istzustandes vom zu erwartenden Sollzustand als Auffälligkeiten zu registrieren.
4.3 Volumenprüfung
4.3.1 Ultraschallprüfung
(1) Das Wandvolumen im Tiefenbereich größer als 10 mm (an plattierten Komponenten zuzüglich der Plattierungsdicke) ist mit Einkopftechnik zu prüfen, bei Nennwanddicken von 100 mm und mehr zusätzlich mit Techniken zum Nachweis von senkrecht zur Oberfläche orientierten flächenhaften Fehlern. Dazu dürfen bei planparallelen und konzentrischen Oberflächen
eingesetzt werden.
Bei Bestimmung der Nennwanddicke ist die Dicke der Plattierung nicht zu berücksichtigen. In begründeten Einzelfällen darf in Abhängigkeit vom Ergebnis der vorangegangenen Prüfung und den vorliegenden Beanspruchungen hier von abgewichen werden.
(2) Ist in Sonderfällen bei Nennwanddicken über 100 mm aus geometrischen Gründen eine Ultraschallprüfung mit Tandem- oder Wellenumwandlungstechnik auf senkrecht zur Oberfläche orientierte Fehler nicht möglich oder sinnvoll, ist ein Einschallwinkel zu wählen, dessen Winkelabweichung zwischen der Schallbündelachse und der Flächennormalen des Fehlers nicht größer als 20 Grad ist.
4.3.2 Durchstrahlungsprüfung
(1) Bei der Durchstrahlungsprüfung sind die Prüftechniken nach DIN 25435-7 anzuwenden.
(2) Die Anwendung der Durchstrahlungsprüfung soll auf den Wanddickenbereich s gleich oder kleiner als 20 mm (bei Doppelwanddurchstrahlung durchstrahlte Wanddicke w gleich oder kleiner als 40 mm) begrenzt bleiben.
4.3.3 Registrierschwellen
(1) Für die Ultraschallprüfung gilt:
Tabelle 4-3: Durchmesser der Kreisscheibenreflektoren für die Einstellung der Prüfempfindlichkeit
| Wanddicke s in mm | 8 < s < 20 | 20 < s < 40 | s > 40 |
| Kreisscheibenreflektor in mm | 1,5 | 2 | 3 |
Die genannten Registrierschwellen sind im gesamten Prüfbereich einzuhalten. Kann die einzustellende Prüfempfindlichkeit aufgrund von Signalen aus der Plattierung nicht eingehalten werden, ist das weitere Vorgehen mit dem Sachverständigen festzulegen.
(2) Bei der Durchstrahlungsprüfung sind die auf den Durchstrahlungsbildern erkennbaren Anzeigen zu protokollieren und nach DIN EN ISO 6520-1 zu klassieren.
4.4 Prüfung des Allgemeinzustands
(1) Nach dem Abfahren und beim Wiederanfahren der Anlage ist eine Prüfung zur Beurteilung des Allgemeinzustandes von Systemen und Komponenten vorzunehmen. Diese Prüfung wird im Allgemeinen ohne Demontage von Wärmedämmungen im Rahmen einer Anlagenbegehung durchgeführt.
(2) Bei der Prüfung des Allgemeinzustands ist insbesondere zu achten auf:
(3) Bei Rohrleitungen gleich oder kleiner als DN 100 ist zusätzlich während des Anlagenstillstands die Verlegung der Rohrleitungen einschließlich der Halterungsfunktionen zu überprüfen. Anforderungen, Umfang, Durchführung, Dokumentation dieser Prüfungen sind anlagenbezogen in der Prüfanweisung festzulegen.
4.5 Druckprüfung
4.5.1 Prüfbedingungen
(1) Druckprüfungen sind grundsätzlich mit dem 1,3fachen Auslegungsdruck durchzuführen. Wird bei wiederkehrenden Druckprüfungen davon abgewichen, ist darauf zu achten, dass eine der Erstdruckprüfung vergleichbare sicherheitstechnische Aussage erzielt wird.
(2) Eine Absicherung gegen sprödes Versagen für die Stufe P (wiederkehrende Druckprüfungen) ist durch geeignete Druckprüfungsbedingungen vorzunehmen.
Hierzu ist auf der Grundlage des Pellini-Konzepts die Prüftemperatur mindestens 33 K oberhalb der führenden Referenztemperatur festzulegen (Maximum aus RTNDT + 33 K und RTNDTj + 33 K). Die Prüftemperatur soll nicht mehr als 55 K oberhalb der führenden Referenztemperatur liegen.
Hinweis:Die Ermittlung der RTNDT ist in KTA 3201.1 geregelt. Zur Festlegung von RTNDTj siehe KTA 3203.
Tiefere Prüftemperaturen sind im Einzelfall zulässig, wenn die Sprödbruchsicherheit hierfür bruchmechanisch nachgewiesen ist.
(3) Um aussagefähige Ergebnisse der Druckprüfung sicherzustellen, sind folgende Bedingungen einzuhalten:
(4) Bevor mit der Kontrolle auf Leckagen nach Abschnitt 7.2 Absatz 8 begonnen wird, ist der Druck auf den Betriebsdruck abzusenken.
4.5.2 Zerstörungsfreie Prüfungen nach der Druckprüfung
(1) Grundsätzlich sind nach wiederkehrenden Druckprüfungen an den Komponenten der druckführenden Umschließung in durch die Druckprüfung höherbeanspruchten Bereichen zerstörungsfreie Prüfungen durchzuführen.
(2) Unter der Voraussetzung, dass
dürfen die nach (1) durchzuführenden zerstörungsfreien Prüfungen auch vor der wiederkehrenden Druckprüfung durchgeführt werden.
4.6 Funktionsprüfungen an Sicherheitseinrichtungen gegen Drucküberschreitung
Alle Sicherheitseinrichtungen gegen Drucküberschreitung sind regelmäßigen Funktionsprüfungen zu unterziehen.
Hierbei sind
Funktionsrelevante Parameter (z.B. Totzeiten, Stellkraftreserven) sind anlagen- und konstruktionsbezogen zu bewerten.
5 Prüfumfänge und -intervalle
5.1 Allgemeine Anforderungen
(1) Wiederkehrende Prüfungen sind grundsätzlich in dem Prüfumfang durchzuführen, wie er in Abschnitt 5.2 festgelegt ist.
(2) Ergeben sich aus der Überwachung der Ursachen und Folgen von betriebsbedingten Schädigungsmechanismen sowie der Verfolgung des aktuellen Kenntnisstandes über den Anlagenzustand gemäß Bild 3-1 neue Erkenntnisse, so sind die Festlegungen der Abschnitte 5.2 und 5.3 anlagenbezogen neu zu bewerten. Hierbei sind die Prüfverfahren, -bereiche und -intervalle für die in Abschnitt 1 unter (4), (5), (6) genannten Komponentengruppen entsprechend anzupassen.
(3) Bewirken konstruktive, bauliche, fertigungstechnische oder sonstige Gesichtspunkte eine wesentliche Einschränkung des Prüfumfangs, sind zusätzliche Maßnahmen (z.B. bruchmechanische Nachweise) vorzusehen, die zur geforderten sicherheitstechnischen Aussage führen. Einschränkungen gegenüber den Festlegungen in dieser Regel sind in die Prüfanweisung aufzunehmen.
(4) Wenn für die Auswahl der zu prüfenden Bauteilbereiche in Abschnitt 5.2 die betriebliche Beanspruchung als Kriterium herangezogen wird, sind im Rahmen des vorgesehenen Prüfumfangs repräsentative, höherbeanspruchte Stellen auszuwählen. Neben dem Erschöpfungsgrad sind auch die Betriebserfahrungen zu berücksichtigen
(5) Die in den Tabellen des Abschnitts 5 enthaltene Aufteilung von Prüfumfängen innerhalb der Prüfintervalle bei mehrfach vorhandenen Komponenten setzen 4-Loop- oder 4strängige Reaktoranlagen voraus. Bei Anlagen mit 2 oder 3 Kühlmittel-Loops oder -strängen ist die Aufteilung mit dem Sachverständigen festzulegen.
(6) Es sind anlagenbezogen Prüfungen auf Schädigungen durch Spannungsrisskorrosion an austenitischen Rohrleitungen und Komponenten unter Einschluss von Mess- und Steuerleitungen festzulegen. Die Festlegung der Prüfbereiche hat nach folgenden Kriterien zu erfolgen:
5.2 Prüfumfänge
5.2.1 Zerstörungsfreie Prüfungen
5.2.1.1 Allgemeines
(1) Bei der Prüfung von Schweißnähten müssen das Schweißgut (bei Schweißnähten zwischen ferritischen und austenitischen Stählen einschließlich Pufferung) und eine beiderseits angrenzende Grundwerkstoffzone erfasst werden.
Die zu erfassende Grundwerkstoffzone soll bei Wanddicken bis zu 30 mm mindestens 10 mm und bei Wanddicken über 30 mm mindestens 20 mm Breite aufweisen.
Bei der Prüfung von Stutzen- und Anschweißnähten ist die Anschlusswanddicke des Stutzens oder des Anschweißteils maßgebend für die Festlegung der Breite der zu erfassenden Grundwerkstoffzone.
(2) Bei der Prüfung der Oberfläche und des oberflächennahen Bereichs mittels Ultraschall ist eine Zone von mindestens 10 mm Tiefe (bei plattierten Bauteilen mindestens 10 mm unter der Plattierung) zu erfassen. Die bildliche Darstellung der Ergebnisse einer mechanisierten UT-Prüfung muss sicherstellen, dass die Echodynamiken registrierpflichtiger Anzeigen vollständig wiedergegeben werden.
(3) Wird eine prozentuale Teilmenge der Schweißnähte geprüft, soll ein Teil der zu prüfenden Schweißnähte von Prüfzyklus zu Prüfzyklus im Einvernehmen mit dem Sachverständigen wechseln.
(4) Stellen ehemaliger Hilfsschweißungen sind in den Prüfumfang aufzunehmen, wenn nicht sichergestellt ist, dass der Aufhärtungsbereich der Wärmeeinflusszone durch Abarbeiten vollständig beseitigt wurde.
(5) Bereiche von Komponenten, die im Zuge von zerstörungsfreien Prüfungen abisoliert werden, sind einer integralen Sichtprüfung zu unterziehen.
5.2.1.2 Reaktordruckbehälter
(1) Der Umfang der Prüfungen am Reaktordruckbehälter ist Tabelle 5-1 zu entnehmen. Alle Stege (kürzeste Verbindung zwischen zwei benachbarten Bohrungen) in Stutzenfeldern des Reaktordruckbehälterdeckels oder -bodens sind einer Ultraschallprüfung zu unterziehen. Dabei ist die Prüftechnik primär auszurichten auf die Erfassung von Rissen, die in den Stegmittenbereich hineinlaufen und im oberflächennahen Bereich liegen. Die dabei erfassten Volumenbereiche sowie die Bereiche zwischen den Stegen sind in die Bewertung der Prüfergebnisse einzubeziehen. Für nicht zugängliche Stege gilt die Regelung nach Abschnitt 5.1 Absatz 3.
(2) Wird nach Abschnitt 4.1.3 eine Basisprüfung am Reaktordruckbehälter notwendig, ist vor Inbetriebnahme der Anlage, jedoch nach einer Druckprüfung, an allen nach Tabelle 5-1 festgelegten Prüfabschnitten eine Basisprüfung durchzuführen. Unabhängig davon muss sichergestellt sein, dass alle Bereiche des Grundwerkstoffs erfasst werden können.
5.2.1.3 Druckführende Wand der Steuerelementantriebe
Der Umfang der Prüfungen an der druckführenden Wand der Steuerelementantriebe ist der Tabelle 5-2 zu entnehmen.
5.2.1.4. Dampferzeuger
Der Umfang der Prüfungen an den Dampferzeugern ist den Tabellen 5-3 und 5-4 zu entnehmen. Es sind äußere sowie innere Oberflächen mit ihren oberflächennahen Bereichen zu prüfen.
5.2.1.5 Druckhalter
(1) Der Umfang der Prüfungen am Druckhalter ist Tabelle 5-5 zu entnehmen. Es sind äußere sowie innere Oberflächen mit ihren oberflächennahen Bereichen zu prüfen.
(2) Für die Stege im Stutzenfeld des Druckhalterbodens sind gesonderte Maßnahmen zu ergreifen (z.B. bruchmechanische Nachweise, Leckerkennung).
5.2.1.6 Rohrleitungen
(1) Der Umfang der Prüfungen an Rohrleitungen ist den Tabellen 5-6, 5-7 und 5-9 zu entnehmen. Zusätzlich sind Prüfungen auf Spannungsrisskorrosion gemäß Abschnitt 5.1 (6) festzulegen.
(2) Bei Rohrleitungen mit Nennweiten kleiner als oder gleich DN 50 gilt:
5.2.1.7 Hauptkühlmittelpumpengehäuse
An den Gehäusen der Hauptkühlmittelpumpen ist mindestens einmal innerhalb von 10 Jahren (8 Jahren) eine gezielte Sichtprüfung der inneren Oberfläche durchzuführen. Der Prüfumfang ist anlagen- und konstruktionsbezogen festzulegen.
Hinweis:Zum anzuwendenden Prüfintervall siehe Abschnitt 5.3 Absatz 7.
5.2.1.8 Armaturen
An Armaturen mit Nennweiten größer als DN 50 ist in Verbindung mit der Aufnahme der Armatur eine gezielte Sichtprüfung der inneren Oberfläche des Armaturengehäuses durchzuführen. Soweit möglich sind hierbei die Bereiche einschließlich des Rohranschlusses mit der Rohranschlussnaht mit zu erfassen. Einbauteile von Absperrarmaturen, die für die Abschließung des Druckraumes erforderlich sind, sind dabei einer gezielten Sichtprüfung zu unterziehen.
Zusätzlich ist an Armaturen aus austenitischen Stählen in Bereichen, in denen eine Gefahr der Schädigung durch Spannungrisskorrosion besteht (z.B. in Strömungstotzonen mit der Gefahr einer Aufkonzentration von korrosionsfördernden Stoffen), eine Eindringprüfung durchzuführen.
5.2.1.9 Schraubverbindungen
(1) Der Umfang der Prüfungen an Schraubverbindungen der druckführenden Wand von Reaktordruckbehältern, Dampferzeugern, Druckhaltern, Hauptkühlmittelpumpengehäusen sowie der Umfang der Prüfungen an Schraubverbindungen von Armaturengehäusen und der Steuerelementantriebe ist den Tabellen 5-1 und 5-8 zu entnehmen.
(2) Nach dem Lösen der Schraubverbindungen sind die angrenzenden Flanschbereiche einer gezielten Sichtprüfung in Hinblick auf Beschädigungen und auf Leckagespuren (z.B. Ablagerungen von Borsäure) zu unterziehen.
5.2.1.10 Schweißungen zwischen austenitischen und ferritischen Stählen
Die Prüfumfänge sind den Tabellen 5-1, 5-2, 5-5 und 5-9 zu entnehmen.
5.2.2 Prüfung des Allgemeinzustands
Der Umfang bei der Prüfung des Allgemeinzustands hat sich an den in Abschnitt 4.4 angegebenen Prüfaufgaben zu orientieren und ist anlagenbezogen festzulegen.
5.2.3 Druckprüfung
Alle zum Anwendungsbereich dieser Regel gehörenden Komponenten sind wiederkehrenden Druckprüfungen zu unterziehen.
5.2.4 Funktionsprüfungen an Sicherheitseinrichtungen gegen Drucküberschreitung
Alle Sicherheitseinrichtungen gegen Drucküberschreitung sind Funktionsprüfungen zu unterziehen. Besteht die Sicherheitseinrichtung aus Steuer- und Hauptventilen, so ist die Prüfung so durchzuführen, dass neben der Funktion der Steuer- und Hauptventile auch die Funktionstüchtigkeit der einzelnen Steuerstränge beurteilt werden kann. Die Prüfdurchführung ist anlagen- und konstruktionsbezogen festzulegen.
Tabelle 5-1: Wiederkehrende zerstörungsfreie Prüfungen am Reaktordruckbehälter
| Prüfabschnitt | Prüfverfahren/ Prüftechnik | Fehlerorientierung | Prüfumfang | Prüfintervall 1 |
| Längs- und Rundnähte | UT 2 | l und q | Alle Nähte, gesamte Länge, gesamtes Volumen einschließlich der Oberflächen mit ihren oberflächennahen Bereichen | 5 Jahre (4 Jahre) |
| Stutzenanschweißnähte und -einschweißnähte folgender Systeme:
DWR: HKL SWR: Frischdampfleitung, Speisewasserleitung, Flutsystem, Deckelsprühleitung, Reaktorwasserreinigung, Axialpumpen | UT | l und q 8 | ||
| Formstücknähte der Stutzen (Mischnähte) in SWR-Anlagen | UT 3 | l und q 4 | Oberflächen mit ihren oberflächennahen Bereichen | |
| Anschlussbereich von Wärmeschutzrohren in SWR-Anlagen | UT oder VT gezielt 12 | l bei UT, alle bei VT | Der Prüfumfang ist aufgrund unterschiedlicher konstruktiver Ausführung anlagenbezogen festzulegen | |
| Stutzeninnenkanten > DN 250 5 | UT 2 | r | Oberflächen mit ihren oberflächennahen Bereichen der gesamten Innenkante aller Stutzen | |
| l und q | Angrenzender Bereich im Stutzenrohr bei DWR-Anlagen | |||
| VT gezielt | alle | Oberflächen der gesamten Innenkante repräsentativer Stutzen | ||
| Stege in Stutzenfeldern | UT 7 | r | Alle Stege, ausgerichtet auf die Oberflächen mit ihren oberflächennahen Bereichen und den Stegmittenbereich | |
| VT gezielt | alle | Äußere Oberfläche | ||
| Innenoberfläche | VT integral und gezielt 12 | alle | Repräsentative Bereiche, insbesondere
Der Prüfumfang ist anlagenbezogen festzulegen. | |
| Schraubenbolzen | UT oder MT oder ET | q, bezogen auf Bolzenachse | Oberflächen mit ihren oberflächennahen Bereichen aller Bolzen, gesamte verspannte Länge einschließlich Gewindebereich 9 | Innerhalb von 5 Jahren (4 Jahren) 6 mindestens 25 % der Schraubenbolzen mit jeweils zugehörigem Sacklochgewinde, Muttern und Unterlegscheiben, wobei in 3 aufeinanderfolgenden Prüfintervallen von jeweils
5 Jahren (4 Jahren) 100 % zu prüfen ist. Alternativ darf die Prüfung im Intervall von 10 Jahren (8 Jah |
| VT gezielt | alle | |||
| Sacklochgewinde | UT oder ET | q, bezogen auf Gewindeachse | Oberflächen mit ihren oberflächennahen Bereichen aller Sacklöcher, gesamte Gewindelänge | |
| VT 10 gezielt | alle | |||
| Muttern | VT gezielt oder ET oder UT |
| Gewindebereich und belastete Stirnfläche (Auflagefläche) aller Muttern | |
| Unterlegscheiben | VT gezielt | alle | Beide Auflageflächen einschließlich Fläche der Scheibenbohrung | |
| Anschweißnähte | Es sind Vereinbarungen zu treffen, weil die konstruktiven Details unterschiedlich sind. Art und Umfang der Prüfungen sind in der Prüfanweisung festzulegen. | |||
| Außenoberfläche | VT integral und gezielt 12 | alle | Repräsentative Bereiche, der Prüfumfang ist anlagenbezogen festzulegen 13. | 5 Jahre (4 Jahre) 11 |
| Abkürzungen für Prüfverfahren/-techniken sind in Tabelle 2-1 erläutert.
l: Längsfehler 1) Zum anzuwendenden Prüfintervall siehe Abschnitt 5.3 Absatz 7. 2) Ist für den Sprödbruchsicherheitsnachweis eine Bestätigung der Integrität der Plattierung erforderlich, hat die Einstellung der Prüfempfindlichkeit zur Prüfung der Plattierung nach 4.2.3.3.3 (8) zu erfolgen. 3) F-Stutzen: VT gezielt an der mediumberührten Oberfläche anstelle UT. 4) Bei Schweißverbindungen mit Schweißgut aus einer Nickellegierung an der mediumberührten Oberfläche ist zusätzlich zur Längsfehlerprüfung eine gegensinnige Querfehlerprüfung durchzuführen. Diese Prüfung ist auch erforderlich, wenn zwischen dem Schweißgut aus einer Nickellegierung und der mediumberührten Oberfläche eine austenitische Wurzel kleiner als oder gleich 3 mm vorliegt. 5) Bei Nenndurchmessern der anschließenden Rohrleitungen von weniger als 250 mm ist die Notwendigkeit wiederkehrender Prüfungen von Fall zu Fall zu prüfen. 6) VT der Schraubenbolzen, Muttern und Unterlegscheiben bei jedem Lösen der Schraubverbindung. 7) Die prüftechnischen Anforderungen sind für DWR- und SWR-Anlagen abhängig vom Prüfziel festzulegen. 8) An Axialpumpen Prüfung nur auf Längsfehler. 9) VT gezielt soweit zugänglich, wenn kein Ausbau der Schraubenbolzen erfolgt. 10) Bei SWR-Anlagen: sofern Schraubenbolzen aus betrieblichen Gründen ausgebaut werden. 11) DWR-Deckel: VT integral auf Leckagespuren in jeder Revision. 12) Die anzuwendenden Prüfverfahren/Prüftechniken sind anlagenbezogen festzulegen. 13) Für Rohrleitungsanschlüsse mit Schweißgut aus Nickellegierung siehe Abschnitt 5.2.1.6 (2) c). | ||||
Tabelle 5-2: Wiederkehrende zerstörungsfreie Prüfungen an der druckführenden Wand der Steuerelementantriebe
| Prüfabschnitt | Prüfverfahren/ Prüftechnik | Fehlerorientierung | Prüfumfang | Prüfintervall 1 | |
| Rundnähte DWR 2 Mischnaht an den Deckelstutzen | ET | l und q | Innere Oberfläche repräsentativer Nähte an 10 %der Rohre unter Berücksichtigung der Zugänglichkeit | 5 Jahre (4 Jahre) | |
| Rundnähte an Druckrohren
RN 1 3, 4 | UT oder RT oder PT oder ET | l und q | Innere Oberfläche | ||
| RN 2 3, RN 3, RN 4 | ET | l und q | Innere Oberfläche repräsentativer Nähte an 10 %der Rohre unter Berücksichtigung der Zugänglichkeit | ||
| Schweißnähte SWR
Anschweißnaht an | UT | l | Anschweißnähte von 4 Antriebsgehäuserohren 5, 6 | 10 Jahre (8 Jahre) 6 | |
| Rundnähte der Steuerstabantriebsgehäuserohre | UT | l | Äußere Oberfläche | der Rundnähte von 4 Antriebsgehäuserohren 5, 6 | |
| ET | l und q | Innere Oberfläche | |||
| VT gezielt | alle | ||||
| Abkürzungen für Prüfverfahren/-techniken sind in Tabelle 2-1 erläutert.
l: Längsfehler 1) Zum anzuwendenden Prüfintervall siehe Abschnitt 5.3 Absatz 7. 2) Hierzu gehören die Schweißnähte mit nickellegiertem Schweißgut der Kerninstrumentierungs- und Steuerstabstutzen sowie des Entlüftungsstutzens. 3) Mischnähte 4) Prüfung nur bei Ausbau des Druckrohres und Ziehen der Klinkeneinheiten. 5) Beim Ausbau von mehr als 4 Steuerstabantrieben aus betrieblichen Gründen ist der Prüfumfang an den Schweißnähten dieser Antriebsgehäuserohre anlagenbezogen festzulegen. | |||||
Tabelle 5-3: Wiederkehrende zerstörungsfreie Prüfungen an Dampferzeugern, Primärseite
| Prüfabschnitt | Prüfverfahren/ Prüftechnik | Fehlerorientierung | Prüfumfang | Prüfintervall 1 |
| Grundwerkstoffbereiche | UT | Umfangsrichtung | Gesamter Umfang der Rundungen im Übergang Rohrplatte/Kalotte, innere Oberfläche mit ihrem oberflächennahen Bereich | Innerhalb von 5 Jahren (4 Jahren) halbe Anzahl der Dampferzeuger, wobei in 2 aufeinanderfolgenden Prüfintervallen von jeweils 5 Jahren (4 Jahren) alle Dampferzeuger erfasst werden. |
| Rundnähte | UT oder MT | l und q | Anschlussnaht Rohrplatte/Kalotte, äußere und innere Oberfläche mit ihrem oberflächennahen Bereich über die gesamte Nahtlänge | |
| Stutzeneinschweiß- nähte > DN 250 | UT oder MT | Ein Hauptkühlmittelstutzen, vorzugsweise der Eintrittsstutzen, äußere und innere Oberfläche mit ihrem oberflächennahen Be- reich über die gesamte Nahtlänge | ||
| Stutzeninnenkanten > DN 250 | UT | r | Ein Hauptkühlmittelstutzen, vorzugsweise der Eintrittsstutzen, Oberfläche mit ihrem oberflächennahen Bereich der gesamten Innenkante | |
| Primärseite Innenoberfläche 2 | VT integral und gezielt | alle | Plattierung, Trennwand, Heizrohreinschweißung, Stutzen | |
| Dampferzeuger- Heizrohre | ET | Fehler an der Außen- und Innenoberfläche, Wanddicke | Je Dampferzeuger 20 % aller Rohre 3 über die gesamte Länge bis zur unteren Einwalzung | 5 Jahre (4 Jahre), wobei innerhalb von 3 Jahren (2 Jahren) die halbe Anzahl der Dampferzeuger erfasst wird. |
| Tragpratzen- Anschweißnähte | MT oder PT | alle | Alle zugbeanspruchten Bereiche der äußeren Oberfläche | Innerhalb von 5 Jahren (4 Jahren) ein Dampferzeuger, wobei in 4 aufeinanderfolgenden Prüfintervallen von jeweils 5 Jahren (4 Jahren) alle Dampferzeuger erfasst werden. |
| Sonstige Anschweiß- nähte | Es sind Vereinbarungen zu treffen, weil die konstruktiven Details unterschiedlich sind. Art und Umfang der Prüfungen sind in der Prüfanweisung festzulegen. | |||
| Hilfsschweißungen | MT oder UT | Festlegungen sind nach Abschnitt 5.2.1.1 Absatz 4 zu treffen. | ||
| Abkürzungen für Prüfverfahren/-techniken sind in Tabelle 2-1 erläutert.
l : Längsfehler 1) Zum anzuwendenden Prüfintervall siehe Abschnitt 5.3 Absatz 7. 2) Die anzuwendenden Prüftechniken und Prüfumfänge sind anlagenbezogen festzulegen. 3) Bei jeder wiederkehrenden Prüfung sind die aus Konstruktion und Erfahrungen des Betriebs bekannten Rohrpositionen mit erhöhtem Schädigungspotenzial im Prüfumfang zu berücksichtigen. | ||||
Tabelle 5-4: Wiederkehrende zerstörungsfreie Prüfungen an Dampferzeugern, Sekundärseite
| Prüfabschnitt | Prüfverfahren/ Prüftechnik | Fehlerorientierung | Prüfumfang | Prüfintervall 1 |
| Grundwerkstoffbereiche | UT | Umfangsrichtung |
| Innerhalb von 5 Jahren (4 Jahren) halbe Anzahl der Dampferzeuger, wobei in 2 aufeinanderfolgenden Prüfintervallen von jeweils 5 Jahren (4 Jahren) alle Dampferzeuger erfasst werden. |
| Rund- und Längsnähte | UT oder MT | l und q |
| |
| Rohranschlussstutzen | abhängig von der Prüfaufgabe |
| ||
| Halterungen der Dampferzeuger-Heizrohre im Rohrbogenbereich | VT integral | alle | Halterungen soweit einsehbar | Innerhalb von 5 Jahren (4 Jahren) ein Dampferzeuger, wobei in 4 aufeinanderfolgenden Prüfintervallen von jeweils 5 Jahren (4 Jahren) alle Dampferzeuger erfasst werden. |
| Innenoberfläche | VT integral und gezielt 2 | alle | Stutzen, Einbauten, drucktragende Wandung soweit einsehbar | |
| Anschweißnähte | Es sind Vereinbarungen zu treffen, weil die konstruktiven Details unterschiedlich sind. Art und Umfang der Prüfungen sind in der Prüfanweisung festzulegen. | |||
| Hilfsschweißungen | MT oder UT | Festlegungen sind nach Abschnitt 5.2.1.1 Absatz 4 zu treffen. | ||
| Abkürzungen für Prüfverfahren/-techniken sind in Tabelle 2-1 erläutert.
l: Längsfehler 1) Zum anzuwendenden Prüfintervall siehe Abschnitt 5.3 Absatz 7. | ||||
Tabelle 5-5: Wiederkehrende zerstörungsfreie Prüfungen am Druckhalter
| Prüfabschnitt | Prüfverfahren/ Prüftechnik | Fehlerorientierung | Prüfumfang | Prüfintervall 1 |
| Rund- und Längsnähte | UT oder MT | l und q |
| 5 Jahre (4 Jahre) |
| Stutzenmischnähte
Stutzen zur Volumenausgleichsleitung | UT oder PT | l und q 2 | Äußere und innere Oberfläche mit ihrem oberflächennahen Bereich | |
| Abblasestutzen 3 | UT oder RT oder PT | l und q 2 | Eine Schweißnaht, äußere und innere Oberfläche mit ihrem oberflächennahen Bereich | |
| Sprühstutzen 3 | UT oder RT oder PT | l und q 2 | Zwei Schweißnähte, äußere und innere Oberfläche mit ihrem oberflächennahen Bereich | |
| Stutzen | UT | Abhängig von der Prüfaufgabe |
jeweils die Oberfläche mit ihrem oberflächennahen Bereich | |
| Innenoberfläche 4 | VT integral und gezielt | alle | Plattierung, Stutzen, Wärmeschutzrohre, Heizstäbe, Einschweißungen aus Nickellegierungen und Einbauten | |
| Anschweißnähte | Es sind Vereinbarungen zu treffen, weil die konstruktiven Details unterschiedlich sind. Art und Umfang der Prüfungen sind in der Prüfanweisung festzulegen. | |||
| Hilfsschweißungen | MT oder UT | Festlegungen sind nach Abschnitt 5.2.1.1 Absatz 4 zu treffen. | ||
| Abkürzungen für Prüfverfahren-/techniken sind in Tabelle 2-1 erläutert.
l : Längsfehler 1) Zum anzuwendenden Prüfintervall siehe Abschnitt 5.3 Absatz 7. 2) Bei Schweißverbindungen mit Schweißgut aus einer Nickellegierung an der mediumberührten Oberfläche ist zusätzlich zur Längsfehlerprüfung eine gegensinnige Querfehlerprüfung durchzuführen. Diese Prüfung ist auch erforderlich, wenn zwischen dem Schweißgut aus einer Nickellegierung und der mediumberührten Oberfläche eine austenitische Wurzel gleich oder kleiner als 3 mm vorliegt. 3) Die Mischnähte sind in dem angegebenen repräsentativen Umfang zu prüfen, wobei für die Auswahl der zu prüfenden Nähte folgende Kriterien gelten: a) Nähte mit Reparaturstellen sind bevorzugt zu prüfen. b) Die übrigen zu prüfenden Nähte müssen von Prüfintervall zu Prüfintervall wechseln. 4) Die anzuwendenden Prüftechniken und Prüfumfänge sind anlagenbezogen festzulegen. Zur Prüfung von Rohrleitungsanschlüssen mit Schweißgut aus Nickellegierung siehe Abschnitt 5.2.1.6 (2) c). | ||||
Tabelle 5-6: Wiederkehrende Prüfungen an ferritischen Rohrleitungen
| Prüfabschnitt | Prüfverfahren/Prüftechnik | Fehlerorientierung | Prüfumfang DWR | Prüfumfang SWR | Prüfintervall 1 |
| Schweißnähte an Gerad- rohren und Krümmern DN > 250 2 | MT oder UT | l und q |
| 30 % aller Rohrleitungsnähte, die sich aus folgenden Teilmengen zusammensetzen:
Es ist jeweils die äußere und innere Oberfläche mit ihrem oberflächennahen Bereich über die gesamte Nahtlänge zu prüfen. | Innerhalb von 5 Jahren (4 Jahren) halbe Anzahl der Loops (DWR) oder Stränge (SWR), wobei in 2 aufeinanderfolgenden Prüfintervallen die gesamte Anzahl Loops oder Stränge erfasst wird. |
| Schweißplattierte Krümmer > DN 250 | MT oder UT | l und q (zur Achse) | Höchstbeanspruchter Grundwerkstoffbereich eines repräsentativen Krümmers je
Loop äußere und innere Ob2läche mit ihrem ober- flächennahen Bereich |
- | |
| Anschlussstutzen für abzweigende Rohrleitungen > DN 250 | MT oder UT | l | Einschweißnaht an einem Stutzen 5 je Loop. Es ist jeweils die äußere und innere Oberfläche mit ihren oberflächennahen Bereich über die gesamte Nahtlänge zu prüfen. | Einschweißnaht an einem Stutzen 5 je Strang. Es ist jeweils die äußere und innere Oberfläche mit ihrem oberflächennahen Bereich über die gesamte Nahtlänge zu prüfen. | |
| HKL Innenoberfläche | VT integral und gezielt 6 | alle | Repräsentative Bereiche, insbesondere Plattierung, Messstutzen, Stutzeninnenkanten, Wärmeschutzrohre. Der Prüfumfang ist anlagenbezogen festzulegen. |
- | |
| Nicht schweißplattierte Krümmer > DN 250 | MT oder UT | l und q |
- | Höchstbeanspruchter Grundwerkstoffbereich eines repräsentativen Krümmers, äußere und innere Oberfläche mit ihrem oberflächennahen Bereich | 5 Jahre (4 Jahre) |
| Dampfdurch- strömte unplattierte Krümmer 7 > DN 250 | UT (Wanddicke) | p |
- | Ein Krümmer mit > 90° Krümmungswinkel, Wanddickenprüfung im Punktraster | |
| Kleinleitungen (29 DN 50) | Siehe 5.2.1.6 (2) | ||||
| Anschweißnähte | Es sind Vereinbarungen zu treffen, weil die konstruktiven Details unterschiedlich sind. Art und Umfang der Prüfungen sind in der Prüfanweisung festzulegen. | ||||
| Hilfsschweißungen | MT oder UT | Festlegungen sind nach Abschnitt 5.2.1.1 Absatz 4 zu treffen. | |||
| Abkürzungen für Prüfverfahren-/techniken sind in Tabelle 2-1 erläutert.
L : Längsfehler 1) Zum anzuwendenden Prüfintervall siehe Abschnitt 5.3 Absatz 7. 2) Für die an Rohrleitungen der Abmessungen 50 < DN < 250 in SWR-Anlagen durchzuführenden wiederkehrenden zerstörungsfreien Prüfungen sind anlagenbezogen Festlegungen zu treffen. 3) Alle Anschlussnähte in 5 Jahren (4 Jahren). 4) Anschlussnähte der Speisewasserleitung: Alle Anschlussnähte in 5 Jahren (4 Jahren). 5) Für die Auswahl der Stutzen gelten folgende Kriterien: - Beanspruchungen nur im Normalbetrieb oder nur im Störfall, Belastungskollektiv - Fertigungsqualität. 6) Die anzuwendenden Prüftechniken sind anlagenbezogen festzulegen. 7) Krümmer, die bei Normalbetrieb ständig dampfdurchströmt sind. | |||||
Tabelle 5-7: Wiederkehrende zerstörungsfreie Prüfungen an austenitischen Rohrleitungen
| Prüfabschnitt | Prüfverfahren/ Prüftechnik | Fehlerorientierung | Prüfumfang DWR | Prüfumfang SWR | Prüfintervall 1 | |
| Volumenausgleichsleitung |
PT |
l | Eine Verbindungsnaht und die höchstbelastete Rohrbiegung oder Krümmer, jeweils die äußere und innere Oberfläche mit ihrem oberflächennahen Bereich |
- | 5 Jahre (4 Jahre) | |
| Schweißnähte an Geradrohren, Biegungen und Krümmern oder höherbeanspruchten Stellen | > DN 150 | 20 % aller Verbindungs-/Anschlussnähte; Auswahl nach Beanspruchungskriterien.
Es ist jeweils die äußere und innere Oberfläche mit ihrem oberflächennahen Bereich über die gesamte Nahtlänge zu prüfen. Ein Teil der Nähte soll von Prüfzyklus zu Prüfzyklus im Einvernehmen mit dem Sachverständigen wechseln. | Der Prüfumfang darf auf 2 aufeinander folgende Prüfintervalle von jeweils 5 Jahren (4 Jahren) aufgeteilt werden (vgl. Abschnitt 5.3 Absatz 2) | |||
| < DN 150 > DN 50 | 10 % aller Verbindungs-/Anschlussnähte; Auswahl nach Beanspruchungskriterien.
Es ist jeweils die äußere und innere Oberfläche mit ihrem oberflächennahen Bereich über die gesamte Nahtlänge zu prüfen. Ein Teil der Nähte soll von Prüfzyklus zu Prüfzyklus im Einvernehmen mit dem Sachverständigen wechseln. | |||||
| Anschweißnähte | Es sind Vereinbarungen zu treffen, weil die konstruktiven Details unterschiedlich sind. Art und Umfang der Prüfungen sind in der Prüfanweisung festzulegen. | |||||
| Kleinleitungen (DN 50 und kleiner) | Siehe 5.2.1.6 (2) | |||||
| Abkürzungen für Prüfverfahren/-techniken sind in Tabelle 2-1 erläutert.
l: Längsfehler 1) Zum anzuwendenden Prüfintervall siehe Abschnitt 5.3 Absatz 7. | ||||||
Tabelle 5-8: Wiederkehrende Prüfungen für Schraubverbindungen an der druckführenden Wand von Dampferzeugern, Druckhaltern, Hauptkühlmittelpumpengehäusen sowie Armaturengehäusen, Steuerelementantrieben und Rohrleitungen
| Prüfabschnitt | Prüfverfahren/Prüftechnik | Prüfumfang | Prüfintervall |
| Schraubenbolzen | VT gezielt | Oberfläche des sichtbaren Bereichs aller Schraubenbolzen | Bei jedem Lösen der Schraubverbindung |
| Muttern | Gewindebereich und belastete Stirnfläche (Auflagefläche) | ||
| Unterlegscheiben | Gesamte Oberfläche | ||
| Angrenzende Flanschbereiche | Auflageflächen | ||
| Abkürzungen für Prüfverfahren/-techniken sind in Tabelle 2-1 erläutert. | |||
Tabelle 5-9: Wiederkehrende zerstörungsfreie Prüfungen von Schweißungen zwischen ferritischen und austenitischen Stählen an Rohrleitungen und Armaturen
| Prüfabschnitt | Prüfverfahren/Prüftechnik | Fehlerorientierung | Prüfumfang | Prüfintervall 1 |
| Mischnähte an Stutzen der Hauptkühlmittelleitung in DWR-Anlagen Volumenausgleichsleitung | UT oder PT | l und q 2 | Es sind die äußere Oberfläche und die innere Oberfläche mit ihrem oberflächennahen Bereich über die gesamte Nahtlänge einschließlich der Anschlussbereiche von Wärmeschutzrohren (Verrundung) zu prüfen. | 5 Jahre (4 Jahre) |
| Not- und Nachkühlleitung | UT oder PT | l und q 2 | Zwei 3 Schweißnähte 4; es sind die äußere und innere Oberfläche mit ihrem oberflächennahen Bereich über die gesamte Nahtlänge ein- schließlich der Anschlussbereiche von Wärmeschutzrohren (Verrundung) zu prüfen. | |
| Sprühleitungen | UT oder RT oder PT | l und q 2 | Eine Schweißnaht 4; es sind die äußere und innere Oberfläche mit ihrem oberflächennahen Bereich über die gesamte Nahtlänge zu prüfen. | |
| Volumenregelsystem | UT oder RT oder PT | l und q 2 | Eine Schweißnaht 3, 4, es sind die äußere Oberfläche und die innere Oberfläche mit ihrem oberflächennahen Bereich über die gesamte Nahtlänge einschließlich der Anschlussbereiche von Wärmeschutzrohren (Verrundung) zu prüfen. | |
| Kleinleitungen (DN 50 und kleiner) | Siehe 5.2.1.6 (2) | |||
| Mischnähte an Armaturen in SWR- Anlagen |
UT oder |
l und q 2 | 25 q % 3 aller Schweißnähte 4; es sind die äußere und innere Oberfläche mit ihrem oberflächennahen Bereich über die gesamte Nahtlänge zu prüfen. | 5 Jahre (4 Jahre) |
| Abkürzungen für Prüfverfahren/Techniken sind in Tabelle 2-1 erläutert.
l : Längsfehler 1) Zum anzuwendenden Prüfintervall siehe Abschnitt 5.3 Absatz 7. 2) Bei Schweißverbindungen mit Schweißgut aus einer Nickellegierung an der mediumberührten Oberfläche ist zusätzlich zur Längsfehlerprüfung eine gegensinnige Querfehlerprüfung durchzuführen. Diese Prüfung ist auch erforderlich, wenn zwischen dem Schweißgut aus einer Nickellegierung und der mediumberührten Oberfläche eine austenitische Wurzel kleiner als oder gleich 3 mm vorliegt. 3) Bei Schweißgut aus einer Nickellegierung oder einer austenitischen Wurzel kleiner als oder gleich 3 mm an der mediumberührten Oberfläche ist der Prüfumfang zu verdoppeln. 4) Die Mischnähte sind in dem angegebenen repräsentativen Umfang zu prüfen, wobei für die Auswahl der zu prüfenden Nähte folgende Kriterien gelten:
| ||||
5.3 Prüfintervalle
(1) Alle Prüfintervalle beginnen zum Zeitpunkt der ersten Kritikalität des Reaktors. Die Zeitintervalle, innerhalb derer die vorgeschriebenen Prüfungen durchgeführt sein müssen, sind in Abschnitt 5.2 angegeben. Wiederkehrende Prüfungen nach Abschnitt 5.2 sind während der Anlagenstillstände (z.B. anlässlich von Brennelementwechseln) durchzuführen.
(2) Die zerstörungsfreien Prüfungen nach Abschnitt 5.2.1 sind in einem Prüfintervall von 5 Jahren (4 Jahren) durchzuführen, sofern in Abschnitt 5.2.1 nichts anderes festgelegt ist. In begründeten Fällen dürfen im Einvernehmen mit dem Sachverständigen im Prüfintervall vorgesehene zerstörungsfreie Prüfungen im nächsten auf das Ende des Prüfintervalls folgenden Anlagenstillstand zum Brennelementwechsel durchgeführt werden. Sind gleiche Komponenten mehrfach vorhanden und sind die Betriebsverhältnisse gleich, darf der Prüfumfang auf 2 aufeinanderfolgende Prüfintervalle aufgeteilt werden. Hierbei sind Prüfumfänge in der Weise zusammenzufassen, dass zum jeweiligen Prüfzeitpunkt eine loop- oder strangweise Prüfung erfolgen kann.
Hinweis:Zum anzuwendenden Prüfintervall siehe Absatz 7.
(3) Prüfungen des Allgemeinzustands nach Abschnitt 5.2.2 sind nach Abfahren der Reaktoranlage zum Brennelementwechsel und beim Wiederanfahren der Anlage durchzuführen.
(4) Die Druckprüfung nach Abschnitt 5.2.3 ist alle 10 Jahre (8 Jahre) durchzuführen. In begründeten Fällen darf im Einvernehmen mit dem Sachverständigen hier von abgewichen werden.
Hinweis:Zum anzuwendenden Prüfintervall siehe Absatz 7.
(5) Funktionsprüfungen an Sicherheitseinrichtungen gegen Drucküberschreitung nach Abschnitt 5.2.4 sind anlässlich der Brennelementwechsel durchzuführen.
(6) Da die Zeitabschnitte zwischen zwei Brennelementwechseln bis zu 18 Monaten betragen können, ist als Zeitpunkt der Prüfung derjenige Brennelementwechsel zu wählen, der dem Zeitpunkt der Fälligkeit der Prüfungen am nächsten liegt. Ergeben sich dabei größere Zeitintervalle als in diesem Abschnitt angegeben, sind die Fälligkeitsdaten für die nächsten wiederkehrenden Prüfungen entsprechend vorzuverlegen, so dass langfristig die vorstehend genannten Zeitintervalle eingehalten werden. Bei Anlagenstillstand von mehr als 6 Monaten dürfen Sonderregelungen vereinbart werden.
(7) Die in den Absätzen 2 und 4 sowie in Abschnitt 5.2.1.7 angegebenen Prüfintervalle sind für Komponenten anzuwenden, die die Bedingungen gemäß Abschnitt 1 Absatz 4 oder Abschnitt 1 Absatz 5 erfüllen. Ist dies nicht der Fall, sind die jeweils in Klammern angegebenen Intervalle anzuwenden und die Prüfungen wie folgt durchzuführen:
oder es ist ein gesonderter Nachweis zu führen, dass mit den getroffenen Maßnahmen zur Überwachung der Ursachen oder der Folgen betrieblicher Schädigungsmechanismen ein Intervall von 5 Jahren zulässig ist.
6 Prüfliste
6.1 Erstellung
Die Prüfliste ist unter Berücksichtigung von Abschnitt 5.1 zu erstellen und muss spätestens zum Zeitpunkt der ersten Kritikalität, mit dem Sachverständigen abgestimmt, vorliegen (siehe KTA 1202).
6.2 Aktualisierung
Vor jeder wiederkehrenden Prüfung, auch in Teilabschnitten, sind Prüfart, -umfang und -zeitpunkt für die jeweiligen Komponenten, soweit notwendig, zu aktualisieren. Hierbei sind insbesondere zu berücksichtigen:
7 Vorbereitung und Durchführung der Prüfungen
7.1 Allgemeines
Die Arbeitsbedingungen bei Vorbereitung, Durchführung und Auswertung der Prüfungen (z.B. Zeitdruck, Umgebungstemperatur, Lärm, Strahlung) sind so zu gestalten, dass negative Auswirkungen auf die Qualität der Prüfung vermieden werden. In den Kernkraftwerksrevisionen sind Zeitrahmen und Abfolge der Prüfungen an den Komponenten der Druckführenden Umschließung dementsprechend einzuplanen.
7.2 Vorbereitung
(1) Es sind apparative Vorbereitungen der Prüfungen einschließlich der organisatorischen Vorbereitungen zu treffen. Dabei ist insbesondere die Planung des Einsatzes von Prüfpersonal unter Berücksichtigung der arbeitstechnischen Abwicklung, der Strahlenschutzverordnung und der Richtlinie "Strahlenschutz" (RL-Strahlenschutz) vorzunehmen.
(2) Die zu untersuchenden Bereiche der Komponenten sind in einen prüffähigen Zustand zu versetzen. Ein Säubern und eventuell erforderliche weitere Maßnahmen zur Vorbereitung der Prüfbereiche haben nach Durchführung der Sichtprüfung zu erfolgen.
(3) Einzelheiten der Prüfungen sind in Prüfanweisungen (siehe auch KTA 1202) anzugeben. Dazu gehören unter anderem Angaben über die zu prüfenden Stellen, die anzuwendenden Prüfverfahren oder Verweise auf zugehörige Standardprüfanweisungen oder Prüfspezifikationen.
(4) Das Prüfpersonal der zerstörungsfreien Prüfungen ist in die spezielle Prüfaufgabe, in die Erscheinungsformen betrieblicher Fehler und in die vorliegenden Prüfrandbedingungen (z.B. Bauteilgeometrie, erschwerte Zugänglichkeit, Arbeiten unter Atemschutz und Dosisbelastung) einzuweisen.
7.3 Durchführung
(1) Die Einstellung des Prüfsystems und die Überprüfung der Einstellung sowie bei der Magnetpulver- und Eindringprüfung die Überprüfung des Prüfmittels haben an Kontrollkörpern zu erfolgen.
(2) Eindringprüfungen sind nach DIN 25435-2 durchzuführen.
(3) Magnetpulverprüfungen sind nach DIN 25435-2 durchzuführen.
(4) Wirbelstromprüfungen an Dampferzeuger-Heizrohren sind nach DIN 25435-6 durchzuführen. Die Durchführung von Wirbelstromprüfungen an anderen Bauteilen ist in der Prüfanweisung festzulegen.
(5) Durchstrahlungsprüfungen sind nach DIN 25435-7 durchzuführen.
(6) Mechanisierte Ultraschallprüfungen sind nach DIN 25435-1 durchzuführen.
(7) Manuelle Ultraschallprüfungen sind nach KTA 3201.3 Anhang C durchzuführen.
(8) Sichtprüfungen sind nach DIN 25435-4 durchzuführen.
(9) Druckprüfungen sind nach DIN 25435-3 durchzuführen.
(10) Funktionsprüfungen an Sicherheitseinrichtungen gegen Drucküberschreitung sind nach Prüfhandbuch durchzuführen.
7.4 Anforderungen an das Prüfpersonal
(1) Das Prüfpersonal muss gemäß den Anforderungen der DIN 25435-1 bis DIN 25435-4, DIN 25435-6 und DIN 25435-7 in den zur Anwendung kommenden Prüfverfahren qualifiziert und zertifiziert sein.
(2) Das Prüfpersonal für manuelle Ultraschallprüfungen muss die Anforderungen von DIN 25435-1 Tabelle 2 erfüllen.
(3) Das Prüfpersonal für Wirbelstromprüfungen, die nicht an Dampferzeuger-Heizrohren durchgeführt werden, muss die Anforderungen von DIN 25435-6 Tabelle 1 erfüllen.
(4) Das Prüfpersonal für die Prüfung des Allgemeinzustands muss über das für die Prüfaufgabe erforderliche Wissen verfügen und eine zufriedenstellende Sehfähigkeit nachweisen.
(5) Das Prüfpersonal für Funktionsprüfungen muss über das für die Prüfaufgabe erforderliche Wissen verfügen.
8 Bewertung der Prüfergebnisse
8.1 Allgemeines
(1) Auffälligkeiten und Besonderheiten, die Einfluss auf das Prüfergebnis haben, sind zu protokollieren und zu bewerten.
(2) Die Prüfaufsicht der Prüffirma, der Betreiber und der Sachverständige haben sich zu vergewissern und im Rahmen der Protokollierung zu bestätigen, dass die Prüfungen entsprechend den Vorgaben vollständig ausgeführt und nachvollziehbar korrekt bewertet worden sind.
8.2 Volumenprüfung sowie Prüfung der Oberfläche und oberflächennahen Bereiche
Hinweis:Die in den Abschnitten 8.2.1 und 8.2.2 angegebenen Schritte beziehen sich auf das Bild 8-1.
8.2.1 Entscheidungsplan
(1) Nach Beendigung einer Betriebsperiode (Schritt 1) wird die wiederkehrende Prüfung WKPn (Schritt 2) durchgeführt.
(2) Bei Auftreten von Anzeigen ist nach dem als Flussdiagramm aufgebauten Entscheidungsplan (Bild 8-1) vorzugehen.
(3) Bei der Bewertung der Ergebnisse (Schritt 3) ist zu entscheiden, ob Anzeigen die Bewertungsgrenze überschritten haben. Ist das nicht der Fall, darf die Komponente weiterbetrieben werden (Schritt 12).
(4) Werden Anzeigen festgestellt, die die Bewertungsgrenze erreichen oder überschreiten, so sind sie als Befunde zu bezeichnen. Zunächst ist ein Vergleich mit den Ergebnissen der vorangegangenen Prüfung WKPn-1 vorzunehmen (Schritt 4). Haben sich Befunde geändert, sind auch die Ergebnisse weiter zurückliegender Prüfungen zu berücksichtigen, um gegebenenfalls auf den zeitlichen Verlauf der Veränderungen schließen zu können. Aus dem Vergleich der Messwerte ist zu folgern, ob ein Befund neu aufgetreten ist oder ein vorhandener sich vergrößert hat (Schritt 5). Trifft dies nicht zu, darf die Komponente weiterbetrieben werden (Schritt 12).
(5) Bei Ultraschallprüftechniken dürfen Bewertungsmethoden herangezogen werden, die auf einer Bilddarstellung des Prüfergebnisses beruhen. Das Vorgehen ist in der Prüfanweisung anzugeben.
(6) Im Falle des erstmaligen Auftretens oder der Vergrößerung von Befunden ist eine Analyse gemäß Abschnitt 8.2.3 durchzuführen, um auf Art, Lage und Größe schließen zu können (Schritt 6).
(7) Bestätigt sich, dass Fehler entstanden sind oder sich vergrößert haben (Schritt 7), so ist eine Ursachenermittlung und anschließende Sicherheitsanalyse erforderlich (Schritt 8). Hierzu sind u. a. die Betriebsaufzeichnungen heranzuziehen.
(8) Die Sicherheitsanalyse beinhaltet zum Beispiel:
(9) Die Ergebnisse der Ursachenermittlung und der Sicherheitsanalyse sind maßgebend für die Bestimmung der Zulässigkeitsgrenze, d.h. der Entscheidung, ob der Fehler belassen werden darf oder nicht (Schritt 9). Ergibt sich, dass der Fehler im Bauteil belassen werden darf, so sind, sofern möglich, die Ursachen zu beheben (Schritt 10), zum Beispiel durch folgende Maßnahmen:
(10) Der Erfolg der Maßnahmen ist zu kontrollieren, zum Beispiel durch:
(11) Bei Berücksichtigung der angeführten Maßnahmen darf die Komponente weiterbetrieben werden (Schritt 12).
(12) Ergibt sich, dass der Fehler im Bauteil nicht belassen werden darf, so ist eine Reparatur oder ein Austausch der Komponente einzuleiten und, sofern möglich, die Fehlerursache zu beheben (Schritt 11). Die Wirksamkeit der durchgeführten Maßnahmen ist zu kontrollieren, zum Beispiel durch:
Vor Freigabe zum Betrieb ist eine Fertigungsprüfung oder, sofern nach Abschnitt 4.1.3 erforderlich, eine Basisprüfung der instandgesetzten Komponente durchzuführen.
Bild 8-1: Entscheidungsplan für die Bewertung der Ergebnisse der zerstörungsfreien Prüfungen
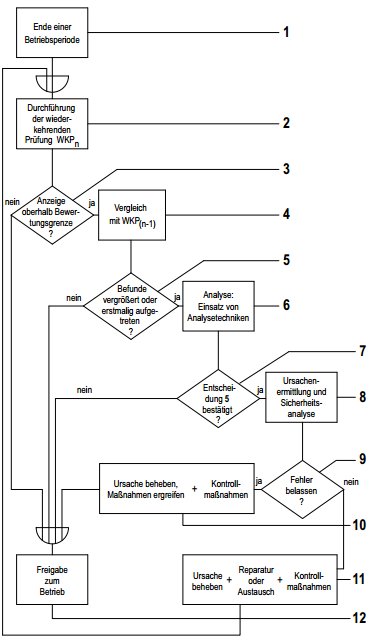
8.2.2 Bewertungsgrenzen
8.2.2.1 Allgemeines
(1) Um die prüftechnisch bedingten Streuungen der Messwerte nicht als Befunde bewerten zu müssen, werden die folgenden Bewertungsgrenzen für wiederkehrende Prüfungen festgelegt.
(2) Alle Anzeigen, die die Registrierschwelle erreichen oder überschreiten, sind in einem Prüfbericht zu dokumentieren. Anzeigen, die die Bewertungsgrenze erreichen oder überschreiten (Schritt 3), sind als Befunde zu behandeln. Im Einzelnen gelten für die Bewertungsgrenze die in den Abschnitten 8.2.2.2 und 8.2.2.3 angegebenen Werte.
(3) Anzeigen, die durch die geometrische Form des Prüfgegenstandes bedingt sind oder eindeutig nachweisbar nicht von Fehlern verursacht sind (z.B. Wellenabspaltungen in der Plattierung), werden als Formanzeigen bewertet, als solche gekennzeichnet und in einer Liste erfasst. Bei periodisch auftretenden Formanzeigen ist eine exemplarische Erfassung ausreichend.
8.2.2.2 Prüfung der Oberflächen
8.2.2.2.1 Magnetpulver- und Eindringprüfung
(1) Die Bewertungsgrenze ist überschritten, wenn die Anzeigen
(2) Bei einem Feld von Anzeigen mit Ausdehnungen von kleiner als 3 mm ist die Bewertungsgrenze überschritten, wenn die Ausdehnung des Feldes 1000 mm2 überschreitet.
8.2.2.2.2 Ultraschallprüfung
(1) Bisher noch nicht dokumentierte Anzeigen, die gemäß Abschnitt 4.2.7 (3) zu registrieren sind, und deren Auftreten nicht durch prüftechnische Toleranzen oder durch eine Neufestlegung der Registrierschwelle bei Einsatz eines gleichartigen Prüfverfahrens erklärt werden können, sind bewertungspflichtig.
(2) Bei der Anwendung von Prüftechniken mit Echohöhenbewertung gemäß Abschnitt 4.2.3.3.3 (1), (3) oder (4) ist die Bewertungsgrenze ist überschritten, wenn
(3) Bei der Anwendung von Prüftechniken gemäß Abschnitt 4.2.3.3.3 (5) ist die Bewertungsgrenze überschritten, wenn Anzeigen charakteristische Eigenschaften der an den Vergleichsreflektoren ermittelten Anzeigenmuster aufweisen.
8.2.2.2.3 Durchstrahlungsprüfung
Bei der Durchstrahlungsprüfung sind Anzeigen, die auf Risse oder Bindefehler schließen lassen, sowie Wanddickenschwächungen infolge Korrosion als Befunde zu behandeln.
8.2.2.2.4 Wirbelstromprüfung
(1) Bei der Prüfung von Gewindebereichen, Schweißnähten, Plattierungen und Grundwerkstoffbereichen ist die Bewertungsgrenze überschritten, wenn
(2) Bei der Wirbelstromprüfung der Dampferzeuger-Heizrohre ist die Bewertungsgrenze überschritten, wenn die Anzeige auf flächige Trennungen oder auf eine Wanddickenschwächung von 30 % oder mehr schließen lässt. Bei Anzeigen von Einschnürungen (Beulen), die die Registrierschwelle gemäß 4.2.7 (5) erreichen oder überschreiten, ist die dadurch bedingte Beeinträchtigung der Wirbelstromprüfung zu bewerten.
8.2.2.2.5 Sichtprüfung
Bei der Sichtprüfung sind solche Auffälligkeiten gemäß Abschnitt 4.2.7 (6) als Befunde zu behandeln, die
8.2.2.3 Volumenprüfungen
(1) Bei der Ultraschallprüfung ist die Bewertungsgrenze überschritten, wenn
(2) Bei der Durchstrahlungsprüfung sind Anzeigen, die auf Risse oder Bindefehler schließen lassen, als Befunde zu behandeln.
8.2.3 Analysen beim erstmaligen Auftreten oder der Vergrößerung von Befunden
(1) Für die gemäß Abschnitt 8.2.1 (6) geforderten Analysen ist in folgenden Schritten vorzugehen:
Ergibt die Analyse keine eindeutige Klärung hinsichtlich der Merkmale nach bb) und bc), so ist für die Bewertung eine flächige, zum Medium hin offene Trennung anzunehmen.
(2) Für den Fall, dass Hinweise auf eine flächige Trennung bestehen oder vom Vorhandensein derselben ausgegangen wird, sind Analysetechniken einzusetzen, die für eine sicherheitstechnische Bewertung ausreichend genaue Angaben über die Größe des Fehlers (Tiefenerstreckung und Länge) ermöglichen.
Hinweis:Als Analysetechniken kommen z.B. in Betracht:
- Synthetische Apertur Fokussierungstechnik (SAFT),
- Beugungslaufzeitverfahren (TOFD),
- Rissspitzensignalverfahren,
- Echotomographie,
- mechanisierte Radiografie.
(3) Die Eignung der einzusetzenden Analysetechniken ist an Hand von Vergleichskörpermessungen nachzuweisen, wobei für die Qualifizierung nach der Methodik der Richtlinie VGB-R 516 (VGB-ENIQ-Richtlinie) vorzugehen ist.
8.3 Prüfung des Allgemeinzustands
Werden bei der Prüfung des Allgemeinzustands Auffälligkeiten festgestellt, so ist in jedem Einzelfall zu entscheiden, ob und welche weitergehenden Untersuchungen notwendig sind.
8.4 Druckprüfung
Die Druckprüfung gilt als bestanden, wenn die Komponenten über die Haltezeit dem geforderten Prüfdruck standgehalten haben (siehe Abschnitt 4.5).
8.5 Funktionsprüfungen an Sicherheitseinrichtungen gegen Drucküberschreitung
Die Funktionsprüfungen gelten als bestanden, wenn die in der Prüfanweisung spezifizierten Werte erreicht wurden.
9 Betriebsüberwachung
9.1 Allgemeines
(1) Betriebsdaten, die für die Integrität der Komponenten der druckführenden Umschließung des Reaktorkühlmittels von Bedeutung sind, müssen überwacht werden.
(2) Es dürfen nur für die jeweilige Aufgabenstellung geeignete Mess-Systeme (z.B. hinsichtlich Empfindlichkeit, Auflösung bei der Messwerterfassung und -darstellung, Einstellung von Warn- und Alarmschwellen) verwendet werden.
(3) Treten Betriebszustände auf, die durch die spezifizierten Lastkollektive nicht abgedeckt sind, ist eine Ursachenermittlung und eine Bewertung der Betriebszustände im Hinblick auf die sicherheitstechnischen Auswirkungen vorzunehmen.
(4) Bei Änderungen von Randbedingungen mit erwartetem sicherheitstechnisch relevantem Einfluss auf die Integrität der Druckführenden Umschließung ist die unveränderte Gültigkeit der im Rahmen der Auslegung nach KTA 3201.2 geführten Integritätsnachweise zu bestätigen, z.B. ist
zu bewerten.
9.2 Überwachung der Belastungen
9.2.1 Überwachung der thermischen und quasistatischen mechanischen Belastungen
(1) Es ist sicherzustellen, dass zeitliche und örtliche ermüdungsrelevante Temperaturänderungen durch ein ausreichend dichtes Messstellennetz der Standardinstrumentierung erfasst werden. Bei der Auswahl der Messstellen sind Auswirkungen aus der Fahrweise (geringe Massenströme, indifferente Druckverhältnisse, Schaltvorgänge, Temperaturdifferenzen) und der Konstruktion (Rohrleitungsverlegung, Absperrfunktion bei Armaturen) zu berücksichtigen.
(2) Bei möglicher Temperaturschichtung sind die Temperaturmessstellen so vorzusehen, dass alle maßgeblichen Belastungsgrößen über dem Rohrleitungsquerschnitt und entlang des Rohrleitungsstranges erfasst werden können.
(3) Bei Rohrleitungen ist durch eine direkte (z.B. durch Erfassung der Rohrleitungsverschiebung) oder indirekte (z.B. durch den Nachweis der ordnungsgemäßen Funktion von Halterungen und Durchführungen) Überwachung sicherzustellen, dass eine unbehinderte Verschiebung (z.B. infolge Wärmedehnung) der Rohrleitung möglich ist.
Hinweis:Die Überprüfung der ordnungsgemäßen Funktion der Halterungen von Kleinleitungen erfolgt im Rahmen der Prüfung des Allgemeinzustands, siehe Abschnitt 4.4 (3).
(4) Die Ergebnisse sind zeitnah dahingehend auszuwerten, ob relevante Veränderungen zu bisherigen Ergebnissen der Betriebsüberwachung vorliegen und zu bewerten sind.
(5) Die Messergebnisse sind den jeweiligen Betriebszuständen zuzuordnen und hinsichtlich ihres Einflusses auf die Bauteilermüdung auszuwerten. Die Erschöpfungsgrade sind örtlich für die aufgetretenen Belastungen zu bestimmen, um diesbezügliche Aussagen zur vorhandenen Komponentenqualität treffen zu können.
(6) Haben Betriebszustände gemäß Abschnitt 9.1 Absatz 3 Einfluss auf die Bauteilermüdung, ist eine Überprüfung des bei der Auslegung gemäß KTA 3201.2 Gleichung (7.8-1) prognostizierten rechnerischen Erschöpfungsgrades erforderlich. Bei Erreichen der Aufmerksamkeitsschwellen
ist durch geeignete betriebliche, betriebsüberwachende oder prüftechnische Maßnahmen oder eine Kombination dieser Maßnahmen sicherzustellen, dass der Ermüdungsfortschritt in sicherheitstechnisch zulässigen Grenzen gehalten wird.
Hierfür ist der Nachweis zu führen, dass durch zerstörungsfreie Prüfungen keine Rissbildungen festgestellt wurden und bruchmechanische Analysen unter Berücksichtigung des Mediumeinflusses für postulierte Anrisse nur ein begrenztes Risswachstum bis zum nächsten, gegebenenfalls vorzuziehenden, Prüfzeitpunkt ausweisen.
Hinweis:Erfolgt die Festlegung der erforderlichen Maßnahmen von Ermüdungsbewertungen, die auf Basis der Ermüdungskurve aus Bild 7.8-2 in KTA 3201.2 (1996-06) erstellt wurden, wird bei austenitischen Stählen anstelle des Wertes D = 0,4 der Wert D = 0,2 als sachgerecht angesehen.
(7) Ergeben sich aus der Betriebsüberwachung sowie aus der Änderung des Kenntnisstandes neue Anforderungen an die Betriebsüberwachung, so ist das Messsystem in geeigneter Weise zu modifizieren.
(8) Im Allgemeinen ist pro Brennelement-Zyklus eine Bewertung der Messergebnisse vorzunehmen und in einem Bericht zu dokumentieren. Die Art der Messwerterfassung bei der Temperaturmessung ist bei der Auswertung zu berücksichtigen.
(9) Für die Ermittlung der thermischen Belastungen gelten die Anforderungen gemäß DIN 25475-3.
9.2.2 Schwingungsüberwachung
(1) Während der ersten Inbetriebnahme der Anlage ist das Schwingungsverhalten der Komponenten des Primärkreises zu messen. Hierbei sind auch Kleinleitungen repräsentativ zu berücksichtigen. Die Ergebnisse sind für den Betriebsfestigkeitsnachweis auszuwerten und als Vergleichsbasis für die betriebliche Schwingungsüberwachung heranzuziehen. Handelt es sich um eine Folgeanlage, ist ein geringerer Umfang des Messprogramms als für eine Erstanlage zulässig (siehe auch KTA 3204 Abschnitt 9.4.2).
(2) Die Instrumentierung für die Schwingungsmessungen während der Inbetriebnahme soll so gewählt werden, dass diese Messungen auch während des Betriebs des Kernkraftwerks durchgeführt werden können.
(3) Über die Notwendigkeit einer Schwingungsüberwachung während des Betriebs einer Anlage ist anhand der Ergebnisse der Schwingungsmessungen während der Inbetriebnahme in Verbindung mit einer rechnerischen Überprüfung sowie unter Berücksichtigung der Betriebserfahrungen vergleichbarer Anlagen zu entscheiden.
(4) Wird eine Schwingungsüberwachung während des Betriebs durchgeführt, sind folgende Randbedingungen zu beachten:
(5) Bei DWR-Anlagen gelten die Anforderungen an das System, den Umfang der Überwachung der Reaktoranlage und die wiederkehrenden Prüfungen des Systems nach DIN 25475-2.
9.2.3 Überwachung auf Auswirkungen infolge schlagartiger
Belastungen
(1) Es ist sicherzustellen, dass schlagartige Belastungen (z.B. Kondensationsschlag, Wasserhammer, Wasserstoffexplosion) durch geeignete Maßnahmen erfasst werden.
(2) Geeignete Maßnahmen hierfür sind:
9.3 Überwachung der Wasserqualität
(1) Die Wasserqualität im Primär- und Sekundärkreis ist zu überwachen und zu dokumentieren.
(2) Die einzuhaltenden chemischen und physikalischen Werte der primär- und sekundärseitigen Wasserqualität sowie die Häufigkeit der Messungen sind vom Ersteller der Reaktoranlage anzugeben und in das Betriebshandbuch aufzunehmen.
(3) Abweichungen von den einzuhaltenden chemischen und physikalischen Werten sind gemäß Abschnitt 3 zu bewerten (siehe Bild 3-1 (7)).
9.4 Überwachung von Radiolysegasansammlungen
(1) Es sind Vorsorgemaßnahmen gegen unzulässige Radiolysegasansammlungen zu treffen. Hierfür sind
Hinweis:(1) Passive Maßnahmen sind z.B. Anbringen von Spülbohrungen an Armaturen, Bypassleitungen und Abfuhr von Radiolysegas durch nicht absperrbare Entlüftung.
(2) Aktive Maßnahmen sind z.B. Rekombination von Radiolysegas mittels Katalysatoren, Abfuhr von Radiolysegas aus Hochpunkten über eine absperrbare Entlüftung, intermittierendes Spülen von Rohrleitungen.
Die Vorsorgemaßnahmen sind in einer Unterlage zusammen zu stellen. Diese Unterlage ist bei Änderungen der Konstruktion oder der Betriebsweise anzupassen.
(2) Die Wirksamkeit der Vorsorgemaßnahmen ist zu überwachen. Zum Erhalt der Wirksamkeit der Vorsorgemaßnahmen sind insbesondere
(3) Sind zur Überwachung von Radiolysegasansammlungen Temperaturmessungen vorzunehmen, müssen die Temperaturmessungen folgende Anforderungen erfüllen:
(4) Kontinuierliche Temperaturschwankungen, die nicht im Zusammenhang mit intermittierenden Spülmaßnahmen stehen, sind als mögliche Radiolysegasreaktionen zu behandeln; es sind Überprüfungen an den betroffenen Bauteilen vorzunehmen und Vorkehrungen gegen eine Wiederholung zu treffen.
(5) Umfang und Art der wiederkehrenden Prüfungen sind im Prüfhandbuch festzulegen. Die Festlegungen sind auf der Basis der Betriebserfahrungen fortzuschreiben.
9.5 Überwachung der Änderung von Werkstoffeigenschaften
(1) Eine Überwachung des Bestrahlungsverhaltens von Werkstoffen des kernnahen Bereichs der drucktragenden Wand des Reaktordruckbehälters ist nach KTA 3203 durchzuführen.
(2) Im Rahmen von Umrüstmaßnahmen ausgebaute Bauteile sind repräsentativ auf mögliche Änderungen der Werkstoffeigenschaften und mögliche Schäden infolge von betrieblichen Einflüssen hin zu untersuchen. Dabei sind zerstörungsfreie und zerstörende Prüfungen (Ermittlung der mechanisch-technologischen Kennwerte und Bauteilmetallographie) durchzuführen. Das Untersuchungsprogramm ist anlagenbezogen festzulegen.
9.6 Lecküberwachung
9.6.1 Anforderungen
Das Leckageüberwachungssystem ist so auszulegen, dass die Erkennung und hinreichend genaue Lokalisierung von Leckagen an der druckführenden Umschließung des Reaktorkühlmittels während des Betriebs möglich ist. Für dieses System ist eine Nachweisempfindlichkeit gefordert, die es gestattet, solche Leckagen zu erfassen, bei denen noch keine automatische Auslösung von Sicherheitsmaßnahmen aufgrund von Druckaufbau im umgebenden Gebäude oder durch systemeigene Messung (z.B. Druck- oder Füllstandsabfall) eintritt. Die Empfindlichkeit der Lecküberwachung ist nachzuweisen.
9.6.2 Messverfahren
(1) Im Folgenden werden Beispiele für Messgrößen genannt, die einzeln oder in Kombination zur Lecküberwachung geeignet sind:
(2) Die infrage kommenden Messgeräte sind für folgende Umgebungsbedingungen auszulegen:
(3) Zur Lokalisierung von Leckagen ist eine Aufteilung in einzelne Raumbereiche zweckmäßig.
(4) Das Lecküberwachungssystem sollte als eigenständiges System jeweils für die zu überwachenden Raumbereiche gemäß Absatz 3 ausgelegt werden. Vorhandene betriebliche Messeinrichtungen dürfen zur Bewertung herangezogen werden, wenn sie für die veränderten Umgebungsbedingungen bei Auftreten von Leckagen zugelassen sind.
(5) Die Anordnung der Messstellen für Luftfeuchte oder Taupunkt sowie Lufttemperatur muss in der gerichteten Strömung der Umluftanlage erfolgen, so dass die Ortung von Leckagen möglich ist.
(6) Besteht die Umluftanlage aus Teilsystemen, die unterschiedlichen Raumbereichen zugeordnet sind, ist für jeden Bereich getrennt der Kondensatanfall an den Umluftkühlern zu messen.
(7) Mittels der Radioaktivitätsüberwachung der Raumabluft ist festzustellen, ob es sich um ein Leck an einem System handelt, das Radioaktivität führt.
(8) Für das Gebäudeentwässerungssystem ist der Wasserstand für jeden Sumpf getrennt zu erfassen.
(9) Die Messgrößen des Lecküberwachungssystems sind in geeigneter Weise zu erfassen. Ausgewählte Messgrößen sind auf der Warte oder im Wartenneben- oder Rechnerraum derart anzuzeigen, dass auf den zeitlichen Verlauf der Leckage geschlossen werden kann.
(10) Für ausgewählte Messgrößen sind Schwellenwerte festzulegen, bei deren Überschreiten im Rahmen des Leistungsbetriebs der Anlage eine Störungsmeldung auf der Warte erfolgt.
9.6.3 Lecküberwachung der Steuerelementantriebe
Die drucktragende Wand der Steuerelementantriebe ist während des Betriebs integral auf Leckagen zu überwachen.
9.6.4 Überwachung auf Leckagen vom Primär- zum Sekundärkreis
Bei Anlagen mit Druckwasserreaktor ist der Frischdampf auf Radioaktivität zu überwachen. Bei festgestellten Leckagen sind die Messwerte in Bezug auf die Größe des Lecks in den Dampferzeuger-Heizrohren auszuwerten.
9.7 Überwachung des Primärkreises auf lose Teile
(1) Zur frühzeitigen Erkennung von Schäden und zur Lokalisierung loser Teile ist der Primärkreis durch ein Körperschallüberwachungssystem zu überwachen.
(2) Anforderungen an das System, den Umfang der Überwachung der Reaktoranlage und die wiederkehrenden Prüfungen des Systems sind in DIN 25475-1 festgelegt.
(3) Fällt die Körperschallüberwachung wegen teilweisen oder vollständigen Versagens der Messeinrichtungen aus, darf die Wiederinbetriebnahme der Messeinrichtungen spätestens bis zum nächstfolgenden planmäßigen Anlagenstillstand verschoben werden.
9.8 Überwachung der Einhaltung des zulässigen RDB-Innendrucks
(1) Der nach KTA 3201.2 zulässige Innendruck ist zu berechnen und im Druck-Temperatur-Diagramm darzustellen.
(2) Die Einhaltung des zulässigen Innendrucks ist gemäß den Vorgaben des Druck-Temperatur-Diagramms zu überwachen.
10 Beteiligung bei wiederkehrenden Prüfungen und der Betriebsüberwachung
(1) Der Betreiber der Reaktoranlage hat zu veranlassen, dass die in der Prüfliste aufgeführten Prüfungen zu den festgelegten Terminen durchgeführt werden.
(2) Der Sachverständige ist an den Maßnahmen zu Wiederkehrenden Prüfungen und Betriebsüberwachung auf der Grundlage eines entsprechenden Auftrags der zuständigen Behörde zu beteiligen. Die Beteiligung des Sachverständigen an den Wiederkehrenden Prüfungen muss sicherstellen, dass ihm eine Bewertung gemäß Bild 8-1 Schritte 2 bis 7 möglich ist. Die Beteiligung des Sachverständigen an den Maßnahmen zur Betriebsüberwachung ist anlagenbezogen festzulegen.
(3) Manuelle Ultraschallprüfungen sind vom Betreiber und vom Sachverständigen eigenständig durchzuführen und zu bewerten.
11 Dokumentation
11.1 Allgemeines
(1) Die Durchführung der Prüfungen und Betriebsüberwachungsmaßnahmen sowie deren Ergebnisse sind zu dokumentieren. Hierfür gelten die Anforderungen in KTA 1404.
(2) Die Qualifizierung und Zertifizierung des Prüfpersonals sowie die Kalibrierung der Prüfmittel sind zu dokumentieren.
11.2 Erforderliche Unterlagen bei wiederkehrenden Prüfungen
(1) Die für die Dokumentation erforderlichen Unterlagen sind für die mechanisierten Ultraschallprüfungen in Bild 11-1 aufgeführt. Für andere Prüfverfahren sind sinngemäße Unterlagen zu erstellen.
(2) Die Prüfliste 1 hat nach KTA 1202 u.a. grundlegende Festlegungen zu Prüfabschnitten, -verfahren, -umfängen und -intervallen zu enthalten. Die Details der Prüfdurchführung sind für jedes Prüfverfahren in auf den jeweiligen Fall zugeschnittenen Prüfanweisungen 2 oder allgemeingültigen Standardprüfanweisungen/Prüfspezifikationen 3 festzulegen.
(3) Um die Prüfung am Prüfort reibungslos durchführen zu können, sind Prüfbereichsunterlagen 4 zu erstellen. Sie haben bei mechanisierten Ultraschall-Prüfungen zum Beispiel Manipulator-Fahrprogramm, Kanalbelegung, Einstellung der Prüfempfindlichkeit, zu beinhalten.
(4) Um eine Prüfung reproduzieren zu können, sind die wesentlichen technischen Daten der Prüfeinrichtung in einer technischen Beschreibung 5 zu dokumentieren.
(5) Mit den Unterlagen nach 1 bis 5 wird die Prüfung begonnen. Sollten aufgrund der Bedingungen am Prüfort Änderungen an den Prüfbereichsunterlagen oder Gerätedaten notwendig werden, sind diese mittels Revisionsblätter 4a zu dokumentieren.
(6) Alle Messwerte (Urdaten 6) sind zunächst auf Datenträgern aufzuzeichnen. Nach Auswertung der Prüfergebnisse 7 sind alle registrierpflichtigen Anzeigen in Anzeigenlisten 8 einzutragen.
(7) Anzeigen, die als Befunde zu werten sind, müssen in die Befundprotokolle 9 übernommen werden. Anzeigenlisten und Befundprotokolle sind Bestandteile des Prüfberichts (Abschlussberichts 10).
11.3 Aufbewahrungsfristen bei wiederkehrenden Prüfungen
(1) Unterlagen nach 1 bis 5 und 10 sind über die Lebensdauer der Komponente in der Reaktoranlage aufzubewahren.
(2) Die Urdatenträger 6 sind mindestens bis zum Abschluss der nächstfolgenden wiederkehrenden Prüfung des betreffenden Prüfabschnitts der Komponente aufzubewahren. Sollten bei der Bewertung von Anzeigen Änderungen gegenüber der vorhergehenden Prüfung (siehe Schritt 7 in Bild 8-1) festgestellt werden, sind diese Urdaten während der Lebensdauer der Komponente aufzubewahren.
(3) Ist zu befürchten, dass Dokumente oder Datenträger trotz sachgerechter Lagerung während der Aufbewahrungszeit einen sinnentstellenden Datenverlust erleiden, ist rechtzeitig ein Überspielen auf neue Datenträger vorzusehen.
11.4 Erforderliche Unterlagen bei der Überwachung der mechanischen und thermischen Belastungen
Für die Dokumentation sind Unterlagen erforderlich mit Angaben zu:
Bild 11-1: Unterlagen zur Dokumentation mechanisierter wiederkehrender Ultraschallprüfungen
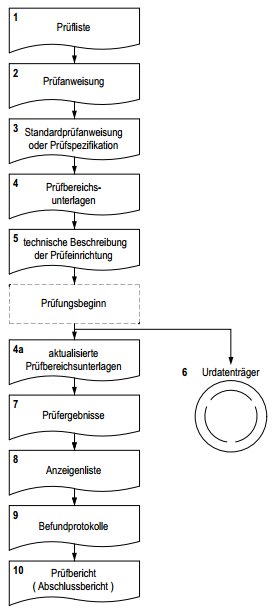
| Bestimmungen, auf die in dieser Regel verwiesen wird | Anhang A |
(Die Verweise beziehen sich nur auf die in diesem Anhang angegebene Fassung. Darin enthaltene Zitate von Bestimmungen beziehen sich jeweils auf die Fassung, die vorlag, als die verweisende Bestimmung aufgestellt oder ausgegeben wurde.)
| AtG | Gesetz über die friedliche Verwendung der Kernenergie und den Schutz gegen ihre Gefahren (Atomgesetz - AtG) in der Fassung der Bekanntmachung vom 15. Juli 1985 (BGBl. I S. 1565), zuletzt geändert durch Artikel 1 des Gesetzes vom 26. Juli 2016 (BGBl. I 2016, Nr. 37, S. 1843) |
| StrlSchV | Verordnung über den Schutz vor Schäden durch ionisierende Strahlen (Strahlenschutzverordnung - StrlSchV) vom 20. Juli 2001 (BGBl. I 2001, Nr. 38, S. 1714), zuletzt geändert durch Artikel 8 des Gesetzes vom 26. Juli 2016 (BGBl. I 2016, Nr. 37, S. 1843) |
| SiAnf (2015-03) | Sicherheitsanforderungen an Kernkraftwerke (SiAnf) in der Fassung der Bekanntmachung vom 3. März 2015 (BAnz AT 30.03.2015 B2) |
| Interpretationen (2015-03) | Interpretationen zu den Sicherheitsanforderungen an Kernkraftwerke vom 22. November 2012, geändert am 3. März 2015 (BAnz AT 30.03.2015 B3) |
| RL-Strahlenschutz | Richtlinie für den Strahlenschutz des Personals bei Tätigkeiten der Instandhaltung, Änderung, Entsorgung und des Abbaus in kerntechnischen Anlagen und Einrichtungen; Teil 2: Die Strahlenschutzmaßnahmen während des Betriebs und der Stilllegung einer Anlage oder Einrichtung (IWRS II) vom 17. Januar 2005 (GMBl. 2005, Nr. 13, S. 258) |
| KTA 1202 (2009-11) | Anforderungen an das Prüfhandbuch |
| KTA 1404 (2013-11) | Dokumentation beim Bau und Betrieb von Kernkraftwerken |
| KTA 3201.1 (1998-06) | Komponenten des Primärkreises von Leichtwasserreaktoren; Teil 1: Werkstoffe und Erzeugnisformen |
| KTA 3201.2 (2013-11) | Komponenten des Primärkreises von Leichtwasserreaktoren; Teil 2: Auslegung, Konstruktion und Berechnung |
| KTA 3201.3 (2007-11) | Komponenten des Primärkreises von Leichtwasserreaktoren; Teil 3: Herstellung |
| KTA 3203 (2001-06) | Überwachung des Bestrahlungsverhaltens von Werkstoffen des Reaktordruckbehälters von Leichtwasserreaktoren |
| KTA 3204 (2015-11) | Reaktordruckbehälter-Einbauten |
| KTA 3405 (2015-11) | Dichtheitsprüfung des Reaktorsicherheitsbehälters |
| DIN EN ISO 2400 (2013-01) | Zerstörungsfreie Prüfung - Ultraschallprüfung - Beschreibung des Kalibrierkörpers Nr. 1 (ISO 2400:2012); Deutsche Fassung EN ISO 2400:2012 |
| DIN EN ISO 3452-3 (2014-03) | Zerstörungsfreie Prüfung - Eindringprüfung - Teil 3: Kontrollkörper (ISO 3452-3:2013); Deutsche Fassung EN ISO 3452-3:2013 |
| DIN EN ISO 6520-1 (2007-11) | Schweißen und verwandte Prozesse - Einteilung von geometrischen Unregelmäßigkeiten an metallischen Werkstoffen - Teil 1: Schmelzschweißen (ISO 6520-1:2007); Dreisprachige Fassung EN ISO 6520-1:2007 |
| DIN EN ISO 7963 (2010-12) | Zerstörungsfreie Prüfung - Ultraschallprüfung - Beschreibung des Kalibrierkörpers Nr. 2 (ISO 7963:2006); Deutsche Fassung EN ISO 7963:2010 |
| DIN EN ISO 9934-2 (2015-12) | Zerstörungsfreie Prüfung - Magnetpulverprüfung - Teil 2: Prüfmittel (ISO 9934-2:2015); Deutsche Fassung EN ISO 9934-2:2015 |
| DIN EN ISO 19232-1 (2013-12) | Zerstörungsfreie Prüfung - Bildgüte von Durchstrahlungsaufnahmen - Teil 1: Ermittlung der Bildgütezahl mit Draht-Typ-Bildgüteprüfkörper (ISO 19232-1:2013); Deutsche Fassung EN ISO 19232-1:2013 |
| DIN 25435-1 (2014-01) | Wiederkehrende Prüfungen der Komponenten des Primärkreises von Leichtwasserreaktoren - Teil 1: Mechanisierte Ultraschallprüfung |
| DIN 25435-2 (2014-01) | Wiederkehrende Prüfungen der Komponenten des Primärkreises von Leichtwasserreaktoren - Teil 2: Magnetpulver- und Eindringprüfung |
| DIN 25435-3 (2006-12) | Wiederkehrende Prüfungen der Komponenten des Primärkreises von Leichtwasserreaktoren - Teil 3: Druckprüfung |
| DIN 25435-4 (2014-01) | Wiederkehrende Prüfungen der Komponenten des Primärkreises von Leichtwasserreaktoren - Teil 4: Sichtprüfung |
| DIN 25435-6 (2014-01) | Wiederkehrende Prüfungen der Komponenten des Primärkreises von Leichtwasserreaktoren - Teil 6: Wirbelstromprüfung von Dampferzeuger-Heizrohren |
| DIN 25435-7 (2014-01) | Wiederkehrende Prüfungen der Komponenten des Primärkreises von Leichtwasserreaktoren - Teil 7: Durchstrahlungsprüfung |
| DIN 25475-1 (2013-01) | Kerntechnische Anlagen - Betriebsüberwachung - Teil 1: Körperschallüberwachung zum Erkennen loser Teile |
| DIN 25475-2 (2009-05) | Kerntechnische Anlagen - Betriebsüberwachung - Teil 2: Schwingungsüberwachung zur frühzeitigen Erkennung von Änderungen im Schwingungsverhalten des Primärkreises von Druckwasserreaktoren |
| DIN 25475-3 (2015-04) | Kerntechnische Anlagen - Betriebsüberwachung - Teil 3: Betriebsbegleitende Ermittlung von thermischen Belastungen |
| VGB-R 516 (2010) | Richtlinie "Methodik für das Vorgehen bei der Qualifizierung von zerstörungsfreien Prüfungen" (VGB-ENIQ-Richtlinie), 2. Ausgabe, Herausgegeben von der VGB Power Tech e.V. |
| (informativ) Änderungen gegenüber der Fassung 2010-11 | Anhang B |
(1) Der Abschnitt "Grundlagen" wurde im Absatz 1 an die für alle KTA-Regeln einheitliche Form angepasst und im Absatz 2 um Vorgaben aus den "Sicherheitsanforderungen an Kernkraftwerke" (SiAnf) sowie den "Interpretationen zu den Sicherheitsanforderungen an Kernkraftwerke" ergänzt.
(2) Die gesamte Regel wurde an den aktuellen Stand der Normen angepasst und die normativen Verweise im Anhang A wurden aktualisiert.
(3) Im Abschnitt 2 wurde eine Definition des Begriffs "Echohöhenbewertung" neu aufgenommen.
(4) Der Regeltext im Abschnitt 4.2.3.2 wurde überarbeitet, um
(5) Im Abschnitt 4.2.3.3.2 wurden die Anforderungen an den Vergleichskörper durch Obernahme der in KTA 3211.4 (2013-11) enthaltenen Anforderungen an den Durchmesser des Vergleichskörpers sowie der Bedingungen für die Verwendung ebener Vergleichskörper und von Vergleichskörpern ohne Schweißnaht präzisiert.
(6) Die im Abschnitt 4.2.3.3.3 aufgeführten Kriterien für die Eignung von Prüftechniken bei der Prüfung von Stumpfnähten und von nicht plattierten Grundwerkstoffbereichen sowie die zugehörige Tabelle 4-1 wurden überarbeitet und vereinfacht. Mit den überarbeiteten Festlegungen erfolgt jetzt eine klare Unterscheidung zwischen Fällen. wo eine Echohöhenbewertung möglich ist. und Fällen. wo eine Mustererkennung zur Anwendung kommen muss. Die Überarbeitung erfolgte auf Basis der Erfahrungen. die bei der Anwendung der Festlegungen in KTA 3201.4 (2010-11) gesammelt wurden. Bei der Überarbeitung wurde berücksichtigt, dass der in KTA 3201.4 (2010-11) zugelassene Fall 2 gemäß Tabelle 4-1 in der Praxis selten auftritt. Die jetzt in Tabelle 4-1 vorgesehenen Fälle 1 und 2 decken alle praxisrelevanten Anwendungen bei der Prüfung von Stumpfnähten und von nicht plattierten Grundwerkstoffbereichen ab.
(7) Im Abschnitt 4.2.3.3.4 (1) d) wurde ein fehlerhafter Verweis korrigiert.
(8) Die Anforderungen an die Wirbelstromprüfung im Abschnitt 4.2.4 wurden durch Obernahme folgender Festlegungen aus KTA 3211.4 (2013-11) aktualisiert und präzisiert:
Außerdem wurde die Festlegung im Abschnitt 4.2.4.2.3 (4) a) mit der Formulierung in 4.2.7 (5) b) in Obereinstimmung gebracht.
(9) Im Abschnitt 4.2.7 wurden neben Anpassungen aufgrund der Änderungen im Abschnitt 4.2.3.3.3 folgende Änderungen vorgenommen:
(10) Im Abschnitt 8.2.2.2.2 wurde der Regeltext ausgehend von den Änderungen in den Abschnitten 4.2.3.3.3. 4.2.3.3.4 und 4.2.7 inhaltlich angepasst und redaktionell überarbeitet.
(11) Die Festlegungen im Abschnitt 9.2.1 "Überwachung der thermischen und quasistatischen mechanischen Belastungen" wurden wie folgt aktualisiert:
 | ENDE | |