
 Für einen individuellen Ausdruck passen Sie bitte die Für einen individuellen Ausdruck passen Sie bitte dieEinstellungen in der Druckvorschau Ihres Browsers an. ▢ Regelwerk, Abfall, LAGA |  |
LAGA M31 B - "Umsetzung des Elektro- und Elektronikgerätegesetzes"
"Technische Anforderungen an die Behandlung und Verwertung von Elektro- und Elektronikaltgeräten"
Mitteilung der Bund/Länder-Arbeitsgemeinschaft Abfall
(Stand 18.04.2018)
(LAGA - Bund/Länder-Arbeitsgemeinschaft Abfall)
(Diese LAGA ersetzt den Teil ab Nummer 8 der LAGA M31)
Vorwort
Das ElektroG hat das Ziel, die schädlichen Auswirkungen der Entstehung und Bewirtschaftung von Elektro- und Elektronikaltgeräten zu vermeiden oder zu verringern, die Gesamtauswirkungen der Ressourcennutzung zu reduzieren und die Effizienz der Ressourcennutzung zu steigern.
Diese Mitteilung soll dazu beitragen, die EU-rechtlichen Vorgaben und die Regelungen des ElektroG umzusetzen und mehr Rechtsklarheit für die betroffenen Akteure, eine Vereinheitlichung, Vereinfachung und Stärkung des Vollzugs sowie eine größere Transparenz des Entsorgungsgeschehens erreichen.
Die grundlegenden Anforderungen an die Entsorgung von Elektro- und Elektronikaltgeräten (EAG) werden in der LAGA-Mitteilung 31 A beschrieben. Die vorliegende LAGA-Mitteilung 31 B dient der Konkretisierung und Erläuterung der Anforderungen nach dem Stand der Technik, die an die Behandlung und Verwertung von Elektro- und Elektronikaltgeräten nach dem ElektroG gestellt werden. Um möglichst konsensuale, einheitliche Standards und Anforderungen an die Behandlung zu stellen, wurden dabei die einschlägigen nationalen und europäischen Normen sowie flankierende Rechtsvorgaben berücksichtigt. Die Vollzugsbehörden, Sachverständigen und die Betreiber von Anlagen für die Behandlung von EAG sollen sich an diesen Vorgaben orientieren, um die Einhaltung bundesweit einheitlicher Mindeststandards gewährleisten zu können.
1. Einleitung
Nach § 20 Absatz 1 Satz 1 ElektroG sind Altgeräte vor der Durchführung weiterer Verwertungs- oder Beseitigungsmaßnahmen einer Erstbehandlung zuzuführen. Vor der Erstbehandlung ist gemäß § 20 Absatz 1 Satz 2f zu prüfen, ob das Altgerät oder einzelne Bauteile einer Vorbereitung zur Wiederverwendung zugeführt werden können (vgl. dazu LAGA M31 A, Kapitel 7.2). Vertragliche Vorgaben an Behandlungsanlagen, die eine Vorbereitung zur Wiederverwendung von EAG ausschließen, sind nach ElektroG rechtlich nicht zulässig.
Die Erstbehandlung und weitere Behandlungstätigkeiten haben gemäß § 20 Absatz 2 Satz 1 ElektroG nach dem Stand der Technik zu erfolgen. Derzeit erarbeiten die europäischen Normungsorganisationen im Auftrag der Kommission dem Stand der Technik entsprechende europäische Normen für die Behandlung von Elektro- und Elektronik-Altgeräten (siehe hierzu Kap. 2.7) 1, 2
Die Erstbehandlung muss in einer nach § 21 ElektroG zertifizierten Erstbehandlungsanlage (EBA) durchgeführt werden. Hierbei sind gemäß § 20 Absatz 2 Satz 2 f mindestens alle Flüssigkeiten zu entfernen und die Anforderungen an die selektive Behandlung nach Anhang 4 ElektroG zu erfüllen. Andere Behandlungstechniken, die mindestens das gleiche Maß an Schutz für die menschliche Gesundheit und die Umwelt sicherstellen, können erst nach Aufnahme in Anhang VII der Richtlinie 2012/19/EU ergänzend zu den Anforderungen nach Anlage 4 angewandt werden.
Standorte für die Lagerung und Behandlung von Altgeräten müssen gemäß § 20 Absatz 1 Satz 4 mindestens die technischen Anforderungen nach Anlage 5 ElektroG erfüllen. Danach müssen die Standorte für die Lagerung von Altgeräten vor ihrer Behandlung sowohl über geeignete Bereiche mit undurchlässiger Oberfläche und Auffangeinrichtungen als auch über geeignete Bereiche mit wetterbeständiger Abdeckung verfügen. Die Standorte und Einrichtungen für die Behandlung von Altgeräten müssen darüber hinaus geeignete Waagen, geeignete Lagerräume für demontierte Einzelteile, geeignete Behälter für die Lagerungen von gefährlichen Abfällen und Ausrüstungen für die Behandlung von Wasser aufweisen. Weitere Anforderungen an die Behandlungsanlagen sind in der LAGA-Mitteilung M31 A Kapitel 7.3 dargestellt.
Die in dieser Mitteilung dargestellten Anforderungen und Maßnahmen beziehen sich auf die ab dem 01. Dezember 2018 geltenden Sammelgruppen (SG) bei den örE. Für Altgeräte anderer Nutzer als privater Haushalte (§ 19 ElektroG) und EAG, z.B. aus Rücknahmen der Hersteller oder Vertreiber, gelten die Anforderungen an die selektive Behandlung analog hierzu.
Ein erheblicher Anteil der Schadstoffe aus EAG stammt aufgrund ihrer spezifischen Zusammensetzung und langen Nutzungsdauer aus EAG aus dem gewerblichen Bereich 3.
Von Frühjahr 2015 bis Herbst 2017 erarbeitete das Umweltbundesamt Empfehlungen für die Behandlung von Elektroaltgeräten unter den Aspekten der Ressourcenschonung, Wertstoffrückgewinnung und Schadstoffentfrachtung. In die Mitteilung M31 B ist ein Teil der Ergebnisse aus diesem Arbeitsprozess bereits eingeflossen, möglichen Behandlungsanforderungen im Rahmen einer eventuellen Rechtsverordnung wird hiermit jedoch nicht vorgegriffen.
1.1. Behandlungskonzept
Anforderungen an den Betrieb von Erst- und Folgebehandlungsanlagen sind u. a. in den Kapitel 7.2 bis 7.5 der LAGA M31 A sowie nachfolgend in der LAGA M31 B beschrieben. Zur Durchführung einer ElektroG-konformen Behandlung gem. § 20 ElektroG muss jede Behandlungsanlage (nicht nur Erstbehandlungsanlage) über ein Behandlungskonzept verfügen.
Durch eine regelmäßige Überprüfung ist das Behandlungskonzept durch den Anlagenbetreiber auf sich verändernde Rahmenbedingungen zeitnah anzupassen. Eine Änderung des Behandlungskonzepts ist bei einer nach dem BImSchG zu genehmigenden Anlage durch den Anlagenbetreiber bei der zuständigen Behörde anzuzeigen, soweit sich die Änderung auf die Schutzgüter des BImSchG auswirken kann. Die Änderung ist im Rahmen der jährlichen Zertifizierung durch den Sachverständigen gem. § 21 ElektroG zu prüfen und zu dokumentieren.
In Kapitel 2.7.1 sind Ansätze für wesentliche Aspekte eines Behandlungskonzepts am Beispiel für (bromierte) Kunststoffe aufgeführt.
1.2. Ermittlung des Schadstoffpotentials von Altgeräten
Altgeräte aus privaten Haushalten werden in SG entsprechend § 14 Absatz 1 ElektroG erfasst und der EBA zugeführt, aber auch EAG aus anderen Herkunftsbereichen müssen in einer EBA behandelt werden (s. Anlage 1 sowie Kap. 2.3, 5 u. 7 der LAGA-M31 A). Zur zielgerichteten Schadstoffentfrachtung müssen die Altgeräte auf das Vorhandensein schadstoffhaltiger Stoffe, Gemische und Bauteile geprüft werden. Die genaue Vorgehensweise muss in einem Behandlungskonzept (Kap. 1.1 u. 2.7.1) beschrieben sein und erfolgt auf der Basis vorhandener Informationen (z.B. aus Fachliteratur) und Erfahrungen oder, soweit diese nicht oder nicht in ausreichendem Umfang vorliegen, beispielsweise anhand einer Sichtprüfung. Die Anforderungen an die Entfernung schadstoffhaltiger Stoffe, Gemische und Bauteile richten sich nach dem jeweiligen Schadstoffpotential der Altgeräte.
1.3. Anforderungen an die selektive Behandlung
Nach § 20 Absatz 2 Satz 2 ElektroG sind bereits bei der Erstbehandlung mindestens alle Flüssigkeiten zu entfernen und die Anforderungen an die selektive Behandlung nach Anlage 4 ElektroG zu erfüllen. Dabei sind mindestens folgende Stoffe, Gemische und Bauteile aus getrennt erfassten Altgeräten zu entfernen:
- quecksilberhaltige Bauteile wie Schalter oder Lampen für Hintergrundbeleuchtung;
- Batterien und Akkumulatoren;
- Leiterplatten von Mobiltelefonen generell sowie von sonstigen Geräten, wenn die Oberfläche der Leiterplatte größer ist als 10 Quadratzentimeter;
- Tonerkartuschen, flüssig und pastös, und Farbtoner (Kartuschen mit Tonerpulver oder flüssigem Toner sowie Fotoleitertrommeln);
- Kunststoffe, die bromierte Flammschutzmittel enthalten;
- Asbestabfall und Bauteile, die Asbest enthalten;
- Kathodenstrahlröhren;
- Fluorchlorkohlenwasserstoffe (FCKW), teilhalogenierte Fluorchlorkohlenwasserstoffe (H-FCKW) oder teilhalogenierte Fluorkohlenwasserstoffe (HFKW), Kohlenwasserstoffe (KW);
- Gasentladungslampen;
- Flüssigkristallanzeigen (gegebenenfalls zusammen mit dem Gehäuse) mit einer Oberfläche von mehr als 100 Quadratzentimetern sowie hintergrundbeleuchtete Anzeigen mit Gasentladungslampen;
- externe elektrische Leitungen;
- Bauteile, die feuerfeste Keramikfasern enthalten 4;
- Bauteile, die radioaktive Stoffe enthalten, ausgenommen Bauteile, die nicht die Freigrenzen nach Artikel 3 sowie Anhang I der Richtlinie 96/29/Euratom überschreiten;
- Elektrolyt-Kondensatoren, die bedenkliche Stoffe enthalten (Höhe größer als 25 Millimeter, Durchmesser größer als 25 Millimeter oder proportional ähnliches Volumen);
- cadmium- oder selenhaltige Fotoleitertrommeln;
- PCB-haltige Kondensatoren.
Diese Stoffe, Gemische und Bauteile sind gemäß § 15 Absatz 2 KrWG zu beseitigen oder zu verwerten. Es ist sicherzustellen, dass schadstoffhaltige Bauteile bei der Behandlung nicht zerstört werden und Schadstoffe nicht in die zu verwertenden Materialströme eingetragen werden. Batterien und Akkumulatoren sind so zu entfernen, dass sie nicht beschädigt werden und nach der Entfernung identifizierbar sind (vgl. Kapitel 2.5.1).
Darüber hinaus sind unter Berücksichtigung u.a. sicherheitstechnischer, arbeitsmedizinischer und arbeitshygienischer Gründe weitere Maßnahmen zur Verbesserung der stofflichen Verwertung sinnvoll, wie z.B.:
- Entfernung elektronischer Bauteile, die Berylliumoxid (nach CLP-Verordnung 5 u.a. akut toxisch, karzinogen) enthalten;
- Entfernung von Holzgehäusen und -rückwänden von Radio- und Fernsehgeräten sowie Lautsprechern;
- Ausbau ölhaltiger Fettfilter vor der mechanischen Aufbereitung;
- Entnahme von Staubbeuteln aus Staubsaugern;
- Entnahme von Mineralwolle.
1.4. Verfahren zur Schadstoffentfrachtung nach Sammelgruppen gemäß ElektroG
Soweit Geräte unter den Anwendungsbereich des § 2 Absatz 1 ElektroG fallen, sind sie einer der Gerätekategorien 1 bis 10 der Anlage 1 ElektroG zuzuordnen. Ab dem 15. August 2018 gilt der so genannte offene Anwendungsbereich - dann fallen sämtliche Elektro- und Elektronikgeräte, die nicht ausdrücklich durch § 2 Absatz 2 ElektroG ausgenommen sind, in den Anwendungsbereich des ElektroG.
Die Erfassung der Altgeräte aus privaten Haushalten über die öffentlich-rechtlichen Entsorgungsträger erfolgt in sechs SG.
Die erforderliche Art der Behandlung von EAG ist abhängig vom Stand der Technik und den nach ElektroG zu entfernenden Stoffen, Gemischen und Bauteilen. Gemäß § 3 Nummer 25 ElektroG ist unter Entfernen "die manuelle, mechanische, chemische oder metallurgische Bearbeitung von Altgeräten" zu verstehen, "in deren Folge ... gefährliche Stoffe, Gemische oder Bestandteile einen unterscheidbaren Stoffstrom ... bilden; Stoffe, Gemische und Bestandteile gelten dann als unterscheidbar, wenn sie überwacht werden können, um ihre umweltgerechte Behandlung oder Entsorgung zu überprüfen."
Die Behandlung von Altgeräten erfolgt i.d.R. durch eine manuelle Demontage oder durch eine teil- oder vollautomatisierte Behandlung. Ziele der Behandlung sind die Schadstoffentfrachtung entsprechend Anlage 4 ElektroG, die Erzeugung von vermarktungsfähigen Stoffströmen, wobei die jeweiligen Verwertungsquoten zu gewährleisten sind, sowie die ordnungsgemäße Beseitigung nicht verwertbarer Stoffe. Diese Ziele sind durch eine Kombination aus manuellen und maschinellen Verfahrenstechniken zu erreichen. Bei der Behandlung bzw. beim Aufschluss ist sicherzustellen, dass schadstoffhaltige Bauteile oder Stoffe nicht zerstört werden und Schadstoffe nicht in die zu verwertenden Materialströme eingetragen werden.
Die Behandlung ganzer Altgeräte, z.B. durch mechanische Zerkleinerung, mit nur anschließender Separierung verschiedener metall- und nichtmetallhaltiger Materialien sowie einzelner Bauteile entspricht nicht der Umsetzung von Anlage 4 i.V.m. § 20 Abs. 2 Satz 1 ElektroG 6.
1.4.1. Aufgabe von Altgeräten auf Förderbänder
In Behandlungsanlagen ankommende Altgeräte, insbesondere Elektrokleingeräte, werden i. d. R. grob vorsortiert auf Förderbänder aufgegeben. Bei diesen Arbeitsgängen sind die Arbeitsschutzbestimmungen 7 zu berücksichtigen. Bei heterogenen SG kann es vorkommen, dass durch beschädigte Altgeräte z.B. Asbestfasern, Säuren, Blei und Quecksilber austreten können. Hierfür sind geeignete Schutzmaßnahmen für die Mitarbeiter vorzusehen, z.B. Luftabsaugung, Schutzkleidung, Separierungsmöglichkeiten für solche Abfälle.
1.4.2. Manuelle Demontage
Bei der manuellen Demontage werden die Altgeräte an dafür eingerichteten Arbeitsplätzen mit geeigneten Werkzeugen händisch bzw. teilautomatisiert unter Beachtung der Arbeitsschutzbestimmungen demontiert. Die Altgeräte werden geöffnet, Stoffe, Gemische und Bauteile werden entnommen und separiert. Die weitere Behandlung von teilentfrachteten Altgeräten, wie zum Beispiel von trockengelegten Kühlgeräten, darf ausschließlich in dafür geeigneten Anlagen erfolgen.
1.4.3. Maschinelle Verfahren
Die automatisierte Behandlung von Altgeräten kann mit verschiedenen Verfahrenstechniken, wie Rotorschere, Schredder, Querstromzerspaner, Prallmühle, Hammermühle, Smasher, Schneidmühle, erfolgen. Aus den so behandelten Altgeräten werden Materialien, Schadstoffe und Bauteile in Abhängigkeit der nachgeschalteten Verwertungsverfahren und -wege separiert.
Unter Berücksichtigung der Anforderungen nach § 20 i. V. m. Anlage 4 des ElektroG (vgl. Kap. 1.3) und der bekannten, vorgenannten Verfahrenstechniken ist aus gegenwärtiger Sicht eine manuelle Demontage bzw. Entnahme mindestens folgender Geräte, Stoffe, Bauteile erforderlich:
- Flüssigkeiten,
- quecksilberhaltige Bauteile,
- Tonerkartuschen, flüssig und pastös, und Farbtoner;
- Asbestabfall und Bauteile, die Asbest enthalten,
- Kathodenstrahlröhren,
- Fluorchlorkohlenwasserstoffe (FCKW), teilhalogenierte Fluorchlorkohlenwasserstoffe (H-FCKW) oder teilhalogenierte Fluorkohlenwasserstoffe (HFKW), Kohlenwasserstoffe (KW),
- Gasentladungslampen,
- Flüssigkristallanzeigen (gegebenenfalls zusammen mit dem Gehäuse) mit einer Oberfläche von mehr als 100 Quadratzentimetern sowie hintergrundbeleuchtete Anzeigen mit Gasentladungslampen,
- Bauteile, die feuerfeste Keramikfasern enthalten,
- Bauteile, die radioaktive Stoffe enthalten, ausgenommen Bauteile, die nicht die Freigrenzen nach Artikel 3 sowie Anhang I der Richtlinie 96/29/Euratom überschreiten,
- Elektrolyt-Kondensatoren, die bedenkliche Stoffe enthalten (Höhe größer als 25 Millimeter, Durchmesser größer als 25 Millimeter oder proportional ähnliches Volumen),
- PCB-haltige Kondensatoren,
- cadmium- oder selenhaltige Fotoleitertrommeln sowie
- Hochenergiebatterien, -akkus (insbesondere lithiumhaltige).
Sofern durch anderweitige technische Verfahren der Nachweis erbracht ist, dass
- bei der Behandlung keine Emissionen in die Umgebung freigesetzt werden, so dass der Schutz der menschlichen Gesundheit gewährleistet ist, und
- keine Schadstoffe in die zu verwertenden Materialströme eingetragen werden und
- die einzelnen Stoffe, Gemische oder Bauteile nach Anlage 4 ElektroG als identifizierbare und somit sortierbare Materialströme vorliegen,
kann bei:
- Leiterplatten,
- Batterien und Akkumulatoren (außer Hochenergiebatterien),
- Kunststoffen, die bromierte Flammschutzmittel enthalten, oder
- externen elektrischen Leitungen
von einer manuellen Demontage abgesehen werden, und es können andere Verfahren eingesetzt werden, bei denen keine Beschädigung 8 oder Zerstörung der schadstoffhaltigen Bauteile erfolgt. Für weitere Stoffe, Gemische und Bauteile ist der Nachweis der Geeignetheit im Einzelfall zu erbringen.
Bei Kühlgeräten sind FCKW, H-FCKW, HFKW und KW, sofern sie als Kältemittel vorliegen, manuell, und sofern sie als Treibmittel vorliegen, maschinell zurückzugewinnen.
Die automatisierte Behandlung von Altgeräten kann mit verschiedenen Verfahrenstechniken, wie Rotorschere, Schredder, Querstromzerspaner, Prallmühle, Hammermühle, Smasher oder Schneidmühle, erfolgen. Aus den so behandelten Altgeräten werden Materialien, Schadstoffe und Bauteile in Abhängigkeit der nachgeschalteten Verwertungsverfahren und -Wege separiert.
1.5. Übersicht über die Schadstoffgehalte ausgewählter Geräte
Die Anlage 1 enthält einen Überblick über mögliche problematische Stoffe und Bauteile in EAG. Laut Literaturangaben (VDI 2343 Blatt 3, DIN EN 50625-1, UBA-Text 65/2016) und Kenntnissen verschiedener Marktteilnehmer sind keine einheitlichen Angaben darüber verfügbar, ob und in welchen Geräten die dort genannten Stoffe, Gemische und Bauteile vorhanden sind. Ziel der Schadstoffentfrachtung muss eine vollständige Entfernung aller genannten Stoffe, Gemische und Bauteile sein.
Altgeräte und Teile von Altgeräten gelten als gefährliche Abfälle, wenn sie durch Rechtsverordnung oder auf Grund einer solchen Rechtsverordnung als solche bestimmt sind (§ 3 Absatz 5 Satz 1 KrWG).
Gemäß Beschluss der LAGA vom 09./10.09.2002 gilt für alle EAG sowohl aus privaten Haushalten als auch sonstigen Herkunftsbereichen, dass diese als gefährliche Abfälle nach der AVV einzustufen sind, wenn keine Schadstoffentnahme stattgefunden hat und/oder das Vorhandensein gefährlicher Bauteile nicht ausgeschlossen werden kann.
Anlage 3 enthält einen Überblick über die Stoffe, Gemische und Bauteile, die bei der Demontage von Altgeräten anfallen können, sowie deren Zuordnung zu einzelnen Abfallschlüsseln (AS) und Abfallbezeichnungen, die für die Einstufung dieser Stoffe, Gemische und Bauteile als gefährliche Abfälle relevant sind. Dabei sind die Anforderungen der Abfallverzeichnisverordnung einzuhalten. Anlage 3 enthält auch die Abfallidentifizierungscodes gemäß Verordnung (EG) Nr. 1013/2006 des EP und des Rates vom 14. Juni 2006 über die Verbringung von Abfällen (VVA), die im Falle der grenzüberschreitenden Verbringung zuzuordnen sind.
2. Behandlungsverfahren/Verwertungsverfahren ausgewählter EAG, Bauteile und Stoffe
Die folgenden Ausführungen beschreiben den Stand der Technik bei der Behandlung von ausgewählten Altgeräten. Auf die Ausführungen zur DIN EN Normen Reihe 50625 in Kapitel 2.7 wird hingewiesen.
2.1. Behandlungstechniken und Verwertungsverfahren von EAG der Sammelgruppe 1: Wärmeüberträger
2.1.1. Zusammensetzung der Sammelgruppe "Wärmeüberträger"
Durch die Änderung des § 14 ElektroG wird ab 01.12.2018 die neue SG 1 "Wärmeüberträger" eingeführt. Sie ist identisch mit der ebenfalls gemäß § 2 ElektroG neu eingeführten Gerätekategorie "Wärmeüberträger". Nach nicht abschließender Liste gemäß Anlage 1 zu § 2 Absatz 1 ElektroG fallen folgende EAG darunter:
- Kühlschränke
- Gefriergeräte
- Geräte zur automatischen Abgabe von Kaltprodukten
- Klimageräte
- Entfeuchter (nur elektrisch betriebene Geräte)
- Wärmepumpen
- Wärmepumpentrockner
- ölgefüllte Radiatoren
- sonstige Wärmeüberträger, bei denen andere Flüssigkeiten als Wasser für die Wärmeübertragung verwendet werden
Wärmeüberträger werden im Haushalt, im Gewerbe, als industrielle Systeme sowie zur Transport- und Fahrzeugkühlung eingesetzt.
Diese LAGA-Mitteilung betrachtet nur die Wärmeüberträger, die unter den Anwendungsbereich des ElektroG fallen. Insbesondere bei industriellen Systemen und Großanlagen ist dies im konkreten Einzelfall zu entscheiden 9. Unabhängig davon gelten aufgrund der potentiellen Schadstoffgehalte die inhaltlichen Anforderungen dieser Mitteilung.
2.1.2. Kältetechnik 10 und Isolation bei Wärmeüberträgern
2.1.2.1. Kältetechnik
Wärmeüberträger können entsprechend ihrer Kältetechnik bzw. Kältemaschine in folgende Gruppen unterschieden werden:
- Kompressionskältemaschinen (eingesetzt z.B. in Kühlschränken, Gefriergeräten, Geräten zur automatischen Abgabe von Kaltprodukten, Klimageräten, Entfeuchter, Wärmepumpen, Wärmepumpentrockner)
- Absorptionskältemaschinen (z.B. in kleineren Kühlschränken für Hotelbetriebe)
- Thermoelektrische Geräte (z.B. Kühlbox, Entfeuchter)
Kompressionskältemaschinen
Bei Kompressionskältemaschinen wird das Kältemittel unter Veränderung seines Aggregatzustandes im Kreis geführt. Das gasförmige Kältemittel wird zunächst mit Hilfe eines Kompressors verdichtet und dabei unter Abgabe von Wärme verflüssigt. Danach wird das Kältemittel über eine Drossel entspannt und verdampft unter Wärmeaufnahme. Im Kältekreislauf befinden sich Kältemaschinenöl und Kältemittel. Moderne Geräte enthalten oft auch niedrig viskose Kompressorenöle, die besonders leicht verdampfen.
Als Kältemittel sind im wesentlichen FCKW (z.B. R 12), HFCKW (z.B. R 22), HFKW (z.B. R 134a), Gemische aus HFCKW (z.B. R404A, R407C) und KW (Iso-Butan (R 600a)) im Einsatz. In Deutschland ist der Einsatz von FCKW wie R12 in Neuanlagen seit 01.01.1995 und in Bestandsanlagen seit 01.07.1998 verboten. Der Einsatz von HFCKW wie R 22 ist in Neuanlagen seit 01.01.2000 und in Bestandsanlagen seit 01.01.2015 verboten. In Anwendungsbereichen der Gewerbe- und Industriekälte (z.B. Gaststättengewerbe, Supermarktkälte, Großhandelskühlräume, Gebäudeklimatisierung, Brauereien) werden die früher eingesetzten HFCKW und HFKW zunehmend durch "natürliche" Kältemittel wie Propan (R290) und CO2 ersetzt. In Anlagen mit großer Kälteleistung wird häufig Ammoniakals Kältemittel eingesetzt. Unabhängig von der Art des Kältemittels muss die Entsorgung dieser Anlagen so erfolgen, dass keine umweltschädlichen Kälte- oder Treibmittel sowie keine Kältemaschinenöle entweichen und die weitere Entsorgung nach den Vorgaben des KrWG und den für das jeweilige Kältemittel spezifischen Vorgaben sichergestellt ist.
Absorptionskältemaschinen
Bei Kälteabsorptionsmaschinen wird das Kältemittel in einem Lösungsmittelkreislauf bei geringer Temperatur in einem zweiten Stoff absorbiert und bei höheren Temperaturen desorbiert. Voraussetzung für den Prozess ist, dass die beiden Stoffe in dem verwendeten Temperaturintervall in jedem Verhältnis ineinander löslich sind. Üblicherweise wird Ammoniak, manchmal auch Lithiumbromid, als Kältemittel und Wasser als Lösungsmittel eingesetzt. Als Korrosionsinhibitor wird Natriumdichromat (Chrom VI) zugesetzt. Des Weiteren enthält der Kältekreislauf geringe Mengen an Wasserstoff.
Thermoelektrische Geräte
Thermoelektrische Geräte sind elektrothermische Wandler auf Halbleiterbasis (Peltier-Elemente). Sie werden zur Kühlung (mit nur geringer Kühlleistung) oder zur Erwärmung eingesetzt. Sie enthalten weder Kältemittel noch Kältemaschinenöle. Sie können aber Isolationsmaterialien enthalten, die eine Behandlung in der Stufe 2 (siehe Kap. 2.1.5) erforderlich machen können.
2.1.2.2. Isolation
Zur Isolation des Kühlraums befindet sich z.B. bei Kühl- und Gefriergeräten zwischen dem sichtbaren äußeren Metallkorpus und dem Kunststoff-Innenraum ein Isolationsmaterial. Das Isolationsmaterial besteht in den meisten Fällen aus einem Schaum aus Polyurethan. Zur Schaumherstellung wird jeweils ein Treibmittel (halogenhaltig oder halogenfrei) eingesetzt. PUR-geschäumte Kühlgeräte, die vor 1995 hergestellt wurden, enthalten als Treibmittel meistens FCKW 11 (z.B. R 11, ggfs. wurde in geringen Mengen R 12 beigemischt). Seit dem Verbot von FCKW 1995 werden bei der Produktion in der EU i. d. R. nicht halogenierte KW (z.B. Cyclo-Pentan) als Treibmittel verwendet. Die Treibmittel im Isolationsschaum befinden sich überwiegend in den Poren, aber auch gebunden an den Porenwänden (Schaummatrix).
In geringem Umfang wurden in Kühlgeräten auch extrudiertes Polystyrol (XPS) und, insbesondere in älteren Geräten, Mineralfasern als Isolationsmaterialien eingesetzt.
In Geräten (häufig Einbaugeräte) mit einer hohen Energieeffizienzklasse (A++, A+++) werden vermehrt Vakuumisolationspaneele (VIP) im PUR-Schaum mit eingeschäumt. VIP haben eine höhere Isolationswirkung und ermöglichen daher eine geringe Dicke der Isolation. Diese Bauteile können im Inneren u.a. Mineralfasern oder pulverförmiges Siliziumdioxid (Kieselgur) enthalten. Nicht alle VIP-Bauteile enthalten bekannte Füllmaterialien. Nähere Informationen zu den verwendeten Materialien europäischer Hersteller sind einer Studie des Verbandes der Europäischen Hersteller CECED zu entnehmen 12. Hinweise auf Inhaltsstoffe außereuropäischer Hersteller sind nicht vorhanden. Bei der maschinellen Zerkleinerung von VIP können gesundheitsgefährdende Feinstäube freigesetzt werden, daher sind sie ebenfalls im geschlossenen System zu behandeln.
2.1.3. Stoffe, Gemische und Bauteile in Wärmeüberträgern
In Wärmeüberträgern können insbesondere folgende umweltrelevante Schadstoffe und Wertstoffe enthalten sein:
- Kältemittel
- Kältemaschinenöl
- Treibmittel
- Isolationsmaterialien
- Quecksilberhaltige Bauteile
- Leiterplatten
- Kondensatoren, die PCB enthalten
- Elektrolytkondensatoren
- Kunststoffe mit bromierten Flammschutzmitteln 13
- Kabel
- Flüssigkristallanzeigen
- Eisen
- Nichteisenmetalle (insbesondere Aluminium, Kupfer)
- Kunststoffe
- Glas
- Holzwerkstoffe
Tabelle 2.1.1 gibt einen Überblick, welche der in Anlage 4 Nr. 1 und 3 ElektroG aufgeführten Stoffe, Gemische und Bauteile in den unterschiedlichen Wärmeüberträgern enthalten sein können.
Tabelle 2.1.1: Werkstoffe und Bauteile gemäß Anlage 4 Nrn. 1 und 3 des ElektroG, die in Wärmeüberträgern enthalten sein können 14
| Legende: (+) kann vorkommen (-) kommt nicht vor | quecksilber- haltige Bauteile
| Batterien und Akkumula- toren | Leiterplat- ten (> 10 cm2) | Tonerkar- tuschen, Farbtoner | Kunststoffe mit bromierten Flammschutz- mitteln | Asbest | Kathoden- strahlröhren | FCKW, H-FCKW, HFKW, KW | Gasent- ladungs- lampen | Flüssigkristall- anzeigen > 100cm2 | externe elektrische Leitungen | Bauteile mit feuerfesten Keramik- fasern | Bauteile mit radioaktiven Stoffen | Elektrolyt- Kondensatoren, Höhe > 25 mm, ø 25 mm; oder PCB-Konden- satoren | cadmium- oder selenhaltige Fotoleiter- trommeln |
| Geräte zur automatischen Abgabe von Kaltprodukten | + | - | + | - | - | - | - | + | + | + | + | + | - | + | - |
| Entfeuchter | - | - | + | - | + | - | - | + | - | + | + | - | - | + | - |
| Gefriergeräte | + | - | + | - | + | - | - | + | + | - | + | - | - | + | - |
| Klimageräte | + | - | + | - | + | - | - | + | - | + | + | - | - | + | - |
| Kühlgeräte | - | - | + | - | + | - | - | + | + | + | + | - | - | + | - |
| Lüftungsgeräte | + | - | + | - | + | - | - | - | - | + | + | - | - | + | - |
| ölgefüllte Radiatoren | + | - | - | - | + | + | - | + | - | - | + | + | - | - | - |
| Wärmepumpen | - | - | + | - | + | - | - | + | - | + | + | - | - | + | - |
| Wärmepumpentrockner | - | - | + | - | + | - | - | + | - | + | + | - | - | + | - |
| Sonstige Wärmeüberträger, bei denen andere Flüssigkeiten als Wasser für die Wärmeübertragung verwendet werden | + | - | + | - | + | - | - | + | + | + | + | + | - | + | - |
Lt. vorhandener Literaturangaben (z.B. VDI 2343 Blatt 3, DIN EN 50625-1, UBA-Text 65/2016, UBA-Text 70/2017, Abbildung 2.7.5) und Kenntnisse verschiedener Marktteilnehmer sind keine einheitlichen Angaben darüber verfügbar, ob und in welchen Geräten die oben genannten Stoffe, Gemische und Bauteile im Einzelfall vorhanden sind. Ziel der Schadstoffentfrachtung muss eine vollständige Entfernung aller oben genannten Stoffe, Gemische und Bauteile sein.
In den folgenden Kapiteln 2.1.4 bis 2.1.9 werden Anforderungen an die Behandlung unterschiedlicher Wärmeüberträger beschrieben.
2.1.4. Allgemeine Anforderungen an die Behandlung von Wärmeüberträgern
Die Behandlung von Wärmeüberträgern muss in einer zertifizierten Erstbehandlungsanlage beginnen. Bei der Erstbehandlung sind mindestens alle Flüssigkeiten und die in Anlage 4 Nr. 1 und Nr. 3 ElektroG aufgeführten Stoffe, Gemische und Bauteile zu entfernen. Weitere Erläuterungen zur Erstbehandlung werden in der LAGA-M31 A Kap. 7 beschrieben.
Vor der Entnahme von Schad- und Wertstoffen ist an der Erstbehandlungsanlage zu prüfen, ob die Wärmeüberträger für die Vorbereitung zur Wiederverwendung geeignet sind. Die Prüfung ist durchzuführen, wenn sie technisch möglich und wirtschaftlich zumutbar ist 15. Zu beachten ist dabei, dass FCKW-haltige Geräte nicht mehr für die Wiederverwendung vorbereitet werden dürfen.
Wenn keine Vorbereitung zur Wiederverwendung durchgeführt werden kann, erfolgt zunächst eine Zuordnung zum entsprechenden Behandlungsverfahren (FCKW, HCFKW, HFKW und KW-haltige Wärmeüberträger, ammoniakhaltige Wärmeüberträger, Ölradiatoren). Wärmeüberträger, die technisch nicht in der annehmenden Erstbehandlungsanlage (vgl. hierzu Kap. 7.2 der LAGA-M31 A) behandelt werden können (z.B. Ölradiatoren), sind an eine dafür zugelassene Erstbehandlungsanlage abzugeben.
Die Vorgaben der Verordnung (EG) 1005/2009 über Stoffe, die zum Abbau der Ozonschicht führen, der EU-Verordnung (EU) 517/2014 über fluorierte Treibhausgase sowie der Chemikalien-Ozonschichtverordnung und der Chemikalien-Klimaschutzverordnung sind einzuhalten.
2.1.5. Anforderungen an die Behandlung von Kühlgeräten oder -einrichtungen, die FCKW, HFCKW und HFKW enthalten
Obwohl der Einsatz von FCKW schon seit 1995 verboten ist, enthalten derzeit immer noch ca. die Hälfte der abgegebenen Kühlgeräte diese ozonschichtschädigenden und treibhauswirksamen Stoffe. Auch in den nächsten Jahren ist zwar mit abnehmenden aber weiterhin relevanten Mengen an (H)FCKW-haltigen Kühlgeräten zu rechnen. Die als Ersatzstoffe eingesetzten HFKW haben zwar kein ozonschichtschädigendes Potential (ODP), es handelt sich jedoch um treibhauswirksame Stoffe (GWP).
Vorrangiges Ziel der Behandlung ist es, die klimaschädlichen Stoffe verlustfrei aus dem Stoffkreislauf auszuschleusen und einer ordnungsgemäßen Entsorgung zuzuführen. Emissionen dieser Stoffe sind weitgehend zu vermeiden oder so weit wie möglich zu vermindern. Dafür werden Anforderungen an Behandlungsanlagen und die Behandlung selbst gestellt.
Nach Anlage 4 Nr. 1h) des ElektroG sind FCKW, HFCKW, HFKW und KW, unabhängig davon, ob sie flüssig oder gasförmig sind, aus den Kühlgeräten zu entfernen.
Anforderungen an Anlagen zur Entsorgung von Kühlgeräten und -einrichtungen, die FCKW, enthalten, werden auch durch die TA Luft geregelt. Die TA Luft ist als 1. Allgemeine Verwaltungsvorschrift zum Bundes-Immissionsschutzgesetz für die Behörden bei Anlagengenehmigungen und -überwachungen verbindlich zu berücksichtigen 16. In Nummer 5.4.8.10.3/5.4.8.11.3 der TA Luft werden bauliche und betriebliche Anforderungen, Anforderungen an die Dichtigkeit der gekapselten Behandlungsanlage, Anforderungen an die Emissionsüberwachung (Eigen- und Fremdüberwachung) sowie entsprechend einzuhaltende Werte aufgeführt. Diese werden durch die "Vollzugshilfe zur Entsorgung von Kühlgeräten oder - Einrichtungen gemäß Nr. 5.4.8.10.3/5.4.8.11.3 TA Luft" 17 der Bund/Länder-Arbeitsgemeinschaft für Immissionsschutz (LAI) konkretisiert. Des Weiteren sind u. a. die Anforderungen gemäß Nr. 5.2.5 (Organische Stoffe) und Nr. 5.2.1 (Gesamtstaub) der TA Luft einzuhalten.
Bei der Behandlung von Kühlgeräten wird eine Behandlung in der sogenannten "Stufe 1" und "Stufe 2" als Stand der Technik bezeichnet.
- Stufe 1:
- Manuelle Entfernung bestimmter Bauteile
- Entnahme des Kältemittel/Kältemaschinenöl-Gemisches aus dem Kältekreislauf
- Entgasung des abgesaugten Kältemittel/Kältemaschinenöl-Gemisches
- Abfüllen des Kältemittels und des Kältemaschinenöls in geeignete Behälter
- Entfernen der abgesaugten Kompressoren
- Erfassung / Behandlung der Abgase (z.B. sog. Kältemittelbelasteten Fehl-Luft))
- Stufe 2:
- Mechanische Zerkleinerung der trockengelegten Korpusse und separater Türen in gekapselten Anlagen
- Rückgewinnung der Treibmittel aus dem Isolationsmaterial
- Rückgewinnung der zu verwertenden Metalle und Kunststofffraktionen
2.1.5.1. Stufe 1
Vor einer mechanischen Zerkleinerung sind mindestens quecksilberhaltige Bauteile (z.B. Neigungsschalter aus Truhendeckeln oder Hg-Thermometer), PCB-haltige Kondensatoren und Elektrolytkondensatoren, Leiterplatten, Flüssigkristallanzeigen und externe elektrische Leitungen und ggfs. vorhandene Gasentladungslampen sowie Kältemittel gemäß Anlage 4 Nr. 1 und Nr. 3 ElektroG zerstörungsfrei zu entnehmen.
Kühlgeräte sind so zu behandeln, dass zunächst das Kältemittel und das Kältemaschinenöl aus dem Kältekreislauf weitgehend verlustfrei und vollständig entnommen und rückgewonnen werden kann (TA Luft Nr. 5.4.8.10.3/5.4.8.11.3 Buchstabe b). Hierfür sind alle Kältekreisläufe abzusaugen, ausgenommen diejenigen ohne Kompressor. Die Absaugvorrichtung ist am tiefsten Punkt des Kältesystems anzusetzen. Es dürfen dabei nur geschlossene Systeme zum Einsatz kommen, bei deren Einsatz der Austritt von Kältemittel und Kältemaschinenöl sicher ausgeschlossen werden kann. Anschließend ist das Kältemaschinenöl ebenfalls in einem geschlossenen System durch geeignete Maßnahmen von den Kältemitteln zu trennen (Entgasung) und getrennt zu erfassen. Gemäß TA Luft sind FCKW-Emissionen weitgehend zu vermeiden oder soweit wie möglich zu vermindern. Die so separierten Kältemittel und Kältemaschinenöle sind in dafür zugelassene gasdichte
Behälter abzufüllen und einer ordnungsgemäßen Verwertung oder Beseitigung zuzuführen. Bei der Absaugung der Kältemittel kann unerwünscht auch Umgebungsluft mit angesaugt werden. Diese Fehl-Luft kann in den Stufe 1-Anlagen ggfs. nicht druckverflüssigt werden und führt unter Umständen zu prozessschädigenden Druckerhöhungen. Bei der anschließend notwendigen Druckentlastung muss das frei werdende Luft/FCKW/FKW/KW-Gemisch erfasst und einer geeigneten Behandlung zugeführt werden.
2.1.5.2. Stufe 2
Gemäß TA Luft sind trockengelegte und bis auf die Isolationsschäume schadstoffentfrachtete Kühlgeräte in gekapselten Anlagen, deren Zugänge durch Schleusensysteme gegen Treibmittel Verluste gesichert sind, zu behandeln.
Nach einer mechanischen Zerkleinerung der trockengelegten Gerätegehäuse werden Metall-, Kunststoffteile und PUR-Schaum voneinander getrennt. Der PUR-Schaum wird vermahlen und das in den Poren gebundene Treibmittel freigesetzt und erfasst (Porenentgasung). Damit lassen sich ca. 70 % der gesamten im PUR-Schaum befindlichen Treibmittel 18 entfernt. Die verbleibenden ca. 30 % der Treibmittel 19 sind adsorptiv an den Porenwänden gebunden. Durch zusätzliche Behandlungsschritte (z.B. Wärmezufuhr) können auch die in der PUR-Matrix gebundenen Treibmittel freigesetzt (Matrixentgasung) entfernt werden.
Die mittels Poren- und Matrixentgasung entfernten Treibmittel müssen mit geeigneten Techniken (z.B. Aktivkohlefilter, Kryokondensation, Druckverflüssigung) aus dem Prozessgasstrom abgeschieden und in dafür zugelassene gasdichte Behälter abgefüllt werden.
Je nach eingesetzter Technik und Betriebsführung sind FCKW-Restgehalte an Treibmitteln in der rückgewonnenen PUR-Isolationsmittelfraktion von deutlich weniger als 0,2 % erreichbar. Damit ist eine stoffliche Verwertung der PU-Fraktion möglich.
Isolationsmittelfraktionen mit mehr als 0,2 % FCKW-Gehalt dürfen gemäß TA Luft nicht stofflich verwertet werden, sondern müssen einer thermischen Abfallbehandlungsanlage zugeführt werden.
Die Freisetzung von Stäuben (z.B. aus den VIP) ist weitestgehend zu vermeiden. Daher ist es auch hierfür wesentlich, dass die Anlagen dicht sind und regelmäßig auf Dichtigkeit geprüft werden.
Kühlgeräte mit Isolationsmaterial aus Mineralfasern sollten getrennt behandelt werden, um eine eventuelle Gefährdung durch die Mineralfasern 20 zu vermeiden.
2.1.5.3. Rückgewonnene Kälte- und Treibmittel
Auf Basis des täglichen Monitorings sind Wochenbilanzen sowie eine Jahresbilanz der zurückgewonnenen Massen an FCKW, HFCKW, HFKW und KW, bezogen auf den Anlageninput, zu erstellen (Hinweise hierzu enthalten DIN EN 50625-2-3, DIN CLC/TS 50625-3-4).
Die DIN EN 50625-2-3 in Verbindung mit der DIN CLC/TS 50625-3-4 schreibt vor, dass die wöchentliche Auswertung der Kälte- und Treibmittel mindestens 90 % der Erwartungswerte erbringen muss. Dieser auf den Input bezogene Wert ist durch die Analyse der Outputfraktionen zu plausibilisieren.
Die aus der Stufe 1 und Stufe 2 rückgewonnenen FCKW-haltigen Kälte- und Treibmittel sind gemäß Verordnung (EG) Nr. 1005/2009 über Stoffe, die zum Abbau der Ozonschicht führen, zu zerstören. Dies geschieht zurzeit in externen Behandlungsanlagen. Zukünftig könnte bei einer Behandlung vor Ort (onsite) der Prozessgasstrom ggf. direkt (ohne Verflüssigung) in eine nachgeschaltete Anlage zur Zerstörung der FCKW eingetragen werden (sog. Stufe 3). In diesem Fall sind für diese Anlage auch die Anforderungen gemäß Nr. 5.4.8.10.3/5.4.8.11.3 TA Luft, insbesondere für FCKW-Emissionswerte, einzuhalten. 21
DIN EN 50625-2-3 in Verbindung mit der DIN CLC/TS 50625-3-4 enthält für den oben geschilderten "onsite"-Fall weitere Vorgaben an Emissionen und an den Zerstörungsgrad für Kälte- und Treibmittel.
2.1.6. Anforderungen an die Behandlung von Kühlgeräten oder Einrichtungen, die nichthalogenierte Kohlenwasserstoffe (KW) enthalten
Insbesondere im Bereich der Kühl- und Gefriergeräte werden seit den 1990er Jahren Geräte mit halogenfreien KW-haltigen Kältemitteln und Treibmitteln hergestellt.
In der Regel stehen für die Sortierung der Alt-Kühlgeräte entsprechend der eingesetzten Treibmittel nur optische Kriterien (z.B. Kennzeichnung, Alter) zur Verfügung. Eine Unterscheidung in halogenhaltige und halogenfreie Kühlgeräte ist anhand dieser Kriterien nicht fehlerfrei möglich. Somit ist der sicheren Erfassung halogenhaltiger Kühlgeräte besonderer Vorrang einzuräumen und alle Geräte sind gemeinsam (unabhängig von der Art der Kälte- und Treibmittel) in Anlagen, die den Anforderungen Nr. 5.4.8.10.3/5.4.8.11.3 TA Luft entsprechen, zu entsorgen. Des Weiteren sind u. a. die Anforderungen gemäß Nr. 5.2.5 (Organische Stoffe) und Nr. 5.2.1 (Gesamtstaub) TA Luft einzuhalten.
Nach dem Stand der Technik sind Restgehalte an Treibmitteln in der rückgewonnenen PUR-Isolationsmittelfraktion von weniger als 0,2 % erreichbar. Entsprechend wird in der DIN EN 50625-2-3 und der DIN CLC/TS 50625-3-4 ein Grenzwert für FCKW und KW von 0,2 % festgelegt.
Bei einem Einsatz von messtechnischen Detektionsverfahren ist eine entsprechende Sortierung des Inputs vom Grundsatz her möglich. Hierzu ist durch eine zuverlässige messtechnische Identifizierung der Treibmittelart im zu behandelten Altgerät (an mehreren Stellen im Isolationsmaterial von Gerätegehäuse und Tür) sicherzustellen, dass keine halogenhaltigen Altgeräte der Behandlung zugeführt werden. Zusätzlich zu dieser Inputkontrolle sind im Abgas FCKW-Messungen gemäß Nr. 5.4.8.10.3/5.4.8.11.3 TA Luft durchzuführen. Dabei müssen die Messwerte unterhalb der Nachweisgrenze liegen. Die Anlagen sind auf Dichtigkeit zu überprüfen, da auch die Emissionen von KW weitgehend zu vermeiden oder soweit wie möglich zu vermindern sind.
Die DIN EN 50625-2-3 in Verbindung mit der DIN CLC/TS 50625-3-4 legt Anforderungen für Anlagen fest, in denen ausschließlich KW-haltige Kühlgeräte behandeln werden, mit der Vorgabe von Zielwerten (Mindestrückgewinnung in Stufe 1 und Stufe 2 von 90 % der Kälte- bzw. Treibmittel) und Grenzwerten (für Restgehalte KW im Öl und PUR, max. Rest-FCKW-Gehalt in der Abluft und in den rückgewonnenen Kälte- und Treibmitteln etc.).
2.1.7. Anforderungen an die Behandlung von anderen Wärmeüberträgern, die FCKW, HFCKW, HFKW oder KW im Kältekreislauf oder im Isolationsmaterial enthalten
An die Behandlung von anderen Wärmeüberträgern, die ebenfalls FCKW, HFCKW, HFKW oder KW im Kältekreislauf oder im Isolationsmaterial enthalten, sind die gleichen Anforderungen wie an die Behandlung von Kühlgeräten, die FCKW, HFCKW, HFKW oder KW enthalten, zu stellen (siehe Kap. 2.1.5), da die Umweltauswirkungen vergleichbar sind.
Zu diesen Wärmeüberträgern zählen z.B. Klimageräte, Entfeuchter, Wärmepumpen, Wärmepumpentrockner und Kühlboxen.
2.1.8. Anforderungen an die Behandlungen von Kühlgeräten mit einer Ammoniakwasserlösung im Kältekreislauf
Auch Altgeräte oder Einrichtungen mit ammoniakhaltigen Kältemitteln sind so zu behandeln, dass Kältemittel aus dem Kältekreislauf weitgehend verlustfrei und vollständig dem geschlossenen System entnommen und zurückgewonnen werden (TA Luft Nr. 5.4.8.10.3/5.4.8.11.3 Buchstabe b). Bei diesen Absorptionskältegeräten ist die Chrom-VI-haltige Ammoniaklösung in einer gekapselten Anlage zu isolieren. Sofern keine vollständige Reinigung des Kältekreislaufs von chromhaltigen Lösungen erfolgt, sind die Eisenteile des Kältekreislaufes aufgrund ihres Chromatgehaltes ohne weitere Behandlung direkt einer dafür geeigneten Verwertungsanlage zuzuführen. Die Entsorgung der aus der Behandlung anfallenden Fraktionen (Wasser, NH3) hat entsprechend dem Chromatgehalt zu erfolgen. Bei der Behandlung dieser Altgeräte sind die Anforderungen der TA Luft nach Abschnitt 5.2. und ggf. weiterer betroffener Rechtsbereiche zu beachten.
Sollten diese Geräte FCKW, HCFKW, HFKW oder KW als Treibmittel im Isolationsmaterial enthalten, so sind die Gehäuse entsprechend Kap. 2.1.5 zu behandeln.
2.1.9. Anforderungen an die Behandlung von Ölradiatoren
Ölradiatoren sind elektrische Heizungen, in denen Öl als Wärmeübertragungsmedium eingesetzt wird. Je nach Alter des Ölradiators kann das Öl PCB enthalten. Des Weiteren können asbesthaltige Bauteile enthalten sein, wie Isolationsplatten, die ggf. unter dem Abdeckblech an der Stirnseite der Ölradiatoren verbaut sind, oder Dichtungsringe.
Im Rahmen der Erstbehandlung ist das Öl möglichst verlustfrei aus dem Radiator zu entnehmen. Das Öl ist getrennt von anderen anfallenden Ölen zu sammeln und zu lagern. Vor der weiteren Entsorgung ist das Öl auf PCB zu beproben und entsprechend seinem
PCB-Gehalt ordnungsgemäß zu entsorgen. Die Altöl-Verordnung, die PCB/PCT-Abfallverordnung sowie die POP-Verordnung (EG) Nr. 850/2004 sind zu beachten.
Der Ausbau asbesthaltiger Materialien (s. auch Kap. 2.7.3) darf nur in hierfür zugelassenen Anlagen (TRGS 519) erfolgen. Asbestbehaftete Bauteile sind zu reinigen. Die Bauteile sind in Abhängigkeit von der erzielten Reinigungsleistung der Verwertung oder der Beseitigung zuzuführen. Diesbezüglich wird auf die LAGA-Mitteilung 23 "Vollzugshilfe zur Entsorgung asbesthaltiger Abfälle" verwiesen.
2.2. Behandlungstechniken und Verwertungsverfahren von EAG der Sammelgruppe 2: Bildschirme Monitore und Geräte, die Bildschirme mit einer Oberfläche von mehr als 100 cm2 enthalten
Der größte Teil der zurückgegebenen Bildschirmgeräte sind Flachbildschirme mit Flüssigkristallanzeigen (LCD). Röhrenbildschirme (CRT) stellen einen auslaufenden Stoffstrom dar. Das mengenmäßige Abfallaufkommen ist noch als hoch einzuschätzen, nimmt aber zukünftig stark ab. Altgeräte anderer Bauart (z.B. Plasma- oder OLEDBildschirme) fallen derzeit noch in deutlich geringerem Umfang an. Auf Grund der in den meisten Bildschirmgeräten enthaltenen Schadstoffe sind die Altgeräte der SG 2 nach ElektroG grundsätzlich getrennt von anderen Altgeräten möglichst bruchsicher zu erfassen, zu transportieren und zu entladen. Aufgrund der bauartbedingten unterschiedlichen Behandlungsverfahren von Flachbildschirmen und Röhrenbildschirmen (s.u.) sollten diese getrennt erfasst werden. 22
2.2.1. Anforderungen an den Umgang mit Altgeräten, die Kathodenstrahlröhren enthalten
2.2.1.1. Vorgaben des ElektroG
CRT-Fernseher und -Monitore bestehen aus einem Gehäuse, in dem sich die Bildröhre mitsamt Elektronenkanone, Ablenkeinheit, Schlitz- oder Lochmaske befindet. Die Bildröhre besteht aus Schirm- und Konusglas, wobei das Schirmglas mit fluoreszierender Beschichtung belegt ist. Die Leuchtstoffe können Schwermetalle (u.a. Cd) enthalten.
Neben der Anforderung zur Entfernung der Kathodenstrahlröhren aus den Altgeräten (Nr. 1g der Anlage 4) enthält Anlage 4 des ElektroG zwei Vorgaben für die weitere Behandlung der Bildröhren:
Nr. 4a) Die fluoreszierende Beschichtung muss entfernt werden.
Nr. 7) Bildröhren sind im Rahmen der Behandlung vorrangig in Schirm- und Konusglas zu trennen.
2.2.1.2. Zerlegung der CRT-Bildschirmgeräte
Der Ausbau der Bildröhren aus den CRT-Geräten erfolgt manuell. Dazu werden Rahmen, Gehäuse und Rückwand der Altgeräte demontiert. Diese Teile bestehen aus Kunststoffen oder Metall, bei älteren EAG auch aus Holz. Bei Gehäusekunststoffen von CRT-Geräten ist davon auszugehen, dass sie polybromierte Flammschutzmittel enthalten 23. Enthaltene Leiterplatten sind zu separieren.
Bei großen CRT-Geräten (Bildschirmdiagonale ab ca. 45 Zoll) handelt es sich oftmals um CRT-Rückprojektionsfernsehgeräte. Ältere Geräte dieser Bauart enthalten drei separate Röhrenkathoden, um die Farben Rot, Blau und Grün zu erzeugen. In neueren Geräten ist nur eine Bildröhre zusammen mit einem Chip zur Farberzeugung verbaut. Vor den Röhren befindet sich eine Linse mit einer Flüssigkeitsfüllung zur Kühlung. In der Regel ist diese Kühlflüssigkeit Ethylenglykol ggf. gemischt mit Glycerin. Diese Kühlflüssigkeit ist im Rahmen der Erstbehandlung aus den Altgeräten zu entfernen und der Sonderabfallentsorgung zuzuführen.
Nach dem Ausbau müssen die Bildröhren zum Schutz vor Implosionen unter Luftabsaugung belüftet werden, danach werden die elektronischen Komponenten des Bildschirmgerätes entfernt.
Die belüfteten Bildröhren werden im Allgemeinen in folgende Materialfraktionen getrennt:
- Strahlerzeugereinheit,
- Schlitzmaske, Lochmaske
- Spannband, (eisenhaltig)
- Schirmglas (Bariumglas),
- Konusglas (Bleiglas), mit Glaslot
- Leuchtschicht.
Die Behandlung der Bildröhren kann auch in nachgeschalteten Verwertungsanlagen durchgeführt werden (Folgebehandlung gem. LAGA M31 A, Kapitel 7.1.3).
Das Bildröhrenglas besteht aus unterschiedlichen Glassorten. Das Schirmglas (65 %) enthält Strontium und Barium, ist allerdings im Allgemeinen bleifrei und kann dem Recycling zugeführt werden. Im Gegensatz dazu besitzt das Konusglas (30 %) von CRT einen hohen Bleigehalt von 20 - 25 %. Das Blei liegt in Form von Bleioxid vor. Schirm- und Konusglas sind über ein stark bleihaltiges Glaslot verbunden, das bis zu 70 - 80 % Bleioxid enthält.
Das Schirmglas ist innenseitig mit einer Leuchtstoffschicht überzogen. Diese fluoreszierende Beschichtung, die schwermetallhaltig sein kann, ist zu entfernen. Dies kann nass- oder trockenmechanisch (z.B. durch Absaugung) erfolgen. Anfallendes Abwasser ist aufzubereiten. Tabelle 2.2.1 enthält eine Übersicht über das Aufkommen von Schadstoffen in Bildröhren.
Die Entfernung der fluoreszierenden Beschichtung hat in der Weise zu erfolgen, dass keine Anhaftungen an der Glasoberfläche sichtbar sind und die Spezifikationen der nachfolgenden Verwertung eingehalten werden. Der Umgang mit Kathodenstrahlröhren erfordert die Beachtung der entsprechenden arbeitsschutzrechtlichen Anforderungen.
Die Innenseite des Konusglases ist mit Eisenoxid, die Außenseite mit Graphit beschichtet. Zur stofflichen Verwertung sind diese Schichten in Abhängigkeit vom Verwertungsweg zu entfernen.
Die für die meisten Verwertungswege (z.B. Behälterglas, Glasfasern, Keramik) notwendige Trennung in die oben genannten Glassorten kann entweder durch das gezielte Trennen der ganzen Röhre oder durch Sortierung von Einzelscherben erfolgen.
Gläser von Schwarzweiß-Bildröhren, die in der Praxis nur noch selten angetroffen werden, unterscheiden sich in ihrer chemischen Zusammensetzung sowohl konus- als auch schirmseitig deutlich von den Gläsern der Farbbildröhren. Bei Schwarzweiß-Röhren und einigen Farbbildröhren kann auch das Schirmglas bleihaltig sein (VDI-Richtlinie 2343, Blatt 4 S. 49).
Tabelle 2.2.1: Übersicht zum Aufkommen der Schadstoffe und der Masseanteile an der Bildröhre 24
| Bauteil/Problemstoff | Zusammensetzung | Schadstoffe | Masseanteil |
| Leuchtstoffe |
| ZnS
Eu, Yt, Ge Cd | 0,04 % |
| Glaslote |
| PbO
ZnO, B2O3 | 2,0 % |
| Glas |
| PbO
PbO BaO | 84 % |
| Spannbandschrott,
Fe-Maskenschrott, Ablenkeinheiten, Elektronenstrahleinheit * |
| *Ba | 13 % |
Verfahren zur Trennung von Schirm- und Konusglas kompletter CRT-Bildröhren:
Lasertrennung: Die bleihaltige Verbindungsnaht zwischen Schirm- und Konusglas wird mittels Laser aufgetrennt. Das bleihaltige Glas kann somit vom Schirmglas abgetrennt werden. Die Lochmaske wird manuell aus dem Schirmteil entfernt.
Ähnliche Verfahren werden mittels Heizdraht, Wasserstrahl (Hochdruck) oder Sägen (Diamantsägeblätter) anstatt des Lasers durchgeführt.
Verfahren zur Trennung von Schirm- und Konusglas zerkleinerter CRT-Bildröhren:
Die Bruchstücke des Röhrenglases können durch Sensoren nach ihrem Bleigehalt getrennt werden. Zum Beispiel ermöglicht Röntgentechnik die Analyse der atomaren Dichten des Glases, wodurch Schirm- und Konusglas getrennt werden können. Mit diesem Verfahren kann eine hochwertige bleifreie (< 0,1 % Pb) Fraktion erzeugt werden, in der sich 90 % des Schirmglases wiederfinden. Auch mittels UV-Licht bestimmter Wellenlänge kann der Bleigehalt von CRT-Scherben identifiziert (blaue Lumineszenz) und das bleihaltige Konusglas abgetrennt werden.
2.2.1.3. Entsorgung von Bildröhrenglas
Durch die heutigen sehr guten Aufbereitungsverfahren stehen insbesondere für gereinigtes Schirmglas (bleifrei, frei von Leuchtschicht und Alu-Beschichtungen an den Seiten) Recyclingwege in ausreichender Kapazität zur Verfügung. Reines Schirmglas kann zum Beispiel als Behälterglas, in Glasuren oder als Zuschlagstoff in der Keramikindustrie stofflich verwertet werden.
Die stoffliche Verwertung des bleihaltigen Konusglases ist hingegen begrenzt. Es existieren geringe Kapazitäten für den Einsatz von bleihaltigem Glas z.B. bei der Herstellung von strahlenabsorbierenden Schutzgläsern oder als Zuschlagsstoff in Kupfer- und Bleihütten 25.
Zerkleinertes Konusglas kann unter bestimmten Bedingungen im Bergversatz eingesetzt werden, obwohl der Bleigehalt im Konusglas die in Anlage 1 der VersatzV genannten Blei-Grenzwertkonzentration von 100 g/kg überschreitet. Dies ist im Salzgestein dann zulässig, wenn die nach § 3 VersatzV geforderte Rückgewinnung von Metallen (hier Blei) aus dem Konusglas wirtschaftlich nicht zumutbar ist. Hierfür ist gemäß § 4 Abs. 3 VersatzV ein Langzeitsicherheitsnachweis für den dauerhaften Abschluss der Abfälle von der Biosphäre Voraussetzung, wodurch eine vergleichbar hohe Sicherheit wie bei einer Untertagedeponie bestätigt wird.
Die Verwertung als Versatzmaterial in Bergwerken in anderen geologischen Formationen als Salzgestein ist nicht zulässig. Eine Ausnahme von diesem Verbot ist nur möglich, wenn die geogenen Grundgehalte des aufnehmenden Gesteins höhere Blei-Konzentrationen aufweisen als das zu versetzende Material (§ 4 Abs. 2 VersatzV).
Schirmglas ist aufgrund seiner Zusammensetzung für den Versatz unter Tage geeignet, sollte aber höherwertig verwertet werden, da es ausreichend alternative Verwertungswege gibt. Mischglas stellt eine Vermischung von Konus- und Schirmglas dar. Da wirtschaftliche Verfahren zur sauberen Trennung der Glassorten existieren, ist die bleifreie Fraktion aus dem Mischglas abzutrennen und dem Recycling zuzuführen. Der Einsatz von gemischtem Bildröhrenglas oder Konusglas als Betonzuschlagstoff (z.B. in Legioblocks®) ist abzulehnen, da eine unkontrollierte Verteilung von Schadstoffen erfolgen würde. Glas, das aufgrund seines Bleigehaltes als gefährlicher Abfall eingestuft wird, darf weder als Schleif- oder Strahlmittel zur Herstellung von Baustoffen noch als Bauzuschlagstoff verwendet werden. 26
Grundsätzlich bestehen Möglichkeiten, Blei aus dem Konusglas zurückzugewinnen 27, die wirtschaftliche Umsetzung solcher Verfahren ist jedoch noch nicht erfolgt.
Die früher übliche Rückführung des Konusglases in die CRT-Produktion ist nicht mehr möglich, da weltweit keine CRT-Bildschirme mehr produziert werden.
Tabelle 2.2.2 enthält eine Übersicht über die Bewertung verschiedener Verwertungsverfahren.
Tabelle 2.2.2: Bewertung der Verwertungsverfahren
| Verwertungsverfahren | Absatzweg | Materialfraktion | Einstufung/Bewertung |
| Bleihütte |
|
|
|
| Behälterglasindustrie |
|
|
|
| Flachglasindustrie |
|
|
|
| Mineralfaserindustrie |
|
|
|
| Textilfaserindustrie |
|
|
|
| Keramikindustrie |
|
|
|
| Baustoffindustrie |
|
|
|
| Versatz unter Tage |
|
|
|
| Versatz unter Tage |
|
|
|
2.2.2. Anforderungen an den Umgang mit Flüssigkristallanzeigen (LCD)
LCD (Liquid Crystal Displays) sind Anzeigen, bei denen Licht einer Leuchtquelle (Hintergrundbeleuchtung) durch eine dünne, zwischen zwei Glasscheiben eingeschlossene Flüssigkristallschicht geleitet wird.
Flüssigkristallanzeigen werden in vielen Elektro- und Elektronikgeräten eingesetzt, z.B. in Laptops, Flachbildfernsehern, Mobiltelefonen, Geschirrspülern, Waagen oder Fotoapparaten. Flüssigkristallanzeigen mit einer Fläche von über 100 cm2 oder mit Hghaltiger Hintergrundbeleuchtung (siehe hierzu auch Kap. 2.7.4) gehören zu den Bauteilen, die im Rahmen der Erstbehandlung aus EAG entfernt werden müssen (Anlage 4, Nr.1j) ElektroG).
Bei Flachbildschirm-Fernsehgeräten und Computermonitoren wurde anfangs als Leuchtquelle eine quecksilberhaltige Hintergrundbeleuchtung (CCFL) genutzt. Diese gehört selbst zu den zu entfernenden Bauteilen (Anlage 4, Nr. 1a) ElektroG). Bei der Erfassung der Flachbildschirmgeräte ist darauf zu achten, dass diese Hintergrundbeleuchtung nicht beschädigt wird. Entsprechend sind Bruch und Beschädigung von Flachbildschirmen während der Erfassung, Lagerung und des Transports durch ausreichende Sicherung zu verhindern.
Gemäß Anlage 4 Abs. 1 Satz 3 ElektroG ist sicherzustellen, dass schadstoffhaltige Bauteile und Stoffe bei der Behandlung nicht zerstört werden und Schadstoffe nicht in die zu verwertenden Materialströme eingetragen werden. Die CCFL der Hintergrundbeleuchtung soll im Rahmen der Schadstoffentfrachtung zerstörungsfrei entfernt bzw. bei zerstörender Entnahme unter Absaugung als separater Stoffstrom erfasst werden, um die Kontamination anderer Stoffströme mit Quecksilber zu verhindern.
Seit der Markteinführung 2009 hat sich bei Flachbildschirmgeräten zur Hintergrundbeleuchtung die LED-Technik durchgesetzt. Bei diesen "LED-Fernsehern" oder Monitoren handelt es sich immer noch um LCD-Geräte, bei denen die Hintergrundbeleuchtung mit LED erfolgt. LED-Geräte ohne Flüssigkristalle, bei denen die LED (v.a. OLED) zur Farberzeugung selbst eingesetzt werden, sind ebenfalls erhältlich.
Aufbau der LCD-Module:
Die Hauptkomponenten der heutigen LCD-Module sind 28:
-
die Hintergrundbeleuchtung
Bei Flachbildschirmen mit CCFL-Kapillaren als Hintergrundbeleuchtung variiert die Anzahl der Leuchtstoffröhren stark in Abhängigkeit von Gerätetyp und -größe. Bei PC-Monitoren sind die Leuchtstoffröhren i.d.R. paarweise oben und unten am Display oder auch rund um das Display angebracht und z.B. in Aluminiumschienen verankert. Laptops weisen meist je eine Kapillare oben und unten am Display auf. Fernsehgeräte besitzen eine flächig installierte Hintergrundbeleuchtung, wobei die Röhren horizontal im Abstand von etwa 3 cm flächig hinter der gesamten Displayfläche angebracht sind. In Abhängigkeit von der Größe des Gerätes (Diagonale) können über 50 Röhren verbaut sein. Die Angaben zu den enthaltenen Quecksilbermengen in CCFL-Röhren variieren zwischen 2,5 und 10 mg pro Röhre. Als üblich gelten Quecksilbergehalte je Röhre zwischen 3 und 5 mg.29.
- ein Folien-Set
Das Folien-Set von Flachbildschirmen besteht aus mehreren lose übereinanderliegenden Reflexions- und Diffusionsfolien aus Kunststoff. PC-Monitore enthalten üblicherweise eine ca. 0,5-1 cm starke Acrylglasplatte.
-
die Flüssigkristallanzeige (LCD-Panel)
Das LCD-Panel besteht aus 2 Glasplatten zwischen denen sich eine Flüssigkristallschicht befindet. Innen sind die Glasplatten mit einer transparenten Elektrodenschicht beschichtet, welche häufig aus Indium-Zinnoxid (ITO-Schicht) besteht. Auf der rückwärtigen Glasplatte befinden sich Leiterbahnen aus Metall (u. a. Ti, Al). Vor der vorderen Glasplatte ist ein Farbfilter angeordnet. Auf den Außenseiten des Panels befindet sich jeweils eine Polarisationsfolie.
-
elektronische Bauteile
Diese umfassen hochwertige Leiterplatten und die Ansteuerungselemente, welche direkt an die Flüssigkristallanzeige anschließen.
-
Rückwand, Rahmen und Standfuß
Das Modul wird durch Rückwand und Rahmen aus Metall (Al) und Kunststoff zusammengehalten. In den Kunststoffteilen können Flammschutzmittel enthalten sein.
Anforderungen an die Behandlung von LCD-Bildschirmen:
Aus den Bildschirmgeräten sind nach ElektroG, Anlage 4 Nr.1a) "quecksilberhaltige Bauteile wie Schalter oder Lampen für Hintergrundbeleuchtung" und nach Nr. 1j) "Flüssigkristallanzeigen (ggf. zusammen mit dem Gehäuse) > 100 cm2 sowie hintergrundbeleuchtete Anzeigen mit Gasentladungslampen" zu entfernen. Des Weiteren besagt Anlage 4 Nr. 1 ElektroG, dass schadstoffhaltige Bauteile (wie z.B. Hghaltige Lampen) bei der Behandlung nicht zerstört werden und Schadstoffe nicht in die zu verwertenden Materialströme eingetragen werden dürfen.
Daraus ist abzuleiten, dass die Entfernung der Hghaltigen Hintergrundbeleuchtung (CCFL) vor der mechanischen Zerkleinerung der Flachbildschirme zu erfolgen hat (vgl. auch Begründung zur Novelle ElektroG, Bundestagsdrucksache 18/4901, S. 93f).
Dies wird im Allgemeinen manuell oder teilmechanisch durchgeführt. Eine mechanische Behandlung des ganzen Bildschirms ohne vorherige Abtrennung der Hintergrundbeleuchtung ist danach unzulässig. Eine solche "andere Behandlungstechnik" dürfte, wie in § 20 Absatz 2, Satz 3 ElektroG ausgeführt, erst nach Aufnahme in Anhang VII der WEEE-Richtlinie 2012/19/EU angewandt werden.
Trotzdem wird in der Fachliteratur auch eine Zerkleinerung vollständiger Flachbildschirme thematisiert, z.B. VDI Richtlinie 2343 Blatt 5, Nr. 6.1.2, 2. Absatz: "Alternativ ist auch eine Verwertung in gekapselten Schredderanlagen denkbar, um das bei der Zerkleinerung austretende Quecksilber aufzufangen".
Die Zerkleinerung ohne vorherigen Ausbau der Hintergrundbeleuchtung steht nicht im Einklang mit den Vorgaben der WEEE-Richtlinie 2012/19/EU und des ElektroG und ist daher in Deutschland und anderen EU-Mitgliedstaaten unzulässig.
Behandlungsverfahren:
-
Manuelle Demontage:
- Die manuelle Zerlegung von Flachbildschirmgeräten hat an speziellen Arbeitsplätzen unter Luftabsaugung mit Aktivkohlefilter zu erfolgen. Dabei sind die Hghaltigen Hintergrundbeleuchtungslampen möglichst zerstörungsfrei zu entnehmen.
- Entnommene CCFL-Röhren sind in geeigneten Behältern zu sammeln, zerbrochene CCFL-Röhren sind direkt nach Entnahme in geschlossene gasdichte Transportbehälter zu geben (s. hierzu auch Kapitel 3.1.1). Empfohlen wird die Zugabe
von Aktivkohle in den Sammelbehälter für Lampenbruch, so können Quecksilberdampfemissionen um bis zu 80 % reduziert werden 30.
- Die Einhaltung der zulässigen MAK-Werte am Arbeitsplatz ist zu überwachen.
- Eine Vorbereitung zur Wiederverwendung der PMMA-Scheibe ist möglich.
- Teilautomatisierte Zerlegung:
Die Verfahren zur teilautomatisierten Demontage der Hghaltigen Hintergrundbeleuchtung wurden in den letzten Jahren entwickelt. Durch den erhöhten Automatisierungsgrad kann ein hoher Gerätedurchsatz realisiert werden.
Auch für die teilautomatisierte Zerlegung der Flachbildschirme ist eine bruchfreie Anlieferung der Geräte wichtig. Vor der Behandlung werden zuerst die Füße der Altgeräte demontiert (hochwertige Kunststoffe, Metalle).
Bei den bestehenden Verfahren werden Monitor- und Fernsehgeräte (auf Grund der verschiedenen Anordnung der Hintergrundbeleuchtung) unterschiedlich behandelt. Zurzeit kommen z.B. folgende Verfahren zur Anwendung:
- Die Bildschirme werden an Demontagetischen mit automatischen Sägen aufgeschnitten, so dass die CCFL-Röhren manuell und möglichst zerstörungsfrei entfernt werden können.
- Bei Monitoren werden die Rahmenseiten inklusive der seitlich angebrachten Leuchtstoffröhren maschinell entfernt, so dass die Lampen erhalten bleiben oder unter direkter Absaugung abgetrennt werden. Der so weitgehend schadstoffunbelastete Geräterest wird dann manuell oder mechanisch weiterbehandelt.
- Bei Fernsehern mit flächig angebrachten Röhren wird z.B. die Displayeinheit entlang des Rahmens maschinell aufgeschnitten. Die Scheibe (zumeist aus hochwertigem Kunststoff PMMA) kann dann entnommen und die Leuchtstoffröhren der Hintergrundbeleuchtung manuell, mittels einfacher Werkzeuge, entfernt werden. Die Röhren werden dabei entfernt, die Bruchstücke fallen in ein geschlossenes Sammelbehältnis und werden in einer spezialisierten Anlage weiterbehandelt. Der so schadstoffreduzierte Geräterest kann dann manuell und/oder mechanisch
weiterbehandelt werden. Er enthält Leiterplatten, Fe- und NE-Metalle und hochwertige Kunststoffe. Die Outputfraktionen der Behandlung sind regelmäßig auf Hg-Belastungen zu prüfen. Unter Beachtung des Behandlungsprozesses und der klimatischen Bedingungen sind ggf. gezielte Hg-Minderungsmaßnahmen notwendig.
Im Allgemeinen ist bei der teilautomatisierten Zerlegung eine Separierung von einzelnen Flachbildschirmbestandteilen (z.B. verschiedener Kunststoffscheiben/-folien, Flüssigkristall-Glas-Verbund, Leiterplatten) möglich.
Grundsätzlich sind bei der Behandlung von Flachbildschirmen
- Staubemissionen und diffuse Emissionen zu vermeiden und entstehende Stäube abzuscheiden,
- entstehende Emissionen über eine zielgerichtete Luftabsaugung am Behandlungsort über Aktivkohlefilter zu minimieren,
- die Einhaltung der zulässigen MAK-Werte am Arbeitsplatz zu überwachen , sowie
- die Hghaltige Hintergrundbeleuchtung in geeigneter Weise zu entfernen und die entnommenen Lampen bzw. der Lampenbruch an spezialisierte Behandlungsanlagen zur Weiterbehandlung abzugeben.
Bei batteriebetriebenen Flachbildschirmgeräten (Laptops, Tablets etc.) sind in einem ersten Behandlungsschritt die Akkumulatoren zu entnehmen und sachgerecht zu entsorgen (meist lithiumhaltig, erhöhte Brandgefahr). Zur Entsorgung sind sie nach den näheren Maßgaben des § 12 Abs.1, 3 BattG dem Gemeinsamen Rücknahmesystem (GRS Batterien) oder einem herstellereigenen Rücknahmesystem zur Abholung bereitzustellen.
Auf Grund des Flüssigkristallgehaltes bestehen nach derzeitigem Wissensstand keine spezifischen Behandlungsanforderungen. 31
Verwertungswege:
LCD-Panel ohne Elektronik und Beleuchtung (d.h. Kunststoff-/Glasscheiben mit Flüssigkristallen, verschiedene Kunststofffolien) bestehen vorwiegend aus Glas und Kunststoff und nur zu rund 0,1 Prozent aus Flüssigkristallen. Um die gesetzlichen Anforderungen (80 % Verwertungsquote sowie 70 % Quote für VzW und Recycling gemäß § 22 Absatz 1 Nr. 2 ElektroG) erfüllen zu können, müssen Glas und Kunststoff recycelt bzw. verwertet werden.
Je nach Zerlegungstiefe kann das LCD-Modul bei der manuellen Demontage als separates Teil in fester Verbindung anfallen oder weiter in die verschiedenen Bildschirmbestandteile (LCD-Panel, einzelne Kunststofffolien) getrennt werden. Bei der teilautomatisierten Zerlegung fallen die verschiedenen Bildschirmbestandteile grundsätzlich getrennt an. Die unterschiedlichen Kunststofffolien können sortenrein einer stofflichen Verwertung zugeführt werden. Ein empfehlenswerter Verwertungsweg für LCD-Panel hat sich zur Zeit noch nicht etabliert. Grundsätzlich können die Panels der Sonderabfallverbrennung zugeführt werden, wo das LCD-Glas normales Glas bzw. Quarzsand zum Schutz der steinernen Ausmauerung der Drehrohröfen ersetzen kann 32. Die Deponierung von LCDs ist aufgrund des hohen Organikgehalts von ca. 15 % 33 grundsätzlich unzulässig.
Ressourcenrelevanz
Insbesondere Indium (In) wird als ressourcenrelevanter Inhaltsstoff von LCD angesehen. Indium wird in der Elektrodenschicht als Indium-Zinnoxid (ITO) eingesetzt. Die Konzentration von In in kompletten Flachbildschirmgeräten liegt bei ca. 12 g/t, bei separierten LCD-Anzeigen bei ca. 190 g/t, was die Konzentration von Indium in natürlich vorkommenden Erzen um ein Vielfaches übersteigt. Möglichkeiten des Recyclings von In aus LCD werden zurzeit erforscht. Des Weiteren bestehen PC-Monitore und TV-Geräte zu bis zu 50 % aus Metallen (Eisen und Aluminium), zu etwa einem Drittel aus Kunststoffen, darunter hochwertige wie PMMA oder ABS, und zu bis zu 10 % aus Leiterplatten und anderen hochwertigen elektronischen Komponenten 34, die möglichst sortenrein wiedergewonnen und stofflich verwertet werden sollen.
Schadstoffrelevanz
Hauptschadstoff in LCD-Geräten mit Gasentladungslampen als Hintergrundbeleuchtung ist Quecksilber (Gesamtgehalt bis zu einigen Hundert mg pro Altgerät, in Abhängigkeit von der Anzahl der Lampen).
Das in älteren LCD-Displays verbaute Glas wurde häufig mit As/Sb geläutert und weist einen As-Gesamtgehalt von etwa 0,5 % auf. Inwieweit Kampagnen zum freiwilligen Verzicht auf die Läuterung des LCD-Glases mit As, wie z.B. Green Electronics, mittlerweile Wirkung zeigen, ist nicht aktuell untersucht. Bei der weiteren Verwertung von Bildschirmglas ist dies entsprechend zu berücksichtigen. Potenziell ist dieses LCD-Glas je nach As-Gehalt und Anhaftungen für bestimmte Verwertungspfade ungeeignet 35. Dies gilt insbesondere für Anwendungen, bei denen das Glas aufgemahlen wird, wie zum Beispiel die Produktion von Glasschaum.
Die Flüssigkristalle in den LCD werden vielfach in die Wassergefährdungsklasse 2 eingestuft, da sie schwer biologisch abbaubar sind. Die in Bildschirmen verwendeten LC-Mischungen sind nicht akut toxisch 36
Durch die stetige Weiterentwicklung der Flachbildschirmtechnologien (z.B. OLED, Quantum Dot-Technik etc.) kommt es zu Veränderungen in den Werkstoffkompositionen der Panelmaterialien.
2.2.3. Anforderungen an den Umgang mit Plasmabildschirmgeräten
Plasmabildschirmgeräte waren in den späten 2000er Jahren ein ernsthafter Marktkonkurrent von LCD-Bildschirmgeräten bei großen Flachbildschirm-Fernsehgeräten. Inzwischen wurde die Produktion fast vollständig eingestellt.
Zusammensetzung der Plasmabildschirme:
Plasma-Panels bestehen zu 99 % aus Glas, des Weiteren aus diversen z.T. schwermetallhaltigen Bestandteilen und Beschichtungen. Trennbarrieren und dielektrische Beschichtung bestehen aus PbO-haltigem Glas (2,3 % des Panelglases).
In Plasmapaneelen wird nur für die auf der Frontglasscheibe aufgebrachte Elektrodenschicht Indium-Zinnoxid verwendet (da nur diese transparent sein muss). Der Indium-Gehalt eines Plasma-Panels wird von BAUDIN (2006) mit 12 mg/kg angegeben.
Bei bestimmten Bautypen vor 2010 kann Quecksilber in den Plasmazellen zwischen den beiden Glasplatten enthalten sein. Gemäß LASSEN et al (2008) beträgt der Hg-Gehalt 5-30 mg/Display.
Im Inneren der Plasmazellen befinden sich u. a. Leuchtstoffe 37, die Seltenerdmetalle enthalten.
Behandlung der Plasmabildschirme:
Durch geeignete Sortierung ist sicherzustellen, dass in jedem Fall eine Trennung von Plasma-Bildschirmgeräten und Altgeräten mit LCD erfolgt. Bei "älteren" Plasmabildschirmen (s.o.) sind bei der Verwertung die ggf. enthaltenen Blei- bzw. Quecksilbergehalte zu berücksichtigen.
2.3. Behandlungstechniken und Verwertungsverfahren von EAG der Sammelgruppe 3: Lampen
2.3.1. Lampentypen und allgemeine Hinweise
In der Bundesrepublik Deutschland werden derzeit ca. 8.000 Mg Lampen pro Jahr eingesammelt und verwertet. Gemäß ElektroG gehören hierzu insbesondere folgende Lampentypen:
- Stabförmige Leuchtstofflampen - TFL (Tube Fluorescent Lamp),
- Kompaktleuchtstofflampen mit und ohne integriertem Vorschaltgerät- CFLi / CFLni (Compact Fluorescent Lamp, landläufig auch als Energiesparlampen bezeichnet),
- Entladungslampen, einschließlich Hochdruck-Natriumdampflampen- HID (High Intensity Discharge) und Metalldampflampen,
- Niederdruck-Natriumdampflampen,
- LED
Gasentladungslampen und LED aus privaten Haushalten werden in der SG 3 (Lampen) erfasst. Zusätzlich sind sie Bestandteil vieler Geräte und fallen somit bei der Demontage der SG 1 (z.B. Beleuchtung in gewerblichen Kühltruhen), SG 2 (z.B. Hintergrundbeleuchtung von Flachbildschirmen) sowie SG 4 und 5 (z.B. Solarien und Leuchten) an.
2.3.1.1. Sicherheitshinweise für die Lagerung und den Transport von Lampen
Lampen sind bruchsicher zu lagern. Gemäß des Gefahrgutrechts unterliegen Alt-Lampen beim Transport bei Erfüllung der Freistellungvoraussetzungen nicht dem ADR. Gebrochene Lampen und quecksilberhaltige Fraktionen aus der Behandlung von Lampen sind in durchstichfesten und dicht verschlossenen Gebinden mit ausreichendem Schutz zur Verhinderung von Quecksilber- und Staubemissionen zu lagern und zu transportieren (s. auch LAGA M31 A Kap. 2.4.1).
Als technische Schutzmaßnahme zur Reduzierung von Hg-Expositionen, z.B. beim Öffnen von Sammelbehältnissen, eignet sich die Zugabe von Aktivkohle in das Sammelbehältnis. So bewirken 100 g Aktivkohle in einem mit Lampenbruch gefüllten 60 l Kunststoffbehälter eine Minderung der Quecksilberdampfkonzentration von bis zu 80 %. Als weitere Schutzmaßnahme zur Expositionsminderung beim Öffnen von Kunststoffbehältnissen sind spezielle, bspw."ringförmige" Absaugeinrichtungen, welche direkt oberhalb der Behälterkante angesetzt werden, geeignet. Eine Absaugleistung von 400 m3/h und eine Ansauggeschwindigkeit von 10 m/s sind ausreichend, um entweichende Hg-Dämpfe sofort zu erfassen 38.
Bei der Lagerung und beim Transport zur Erstbehandlungsanlage ist ein Schutz vor Witterungseinflüssen, insbesondere vor Sonneneinstrahlung, Regen/Schnee und eine ausreichende Belüftung der Lagerräume bzw. der Transportmittel zu gewährleisten.
2.3.1.2. Allgemeine Hinweise zur Quecksilberproblematik
Wesentliches Ziel der Behandlung von Lampen ist die Entfernung und Ausschleusung des Quecksilbers aus dem Stoffkreislauf. Es muss insofern gewährleistet sein, dass durch die Outputfraktionen (Glas, Endkappen, Kunststoffe, Metalle und Leuchtstoffpulver) keine Verschleppung von Quecksilber erfolgt. Ggf. ist eine entsprechende Nachbehandlung erforderlich. Bei den Anlagen ist zum Teil eine thermische Behandlung (350 - 550 ° C) nachgeschaltet, damit das Quecksilber (Siedepunkt von Hg 356,7 °C) ausgedampft wird.
Bei der Aufbereitung von Lampen zur Verwertung ist für Altglas gemäß Anlage 4 Nr. 6 ElektroG ein Quecksilbergehalt von höchstens 5 mg/kg Altglas einzuhalten.
Für die anderen Fraktionen ist für die Verwertung im ElektroG kein Grenzwert festgelegt. Jedoch sollte der Eintrag von Quecksilber in den Stoffkreislauf minimiert werden. Mögliche Anhaltswerte können die Grenzwerte aus der Abfallbehandlungspflichtenverordnung aus Österreich 39 sowie die Technischen Vorschriften zur Entsorgung von Elektro- und Elektronikaltgeräten von SENS / SWICO Recycling aus der Schweiz 40 geben.
In Österreich darf der Hg-Gehalt der Glasfraktion aus Lampen zum Zweck der Verwertung 5 mg/kg Trockenmasse nicht übersteigen. Alle anderen Fraktionen aus der Lampenbehandlung dürfen einen Hg-Gehalt von 10 mg/kg Trockenmasse nicht übersteigen. In der Schweiz gelten die gleichen Werte für Glas- bzw. andere Fraktionen, die einer stofflichen Verwertung zugeführt werden, wie in Österreich.
Demontage von quecksilberhaltigen Bauteilen
Wenn die erhöhte Gefahr einer Freisetzung von Quecksilber besteht, ist bei der Behandlung von quecksilberhaltigen Elektro- oder Elektronik-Altgeräten oder quecksilberhaltigen Bauteilen eine Arbeitsplatzabsaugung mit entsprechender Quecksilberabscheidung (z.B. Aktivkohle) vorzusehen. Für die Entfernung von unbeabsichtigt anfallenden quecksilberhaltigen Rückständen oder Stäuben ist ein Industriestaubsauger mit dotiertem Aktivkohlefilter zu verwenden.
Aktivkohlefilter
Bei den Lampenbehandlungsverfahren wird das gasförmige Quecksilber bei allen Verarbeitungsschritten über Aktivkohlefilter geleitet. Die dabei eingesetzte Spezialaktivkohle zur Bindung von gasförmigem Quecksilber garantiert durch eine spezielle Imprägnierung eine hohe Belade- und Bindungssicherheit.
Umgang mit quecksilberhaltigen Lampen
- Quecksilber (Hg) liegt in Gasentladungslampen teilweise elementar vor.
- Das Quecksilber kann auch gebunden in einer Amalgamverbindung vorliegen.
- Das Quecksilber befindet sich bei gebrauchten Leuchtstofflampen vor allem in der innen am Glaskolben einer Lampe haftenden Leuchtstoffbeschichtung.
- Das Quecksilber befindet sich auch im Glas, da es über die Lebenszeit der Lampe in geringem Umfang in das Glas diffundiert.
- Höhere Quecksilber-Konzentrationen sind auch in den Alu-Endkappen der Leuchtstoffröhren zu finden
2.3.2. Behandlungsverfahren
Zur ordnungsgemäßen Behandlung von Gasentladungslampen stehen verschiedene Recyclingverfahren zur Verfügung (Kap. 2.3.4).
LED-Lampen werden gemeinsam mit den Gasentladungslampen erfasst, u.a. weil sie vom Verbraucher nur schwer zu unterscheiden sind.
Die Separierung der LED-Lampen wird derzeit bei den Verwertern nur zum Teil durchgeführt, dies wird jedoch bei steigenden Marktanteilen der LEDs an Bedeutung zunehmen, denn LED-Lampen enthalten kein Quecksilber. Dabei ist darauf zu achten, dass möglichst keine Verschleppung von Quecksilber aus den Gasentladungslampen in andere Fraktionen stattfindet.
2.3.2.1. Kapp-Trenn-Verfahren
Mit diesem Verfahren werden stabförmige Leuchtstofflampen behandelt.
Zunächst werden die Kappenendstücke vom Glas der Lampen abgetrennt. Danach wird der quecksilberhaltige Leuchtstoff aus dem verbleibenden Glasrohr geblasen oder abgesaugt und gesammelt. Anschließend wird das Glas gebrochen und ggf. zur weiteren Quecksilberreduzierung mechanisch oder thermisch nachbehandelt.
Die von der Glasfraktion separierten Endkappen mit den enthaltenen Restmaterialien (Bleiglas, Kitt, Metallteile, Bakelit) werden in einer anschließenden weiteren Behandlung in Glas und Metalle getrennt und von Quecksilber gereinigt.
2.3.2.2. Kappen-Separations-Verfahren
Mit diesem Verfahren werden stabförmige Leuchtstofflampen behandelt.
Die Lampen werden gebrochen und das freigesetzte Leuchtstoffpulver abgesaugt. Die Endkappen werden vom Glas separiert.
Die in den Endkappen noch anhaftenden Restmaterialien (Bleiglas, Kitt, Metallteile) werden weitgehend aus den Lampensockeln ausgebrochen und thermisch behandelt.
Glas und Staub werden über einen Zyklonabscheider geführt, damit der Feinstaub abgetrennt wird. Der Glasbruch aus dem Zyklonabscheider gelangt über eine Heißluftkammer in einen indirekt befeuerten Spezialofen und wird dort aufgeheizt.
Das Glas aus dem Spezialofen wird mittels einer elektronischen Durchflussregelung ausgeschleust und thermisch nachbehandelt.
Die Metallteile werden nach der magnetischen Sortierung nochmals über eine Zentrifuge und Heißluftkammer geleitet, um verbliebene Reste von Bleiglas und Kitt abzutrennen.
2.3.2.3. Glasbruchwaschverfahren
Das Glasbruchwaschverfahren ist geeignet, um große Mengen verschiedener Lampentypen, bereits zerbrochene Lampen und anfallenden Ausschuss aus der Lampenproduktion zu verarbeiten.
Nach der Zerkleinerung der Lampen durch Vorbrecher, Walzenbrecher und Kammbrecher werden die Lampenbestandteile einem Silo zugeführt. Danach wird der Leuchtstoff vom Glasbruch durch Vibration und Wasser in einer Waschanlage (Schraubenförderer) abgelöst. Mit dem Leuchtstoff wird auch das Quecksilber entfernt.
In den nun folgenden Siebanlagen wird das Spülwasser aus der Waschanlage mit abgewaschenem Leuchtstoff, Quecksilber und Feinglasanteil vom Glasbruch abgetrennt und der Abwasseraufbereitung zugeleitet. Die Endkappen und Verunreinigungen werden durch zusätzliche Siebe abgeschieden und das Natron-Kalk-Glas entwässert.
Für das hochwertige Recycling des Glases ist zur optischen Erkennung von Fremdstoffen wie Keramik, Kitt, Buntglas usw. eine Sortier-Anlagenachgeschaltet.
Auf die aufwendige Spülwasseraufbereitung wird hier nicht näher eingegangen.
2.3.2.4. Zentrifugal-Separationsverfahren
Das Verfahren kann zum Recycling aller nichtstabförmigen Lampen angewendet werden. Hierbei handelt es sich um ein produktspezifisches Verfahren, d.h. es werden Kompaktleuchtstofflampen und sonderförmige Lampen aufgearbeitet. Für stabförmige Lampen ist die Anwendung des Verfahrens nicht geeignet. Von einem gekapselten Förderband werden die Lampen in einen Vorbrecher transportiert, in dem unter Unterdruck die Vorschaltgeräte und Kunststoffkörper sowie Metallteile vom Glas getrennt werden. Danach werden die Lampenbestandteile in die Zentrifugal-Separationsanlage befördert. Ein weiterer Brecher, der auch mit Unterdruck betrieben wird, trennt die Fraktionen weiter auf und Quecksilber wird abgesaugt. Über die elektronische Steuerung (Drehzahlregelung, Verweildauer, Füllstandhöhe) der Zentrifuge erfolgt eine Trennung des Glases und der Kunststoffe.
Der durch die Brecheranlage entstehende Staub und das Leuchtstoffpulver werden abgesaugt und über eine geeignete, mit Spezialaktivkohle bestückte Filteranlage abgeleitet.
Durch das Erhitzen von Glas und Fassung erfolgt die Abscheidung des restlichen Quecksilbers. Anschließend werden die Metallteile der Fassungen über einen magnetischen
Abscheider geleitet. Metall- und Kunststoffteile der Lampenfassungen werden in einem Schredder zerkleinert. Zusätzlich werden in einem nachgeschalteten Verfahren die Glasteile einer thermischen Behandlung unterzogen, um sie danach wieder dem Produktionskreislauf zuzuführen.
2.3.2.5. Trocken- mechanische Behandlung (Schredderverfahren)
Dieses Verfahren ist ebenfalls für die Verwertung aller Lampentypen, des Lampenbruchs und der Produktionsabfälle geeignet. In drei Schritten werden diese im Schredderverfahren recycelt. Nach der Zerkleinerung der ausgedienten Lampen werden die Bruchstücke anhand ihrer Korngröße separiert. Die Grobfraktion besteht aus Lampenenden oder Lampensockel, die mittlere Fraktion aus Glas und Kunststoff mit einer Korngröße von ca. 5 mm und die Feinfraktion aus Leuchtstoffpulver und Glasstaub. Ohne thermische oder intensive mechanische Nachbehandlung aller Outputströme zur Entfernung von Hg entspricht diese Vorgehensweise nicht dem Stand der Technik.
Die metallenen Teile können anschließend in der Industrie als Sekundärrohstoff eingesetzt werden. Die Mischglasscherben können für Glasprodukte mit geringen Reinheitsansprüchen oder als Zuschlagsstoff zum Beispiel zum Verglasen oder Verschäumen verwendet werden.
2.3.2.6. Selektive Behandlung für einzelne Lampentypen
Die selektive Verarbeitung (Sortierung) von Lampen wird bereits vor der Lampenverwertung durchgeführt. Dabei werden z.B. die Energiesparlampen, Hochdrucklampen und andere Typen von den LEDs getrennt und Lampen mit Quarzglas (Brennerbestandteil) aussortiert.
Bei einer selektiven Behandlung der verschiedenen Bauteileformen von nichtstabförmigen Altlampen können bei den allgemein gewonnenen Fraktionen wie z.B. Mischglas und Kunststofffraktion mit Leiterplatten in der Regel niedrigere Quecksilberbelastungen und geringere Verunreinigungen durch Quarzglas erzielt werden. Damit werden die Einsatzmöglichkeiten der so zurückgewonnenen Fraktionen verbessert. Allerdings ist vor der Bearbeitung eine aufwendige Vorsortierung der gemischt angelieferten Lampen erforderlich.
Ein Beispiel hierfür wäre die behutsame Zerlegung von Energiesparlampen mit integriertem Vorschaltgerät, wobei die quecksilberhaltigen Entladungsgefäße (innerer Kolben) von den quasi quecksilberfreien restlichen Bestandteilen getrennt werden, welche dann anschließend in geeigneten Aufbereitungsanlagen für Kleingeräte hochwertig verwertet werden können.
Die Fraktionen Hüllkolben-Glas, Entladungsbrenner und Metallteile der Natrium- und Quecksilberhochdrucklampen werden nacheinander und getrennt voneinander zerlegt. Da somit der relativ hohe Quecksilberanteil im unbeschädigten Brenner bis zu dessen Zerlegung erhalten bleibt, wird bei dieser spezifischen Zerlegung die Kontamination der restlichen Fraktionen verhindert. Das hochbelastete Brennermaterial wird somit ausgeschleust und kann geeigneten Entsorgungswegen zugeführt werden.
2.3.3. Verwertungswege und Verwertungsanlagen für Lampenfraktionen
2.3.3.1. Verwertungsfraktionen
Lampen (Leuchtstoffröhren und Energiesparlampen) setzen sich aus Glas, Eisen und NE-Metallen (Aluminium, Messing etc.), Quecksilber, Natrium und Leuchtstoffen, die Antimon, Barium, Blei, Indium, Natrium und Seltene Erden enthalten können, zusammen.
Die Lampen-Recyclinganlagen erreichen eine Verwertungsquote von 83 % bis 99 %. Bei den stabförmigen Entladungslampen kann alleine durch die Verwendung des Glases schon eine Recyclingquote von ca. 89 % erreicht werden. Weitere ca. 5 % der aus Metallen bestehenden Endkappen können ebenso (wenn thermisch behandelt und von Reststoffen gereinigt) recycelt werden. Die Leuchtstoffstäube (ca. 3 %) sind für eine stoffliche Verwertung für den Einsatz als Sekundärrohstoff in Neulampen geeignet. Die Leuchtstoffstäube sind ggf. quecksilberhaltig und enthalten Seltene Erden (SE). Die Höhe der Recyclingquote ist u. a. von den Rohstoffpreisen am Weltmarkt (z.B. Seltene Erden) abhängig. Die Rückgewinnung von Seltenen Erden in den jeweiligen Behandlungsanlagen ist derzeit wirtschaftlich nicht sinnvoll.
Tabelle 2.3.1 enthält einen Überblick über die Stoffbilanz bei stabförmigen Entladungslampen bei getrennter Verarbeitung der Lampentypen.
Tabelle 2.3.1: Stoffbilanz von stabförmigen Entladungslampen
| Leuchtstofflampen | Anteile in Prozent |
| Glas (Natron-Kalk-Glas) | ca. 89,0 % |
| Endkappen gereinigt | ca. 4,5 % |
| Leuchtstoffstäube (ggf. quecksilberhaltig) | ca. 3,0 % |
| Kappenausbruch (aus der Kappenreinigung) | ca. 3,5 % |
Bei den sonderbauförmigen Entladungslampen ist die Verwertungsquote niedriger als die der stabförmigen Lampen, da die Lampentypen und Bestandteile stark variieren. Aber auch hier können das Glas und die Metalle (und auch die Kunststoff/Metallfraktionen) verwertet werden. Je nach Abnahme- und Transportmöglichkeiten können auch weitere Materialien verwertet werden. Für die Leuchtstoffstäube gilt die schon für die stabförmigen Lampen gemachte Aussage. Die Tabelle 2.3.2 enthält eine Übersicht über die Stoffbilanz von sonderbauförmigen Entladungslampen.
Tabelle 2.3.2: Stoffbilanz von sonderbauförmigen Entladungslampen
| Sonderbauformen (CFL, sonstige Formen) | Anteile in Prozent |
| Glas (Mischglasfraktion) | ca. 60 - 80 % |
| Kappen und Sockel | ca. 7 - 17 % |
| Leuchtstoffstäube (enthalten Quecksilber) | ca. 1 - 3 % |
| Sonstige Glas-, Metall-, Kunststofffraktionen: | ca. 10 - 20 % |
In Deutschland wird das quecksilberhaltige Leuchtstoffpulver aufgrund fehlender Aufbereitungsverfahren als Sonderabfall deponiert.
2.3.3.2. Verwertungswege
Es gibt verschiedene Verwendungen und Abnehmer für die Lampenabfallfraktionen. Diese sind in der Übersichtstabelle 2.3.3 aufgeführt. Potenziell können alle Materialfraktionen Hgbelastet sein. Die Verwertungswege müssen der potenziellen Hg-Belastung Rechnung tragen.
Tabelle 2.3.3: Übersicht der Materialfraktionen, die aus Lampen gewonnen werden, sowie ihre potenziellen Verwerter 41 *
| Ausgangsfraktion | Verwendung | Abnehmer |
| Glas | Glas | Glasindustrie |
| Lampenindustrie | ||
| Glasuren | Keramische Industrie | |
| Scheuersand zur Reinigung | Reinigungsindustrie | |
| Schmelzmittel in Roh- /Schwarzkupfer-Gießerei | Metallindustrie | |
| Klinker | Bau- /Beton-Industrie | |
| Sandersatz | ||
| Unterlage für Asphaltstraße | ||
| Glaswolle | ||
| Leuchtstoffpulverhaltige Fraktion | Derzeit keine Verwertung | Deponie- DK III oder UTD oder Sonderabfallverbrennung mit mehrstufiger Abgasreinigung möglich |
| Metalle, und NE-Metallen | Metallgießereien | Metallindustrie |
| Kunststoffe | Kunststoffmischungen | Sonderabfallverbrennung oder Ersatzbrennstoff, abhängig von der Schadstoffbelastung |
2.4. Behandlungstechniken und Verwertungsverfahren von EAG der Sammelgruppe 4: Großgeräte
2.4.1. Neufassung der Sammelgruppe Großgeräte ab Dezember 2018
Großgeräte sind in § 2 Absatz 1 Satz 1 Nr. 4 ElektroG definiert als "Geräte, bei denen mindestens eine der äußeren Abmessungen mehr als 50 Zentimeter beträgt". Als Pendant sind in Nr. 5 Kleingeräte definiert als "Geräte, bei denen keine der äußeren Abmessungen mehr als 50 Zentimeter beträgt".
Elektro- und Elektronikaltgeräte werden der SG "Großgeräte" zugeordnet, sofern sie der oben aufgeführten Definition entsprechen und nicht in eine der Gerätekategorien bzw. SG "Wärmeüberträger" (Kategorie und SG 1), "Bildschirme, Monitore etc. mit Bildschirmoberfläche > 100 cm2" (Kategorie und SG 2), "Lampen" (Kategorie und SG 3) oder "Photovoltaikmodule" (Kategorie 4 "Großgeräte", aber SG 6 "Photovoltaikmodule") fallen. Das bedeutet, dass Altgeräte eines Gerätetyps, wie beispielsweise "Drucker", je nach ihren äußeren Abmessungen der Kategorie "Kleine ITK-Geräte" (bzw. Elektrokleingeräte) oder der Kategorie "Elektrogroßgeräte" zugeordnet sein können und damit in unterschiedlichen SG zu erfassen sind.
Für eine Übergangszeit wurden die Gerätekategorien (bis 14.08.2018) und die Sammelgruppen (bis 30.11.2018) weitgehend aus dem alten ElektroG übernommen. Ab dem 15.08.2018 werden die Kategorien neu definiert, die SG zum 01.12.2018. Das führt dazu, dass mit der Sammelgruppe 4 (Großgeräte) nunmehr auch Altgeräte erfasst werden, die man in der alten Sammelgruppe 1 (Haushaltsgroßgeräte, automatische Ausgabegeräte) nicht erwarten musste. Einige andere Altgeräte der alten SG 1 fallen dafür jetzt in andere Sammelgruppen.
In Anhang 2 ist eine Gegenüberstellung der EAG der alten Sammelgruppe 1 (Haushaltsgroßgeräte, automatische Ausgabegeräte) zu den EAG der neuen Sammelgruppe 4 (Großgeräte) zu finden.
Mit Ausnahme von Nachtspeicherheizgeräten, die Asbest oder sechswertiges Chrom enthalten, Photovoltaikmodulen (SG 6) und batteriebetriebenen Altgeräten werden alle Großgeräte in einem gemeinsamen Behältnis gesammelt. In diesem Behältnis können ab dem 01.12.2018 z.B. auch Großdrucker, Musikinstrumente oder medizinische Geräte enthalten sein. Damit ändert sich das zu erwartende Schadstoffspektrum. Weitere
Sortierschritte können erforderlich werden. Anlagengenehmigungen, die sich auf Sammelgruppen beziehen, sind daher auf ihre Gültigkeit und Aktualität zu prüfen.
2.4.2. Schadstoffentfrachtung von Großgeräten
Wie die Tabelle in der Anlage 1 zeigt, können in Großgeräten alle in Anlage 4 Nr. 1 ElektroG aufgeführten Werkstoffe und Bauteile enthalten sein. Bei fast allen Altgeräten ist mit Leiterplatten, Kunststoffen mit bromierten Flammschutzmitteln, externen elektrischen Leitungen und Elektrolytkondensatoren > 25 mm zu rechnen.
Die Entfernung dieser Bauteile erfordert bei Großgeräten einen hohen Anteil manueller oder teilautomatisierter Tätigkeit.
Hinweis: Eine mit vielen anschaulichen Fotos versehene Beschreibung der möglichen Inhaltsstoffe von Elektroaltgeräten wurde in Österreich im Jahr 2000 veröffentlicht. Der "Leitfaden für die Behandlung von Elektro- und Elektronikgeräten" ist im Internet verfügbar 42 und für die Erkennung von besonders problematischen Bauteilen in alten Geräten hilfreich.
Bei vielen Altgeräten sind Kondensatoren zu erwarten, bei entsprechendem Alter auch PCB-haltige. Dies betrifft bei Haushaltsgeräten in erster Linie Waschmaschinen, aber auch Küchengeräte wie Geschirrspüler und große Dunstabzugshauben, Bügelmaschinen oder Werkzeuge wie Kreissägen, Kompressoren oder Leuchten für Gasentladungslampen (im Starter). Zu beachten ist, dass PCB-haltige Kondensatoren darüber hinaus häufig in älteren gewerblichen Geräten verbaut wurden. Falls der Betreiber von einer Behandlungsanlage nicht in der Lage ist, die PCB-freien Kondensatoren von PCB-haltigen Kondensatoren zu unterscheiden, müssen alle Kondensatoren entfernt und beseitigt werden. Ungeachtet dessen sind Elektrolytkondensatoren nach Anlage 4 Nr. 1n ElektroG zu entfernen.
Asbesthaltige Isolierungen sind bei älteren EAG zu erwarten, wenn die Geräte der Hitzeerzeugung dienen und die Wärmeübertragung auf andere Teile reduziert werden soll. Dies betrifft unter den Großgeräten Elektroherde, Backöfen und Kochfelder. Ältere Geräte zur Wassererhitzung (Boiler) können entsprechend asbesthaltige Isolierungen enthalten (siehe auch Kap. 2.8.3).
Quecksilberhaltige Schalter, wie Neigungsschalter mit Quecksilber in Waschmaschinen, Lichtschalter etc., sind in älteren EAG verbaut worden.
Leuchten (siehe auch Kap. 2.3) können fest verbaute schadstoffhaltige Lampen enthalten. Solarien enthalten eine Vielzahl von Lampen, die spätestens bei der Erstbehandlung zu entfernen sind. Auch Geldspielautomaten, medizinische Großgeräte, Drucker und Kopiergeräte enthalten Lampen, die Hghaltig sein können und daher auszubauen sind.
Großdrucker und Kopiergeräte, ggf. auch Großrechner, enthalten Fotoleitertrommeln und Toner, ggf. Tinte. Diese müssen vor der weiteren Behandlung ausgebaut werden (vgl. Kap. 2.5).
Dunstabzugshauben enthalten ölhaltige Fettfilter, die vor der mechanischen Zerkleinerung entnommen werden sollten.
Altgeräte mit zu entfernenden Bauteilen müssen erkannt und vor der ersten Zerkleinerung aussortiert und demontiert werden. Erst nach der Schadstoffentfrachtung dürfen die Großgeräte einer mechanischen Zerkleinerungsanlage (z.B. Schredder) zugeführt werden.
2.4.3. Nachtspeicherheizgeräte (NSH)
Nachtspeicherheizgeräte (NSH) unterliegen dem ElektroG. Das 2009 als § 10a EnEV eingeführte Betriebsverbot für Nachtspeicherheizgeräte ab 2019 wurde 2013 wieder aufgehoben 43. Der ursprünglich für 2020 prognostizierte Anstieg der Abfallmengen wird sich insoweit also nicht einstellen.
Nachtspeicherheizgeräte können Asbest, chromathaltige Speichersteine, PCB-haltige Bauteile oder krebserzeugende künstliche Mineralfasern (KMF) enthalten.
2.4.3.1. Asbest
NSH lassen sich hinsichtlich Asbest in drei Klassen einteilen:
- Geräteklasse1: Geräte ohne asbesthaltige Materialien
- Geräteklasse 2: Geräte mit asbesthaltigen Materialien in Kleinteilen: Bei einer Anordnung asbesthaltiger Bauteile außerhalb des Luftstroms ist bei ordnungsgemäßem Betrieb und intaktem Gerät nicht mit einer Freisetzung von Asbestfasern zu rechnen.
- Geräteklasse 3: Geräte mit asbesthaltigen Materialien größeren Umfangs im Luftstrom des Geräteventilators (d.h. in Kernsteinträger und Dichtungen)
Asbest kann in NSH z.B. als Kernsteinträger bzw. -abdeckung, als Rückwand, als Distanzhalter (Kernstein-Luftstrom, Wärmedämmung-Kernstein), als Dämm- und Dichtungsmaterial, in Rückwänden sowie in Kleinbauteilen enthalten sein, aber auch als Unterlage der Heizkörper oder als Strahlungswärmeschutz außerhalb der Geräte.
Bei älteren Modellen (vor 1984) kann Asbest im Kernsteinträger bis zu einem Anteil von 20 % enthalten sein. Auch in neueren Geräten kann durch den Einbau von asbesthaltigen Ersatzteilen Asbest enthalten sein.
Die asbesthaltigen Geräte und Bauteile sind in geeigneten, immissionsschutzrechtlich genehmigten Zerlegungsanlagen für das Recycling vorzubereiten.
Beim Öffnen und Zerlegen der Geräte besteht die Gefahr, dass krebserzeugende Asbestfasern freigesetzt werden. Eine Zerlegung von asbesthaltigen Geräten außerhalb von dafür genehmigten Anlagen und eine Zerkleinerung asbesthaltiger Abfälle ist nicht zulässig. Auf ausreichenden Arbeitsschutz ist zwingend zu achten.
Asbesthaltige Geräte und Bauteile sind entsprechend dem LAGA-Merkblatt 23 "Vollzugshilfe zur Entsorgung asbesthaltiger Abfälle" möglichst als Ganzes auszubauen. Für den Transport sind die Lüftungsöffnungen mit Klebeband abzudichten oder die Geräte in reißfeste Folie einzupacken (siehe auch Kap 2.7.3). Der Ausbau und Abtransport der asbesthaltigen NSH muss durch Fachfirmen nach den Vorgaben der TRGS 519 erfolgen. Falls an Recyclinghöfen der örE unzulänglich verpackte NSH von privaten Anlieferern abgegeben werden, können die örE für deren Annahme mit dem damit verbundenen Mehraufwand ein Entgelt verlangen (vgl. § 13 (5) ElektroG). Die Geräte sind in diesem Fall vor der Weiterleitung bzw. -behandlung zu verpacken oder abzudichten. (siehe auch Kapitel 2.4.1 der LAGA M31 A).
2.4.3.2. Chromathaltige Speichersteine
Chromat (Cr(VI)) ist in den Speichersteinen aus Magnesit oder Forsterit enthalten. Je nach Hersteller und Gerätemodell wurden die Speichersteine erst sukzessive und über viele Jahre auf chromfreie Ausgangsmaterialien umgestellt. Aus dem Herstellungsjahr der NSH bzw. einer Gerätenummer lässt sich nicht zuverlässig auf Chromatfreiheit schließen. Da eine Unterscheidung zwischen chromathaltigen und chromatfreien Speichersteinen im Regelfall
nicht möglich ist, sollten alle Speichersteine grundsätzlich als chromathaltig betrachtet, eingestuft und entsorgt werden. Das Cr(VI) bildet sich während des Betriebes der Geräte durch Hitzeentwicklung aus dem im Speicherstein ursprünglich enthaltenen Chromatit (Cr(III)).
Cr(VI)-haltige Speichersteine dürfen nicht über Bauschuttaufbereitungsanlagen mit anderen Abfällen vermischt und als Recyclingbaustoff verwertet werden. Ein Recycling ist aber als Zuschlagstoff in der Feuerfestindustrie möglich 44. Die in § 22 Abs. 1 Nr. 1 ElektroG geforderten Quoten lassen sich bei NSH nur erreichen, wenn die Kernsteine einem Recycling zugeführt werden.
Cr(VI)-belastete Speichersteine können mit entsprechender Konkretisierung dem Abfallschlüssel 16 02 15 * oder dem Abfallschlüssel 16 11 05 * zugeordnet werden (vgl. Tabelle in Anlage 3, Nr. 13).
2.4.3.3. PCB-haltige Bauteile
PCB-haltige Bauteile können in Geräten enthalten sein, die vor dem Inkrafttreten der PCB-/, PCT-, VC-Verbotsverordnung 45 am 19.07.1989 hergestellt wurden. Bei NSH sind PCB-gefüllte Kapillarrohr-Regler zu erwarten. Sie sind auszubauen und einer geeigneten Entsorgung zuzuführen.
2.5. Behandlungstechniken und Verwertungsverfahren von EAG der Sammelgruppe 5: Kleingeräte und kleine ITK-Geräte
Kleingeräte (Kategorie 5) und kleine ITK-Geräte (Kategorie 6) sind gemäß § 2 Absatz 1 ElektroG Geräte, bei denen keine der äußeren Abmessungen mehr als 50 cm beträgt. Diese beiden Gerätekategorien werden laut § 14 Absatz 1 ElektroG in der Sammelgruppe 5 zusammengefasst.
Elektro- und Elektronikaltgeräte werden der SG "Kleingeräte und kleine Geräte der Informations- und Telekommunikationstechnik" zugeordnet, sofern sie der oben aufgeführten Definition entsprechen und nicht in eine der Gerätekategorien bzw. SG "Wärmeüberträger" (Kategorie und SG 1), "Bildschirme, Monitore etc. mit Bildschirmoberfläche > 100 cm2" (Kategorie und SG 2), "Lampen" (Kategorie und SG 3) oder "Photovoltaikmodule" (Kategorie 4 "Großgeräte", aber SG 6 "Photovoltaikmodule") fallen. Das bedeutet, dass Geräte eines Gerätetyps, wie beispielsweise "Drucker", je nach ihren äußeren Abmessungen der Kategorie "Kleine ITK-Geräte" (bzw. Elektrokleingeräte) oder der Kategorie "Elektrogroßgeräte" zugeordnet sein können und damit in unterschiedlichen SG zu erfassen sind 46.
Dabei müssen batteriebetriebene EAG dieser SG, denen die Gerätebatterien nicht entnommen wurden, getrennt von den nicht batteriebetriebenen EAG in einem eigenen Behältnis gesammelt werden (siehe LAGA-M31 A, Kap. 2.4.1, SG 5).
2.5.1. Schadstoffentfrachtung von Kleingeräten und kleinen ITK-Geräten
In einer nicht abschließenden Liste sind in Anlage 1 Nr. 5 und 6 zu § 2 Absatz 1 ElektroG Kleingeräte und kleine ITK-Geräten aufgeführt. Aus diesen Geräten sind nach § 20 Absatz 2 i.V.m. Anlage 4 ElektroG bestimmte Stoffe, Gemische und Bauteile zu entfernen. Prinzipiell ist es möglich, dass sämtliche dieser Stoffe, Gemische und Bauteile in Kleingeräten und kleinen ITK-Geräten enthalten sein können.
Häufig sind in diesen Geräten Batterien und Akkumulatoren, Leiterplatten (Entfernung aus Mobiltelefonen generell sowie von sonstigen Geräten, wenn die Oberfläche der Leiterplatte größer als 10 cm2 ist), Kunststoffe mit bromierten Flammschutzmitteln, externe elektrische Leitungen und Elektrolytkondensatoren > 25 mm enthalten, die laut Anlage 4 ElektroG aus Altgeräten zu entfernen sind.
Zu den in einzelnen Geräten gegebenenfalls enthaltenen und zu entfernenden Bauteilen siehe Anhang 1.
Erstbehandlung von Kleingeräten und kleinen ITK-Geräten
Um die nach Anlage 4 ElektroG geforderte selektive Behandlung von Werkstoffen und Bauteilen von Altgeräten sicherzustellen, ist eine Kombination von u.a. manuellen und maschinellen Verfahrenstechniken möglich und sinnvoll, sofern die o.g. Ziele erreicht werden. (Vgl. hierzu auch Kap. 1.3).
Ausgewählte Geräte aus der Sammelgruppe der Kleingeräte und kleinen ITK-Geräten
Nachfolgend werden ausgewählte Kleingeräte und kleine ITK-Geräte aufgeführt, bei denen Besonderheiten bezüglich der zu entfernenden Stoffe, Gemische und Bauteile auftreten können:
Geräte mit Batterien und Akkumulatoren: Es ist insbesondere zu beachten, dass Batterien und Akkumulatoren vor einer mechanischen Zerkleinerung der Geräte vollständig entnommen werden. Sofern ein schonender mechanischer Grobaufbruch bei fest verbauten Batterien und Akkumulatoren erfolgt, ist insbesondere darauf zu achten, dass diese dabei nicht beschädigt und vollständig entfernt werden. Batterien und Akkumulatoren gelten (bei Nicht-Hochenergiebatterien) als beschädigt, wenn sie z.B. erheblich verformt oder aufgeplatzt sind, freiliegende Zellen von Batteriepacks aufweisen oder Elektrolytgase) austreten. Außerdem müssen sie nach ihrer Entfernung mit den in den nachfolgenden Batteriebehandlungsanlagen eingesetzten Sortierverfahren (z.B. elektromagnetisch, Röntgensensor, UV-Sensor) 47 nach ihren chemischen Systemen und Typengruppen identifizierbar sein, um sie einer stofflichen Verwertung zuführen zu können (§ 14 BattG). Im Sinne der Ressourcenschonung ist der Anteil der nicht identifizierbaren Altbatterien, die gem. § 14 BattG zu beseitigen sind, zu minimieren.
Bei Geräten mit Hochenergiebatterien 48 (z.B. Lithiumbatterien), wie z.B. schnurlose Werkzeuge, Laptops oder Handys, ist bei Erfassung, Transport und Behandlung das erhöhte Brandrisiko zu berücksichtigen. Daher sind hinsichtlich Beschädigung von Hochenergiebatterien strengere Kriterien (z.B. geringere mechanische Beanspruchung, keine Wärmeentwicklung, keine maschinelle Zerkleinerung von Batteriepacks) als bei den o. g. Nicht-Hochenergiebatterien anzulegen. Bei unzerstörten Geräten wird die Batterie durch das Gerätegehäuse teilweise geschützt. Wird bei einer Zerstörung des Gehäuses die Lithiumbatterie freigelegt, kann es durch die reaktiven Inhaltsstoffe sowie die enthaltene Restspannung bei mechanischer Beanspruchung zu Kurzschluss oder Selbstentzündung kommen.
Hinweis: Lithiumaltbatterien sind besonders problematisch und müssen in speziellen Behältnissen gelagert und transportiert werden. Beim Transport lithiumhaltiger Altbatterien (auch wenn sie noch vom EAG umschlossen sind) sind die ADR-Vorschriften zu beachten. Weitere Ausführungen hierzu sind in Kap. 6 der LAGA-M31 A enthalten.
Drucker: In Geräten wie Druckern, Kopierern und Faxgeräten sind je nach Bauart (Laser, Tintenstrahl, etc.) Tonerkartuschen, Resttonerbehälter, Tintenpatronen sowie teilweise cadmium- und selenhaltige Fotoleitertrommeln enthalten 49. Diese müssen vor der mechanischen Zerkleinerung manuell so entnommen und gehandhabt werden, dass Bruch sowie Beschädigungen dieser Geräteteile vermieden werden und sie nach der Entnahme noch identifizierbar sind.
Flüssigtoner und Tintenpatronen enthalten diverse VOC, teilweise auch Benzol und Lösungsmittel. Aufgrund der enthaltenen Flüssigkeiten sind sie bei der Erstbehandlung zu entfernen.
Von austretenden Stoffen aus Tonerkartuschen können Gesundheitsgefahren ausgehen. Eine Staubentwicklung ist zu vermeiden.
Durch die Entnahme der o.g. Bauteile vor der mechanischen Aufbereitung wird eine Verschleppung der darin enthaltenen Stoffe in andere Fraktionen unterbunden.
Tonerstaub ist brennbar. Daher können beschädigte Tonerkartuschen Brände auslösen. Daraus ergibt sich die Notwendigkeit des sorgfältigen Umgangs mit Altgeräten mit Tonerkartuschen sowie mit den Tonerkartuschen selbst.
In alten Druckern, Kopierern und Faxgeräten können cadmium- (i.d.R. gelb) und selenhaltige (i.d.R. schwarz) Fotoleitertrommeln enthalten sein. Nach der manuellen
Demontage ist eine dunkle Lagerung von selenhaltigen Fotoleitertrommeln empfehlenswert, da die schadstoffhaltige Beschichtung bei Dauerbelichtung abblättert 50. Eine Wiederverwendung dieser belasteten Bauteile ist wirtschaftlich nicht sinnvoll, so dass diese direkt in die schadlose Verwertung gegeben werden können.
Tonerkartuschen aus Laserdruckern und Tintenpatronen bieten ein besonders hohes Potential zur Vorbereitung zur Wiederverwendung. Diese wird von spezialisierten Fachfirmen mit Quoten von bis zu ca. 50 % durchgeführt. Um die Wiederverwendung überhaupt zu ermöglichen, ist ein sorgsamer Umgang mit entnommenen Tonerkartuschen und Tintenpatronen zwingend erforderlich. Weiterhin sind diese nach der Entnahme voneinander getrennt zu erfassen, um eine Kontamination der Tintenpatronen mit Tonerstäuben sowie Bruch, der eine Wiederbefüllung unmöglich macht, zu vermeiden.
Festplatten: Festplatten enthalten Magnete aus u.a. Neodym, einem Metall, das aufgrund seiner Verfügbarkeit als kritischer Rohstoff zu bewerten ist. Noch ist nicht absehbar, inwieweit und wann Neodym wirtschaftlich zurückgewonnen werden kann. Für eine stoffliche Verwertung ist ein manueller Ausbau notwendig. Diese Magnete sind spröde und würden bei der mechanischen Behandlung so stark zerstört werden, dass eine Rückgewinnung des Neodym nicht möglich wäre.
Handys: Mobiltelefone, Smartphones und ähnliche Altgeräte enthalten viele kritische Rohstoffe 51, darunter wertvolle Sonder- und Edelmetalle. Um die Rückgewinnung dieser Wertstoffe zu ermöglichen, sollten diese Altgeräte (nach Entnahme des Akkus) an geeignete Anlagen, insbesondere an solche Kupferhütten abgegeben werden, die auch weitere Edelmetalle gewinnen. Der Nachweis der rückgewonnenen Mengen an Edelmetallen hat durch die Kupferhütte zu erfolgen. Bezüglich der Erfassung und des Transports von in Handys enthaltenen und separierten Lithiumbatterien vergleiche Kap. 6 der LAGA M31 A.
Leuchten: Leuchten können festverbaute bzw. nicht entnommene 52 schadstoffhaltige Lampen enthalten. Sämtliche Lampen sind spätestens vor der mechanischen Zerkleinerung der Leuchten soweit möglich bruchfrei zu entnehmen und separat zu sammeln. (s. Kap. 2.3.1.2)
Darüber hinaus wird darauf hingewiesen, dass in älteren Leuchten für Gasentladungslampen PCB-haltige Kondensatoren enthalten sein können.
Rauchmelder: Werden unter den EAG Rauchmelder vorgefunden, ist zu prüfen, ob es sich um optische Rauchmelder oder sogenannte Ionisationsrauchmelder handelt, d.h. Rauchmelder, die zur Detektion radioaktive Stoffe nutzen. Ionisationsrauchmelder können an ihrer speziellen Kennzeichnung mit dem Strahlenzeichen (schwarzes Flügelrad auf gelbem Grund) erkannt werden. Sollte diese Kennzeichnung entfernt worden sein, können Ionisationsrauchmelder nur anhand der genauen Typenbezeichnung sicher von optischen Rauchmeldern unterschieden werden.
Nach Anlage 4 Nr. 2c ElektroG sind Bauteile, die radioaktive Stoffe enthalten, unter Berücksichtigung der Strahlenschutzverordnung bzw. ab Inkrafttreten des Strahlenschutzgesetzes unter Berücksichtigung des Strahlenschutzgesetzes und der auf dessen Grundlage erlassenen Rechtsverordnungen zu entsorgen.
Nach Strahlenschutzrecht ist der Fund radioaktiver Stoffe unverzüglich der zuständigen strahlenschutzrechtlichen Behörde anzuzeigen. Für eine ggf. notwendige kurzfristige Lagerung dieser radioaktiven Stoffe bis zur Entscheidung der zuständigen Behörde oder auf deren Anordnung bedarf der Finder keiner strahlenschutzrechtlichen Genehmigung.
Ionisationsrauchmelder, die im E-Schrott gefunden werden, sind als radioaktiver Abfall zu betrachten und ohne jegliche Behandlung über die für den Fundort zuständige Landessammelstelle für radioaktive Abfälle zu entsorgen.
Im Gegensatz dazu beinhalten optische Rauchmelder keine radioaktiven Stoffe, so dass für sie nicht die spezielle Anforderung des Anhangs 4 Nr. 2 ElektroG gilt. Sie sind als Elektrokleingeräte unter Beachtung der sonstigen Regelungen des ElektroG zu behandeln. Optische Rauchmelder sind häufig batteriebetrieben. Insofern sind bei optischen Rauchmeldern ggf. wie bei anderen batteriebetriebenen Geräten die Batterien vor der weiteren Behandlung zu entnehmen.
Staubsauger: Vor einer mechanischen Zerkleinerung sollten aus Gründen des Arbeitsschutzes, zur Vermeidung einer potentiellen Schadstoffverschleppung aus dem Inhalt der Staubsaugerbeutel sowie zur Vermeidung der Kontamination der zerkleinerten Fraktionen mit Störstoffen wie Holz, Gummi oder Staubpartikeln, die eine hochwertige stoffliche Verwertung verhindern können, ggf. noch vorhandene Staubsaugerbeutel entnommen werden.
Tonerkartuschen (monochrom und color), sowie Fotoleitertrommeln und Tintenpatronen (sofern diese als separater Stoffstrom erfasst wurden): s. Drucker
Ältere EAG: Bei alten Geräten muss vereinzelt mit asbest-, quecksilber- oder FCKW-haltigen Bauteilen oder als krebserregend eingestuftem Isolationsmaterial gerechnet werden. Solche Geräte sollten möglichst vor der mechanischen Behandlung separiert und an speziell dafür geeigneten Arbeitsplätzen schadstoffentfrachtet werden. Asbest kann beispielsweise in alten Toastern, Quecksilberschalter in alten Bügeleisen und FCKW im Isolierschaum von Staubsaugern, Lüftungsgeräten, medizinischen Geräten oder Mikrowellengeräten enthalten sein (siehe auch Kap. 2.7.3 und 2.7.4 sowie Anlage 1).
2.6. Behandlungstechniken und Verwertungsverfahren von EAG der Sammelgruppe 6: Photovoltaikmodule
2.6.1. Modulvarianten und Marktlage
Auf dem Markt finden sich derzeit verschiedene Bauarten von Photovoltaik-Modulen. Sie unterliegen ständigen technischen Weiterentwicklungen, in deren Verlauf sich auch ihre werkstoffliche Zusammensetzung ändert.
Kristalline PV-Module (cSi), in denen kristalline Silizium-Zellen als Halbleiter genutzt werden (sog."Dickschichtmodule"), haben einen deutlich höheren Marktanteil als Dünnschichtmodule, in denen amorphes Silizium (aSi) oder andere Halbleiter wie Cadmium-Tellurid (CdTe) oder Kupfer-Indium-Diselenid (CIS)/Kupfer-Indium-Gallium-Diselenid (CIGS) als dünne Schicht auf ein Trägermaterial aufgetragen werden. In der Entwicklung und ersten Markteinführung sind derzeit organische PV-Module und Konzentrator-Photovoltaik-Module (CPV, engl. Concentrator Photovoltaics).
Die bisher in Deutschland installierten PV-Module arbeiten zu über 90 % auf Basis kristalliner Silizium-Zellen. Die ersten kommerziellen dezentralen PV-Anlagen wurden in geringem Umfang in den 1990er Jahren errichtet, in größerem Umfang seit dem Jahr 2003. Die Lebensdauer von PV-Modulen beträgt in der Regel mindestens 20 Jahre. Somit ist mit mengenrelevanten Abfallströmen frühestens ab dem Jahr 2020 zu rechnen.
Die aktuell den Großteil des PV-Abfalls ausmachenden PV-Module sind Module, die Schäden aufweisen, die bei der Produktion, beim Transport, bei der Installation, bei nichtfachgerechter Demontage oder durch Wettereinfluss (Hagel) entstanden sind und bei denen es sich um Ausmusterungen aufgrund von Garantie- und Gewährleistungsfällen handelt.
Technische Weiterentwicklungen führen z.B. zu einer deutlichen Effizienzsteigerung von Dünnschichtmodularten. Daher ist der Austausch solcher PV-Module im Rahmen eines Repowerings auch dann zu erwarten, wenn ihre maximale Lebensdauer noch nicht erreicht ist.
2.6.2. Zusammensetzung von PV-Modulen
Im Folgenden werden Ausführungen zu Aufbau, Bestandteilen und kritischen Stoffen der verschiedenen Arten von PV-Modulen gemacht. Die nachfolgend dargestellten Stoffanteile dienen nur zur Veranschaulichung der Größenordnung. Die Stoffzusammensetzung kann variieren und sich mit fortschreitender Technik deutlich verändern.
Kristalline Si-Module
Kristalline PV-Module bestehen i.d.R. aus einem Folienverbund als Trägermaterial. Auf das Trägermaterial werden in ein Polymer eingebettete dotierte Silizium-Wafer (poly- oder monokristallin) aufgebracht. Als Abdeckung dient ein (eisenarmes) Glas. Zur Stabilisierung umschließt ein Aluminiumrahmen das Modul.
Anteile der Stoffe in kristallinen Si-Modulen:
- 70 bis 80 % Glas
- 10 bis 15 % Aluminium
- 6 bis 10 % Polymere
- 3 bis 4 % Silizium
- ca. 0,75 % sonstige Bestandteile (ca. 0,5 % Kupfer, ca. 0,1 % Zinn, ca. 0,1 % Blei, 0,12 % Zink und ggf. Silber)
Grundsätzlich kann Blei mit einem Anteil von ca. 0,1 % des Moduls in umweltrelevanten Konzentrationen auftreten. Gemäß einer Studie des Fraunhofer-Instituts ISE 53 entstammt Blei in PV-Modulen zu 80 % aus Loten und liegt somit in metallischer Form vor. 20 % des Bleis wird für die Zellmetallisierung verwendet.
Dünnschichtmodule (aSi-Module, CdTe-Module und CI(G)S-Module)
Im Gegensatz zu kristallinen Siliziummodulen sind Dünnschichtmodule häufig rahmenlos und weisen anstatt eines Trägermaterials aus Kunststoff häufig ein Glas als Trägermaterial auf. Einige Arten von Dünnschichtmodulen besitzen einen Rahmen aus Aluminium oder auf der Rückseite festverklebte Backrails, zumeist aus Edelstahl. Bei dieser Art von PV-Modulen wird eine Dünnschicht als Halbleiter aufgebracht. Als Abdeckung dient ein Glas.
Anteile Stoffe in aSi-Modulen:
- ca. 86 % Glas
- ca. 10 bis 12 % Aluminium
- sonstige Bestandteile in sehr geringen Mengen
Amorphe Si-Module enthalten nach aktuellem Kenntnisstand keine relevanten Mengen an Schadstoffen, die bei der Behandlung berücksichtigt werden müssen.
Anteile Stoffe in CdTe-Modulen:
- ca. 95 % Glas
- 3 bis 3,5 % Polymere
- ca. 1,2 % sonstige Bestandteile (bis zu 1 % Kupfer, je bis zu 0,7 % Cadmium und Tellurid, ca. 0,003 % CdS)
Dabei sind die umweltrelevanten Stoffe CdTe und CdS Bestandteil der Dünnschicht.
Anteile Stoffe in CI(G)S-Modulen:
- 80 bis 88 % Glas
- 8 bis 9 % Aluminium
- ca. 4 % Polymere
- ca. 1 % sonstige Bestandteile (ca. 0,8 % Cu, ca. 0,2 % Sn/Se/In/Ga, 0,12 % Zn)
Indium, Gallium und Selen sind Bestandteil der Dünnschicht.
2.6.3. Behandlung von PV-Modulen
Zur Mindestdemontagetiefe von PV-Modulen sind keine konkreten Anforderungen in § 20 Absatz 2 i.V.m. Anlage 4 ElektroG enthalten. Dementsprechend sind bei der Verwertung der PV-Module die allgemeinen Anforderungen nach KrWG zu beachten. Insbesondere muss die Verwertung von Abfällen nach § 7 Absatz 3 KrWG ordnungsgemäß und schadlos erfolgen. Eine schadlose Verwertung impliziert, dass keine Schadstoffverschleppung und -anreicherung im Wertstoffkreislauf stattfindet.
Erstbehandlung von PV-Modulen
Auf Grund der unterschiedlichen Materialzusammensetzung der Si- und nicht Sibasierten PV-Module und des unterschiedlichen Aufbaus von Dickschicht- und Dünnschicht-PV-Modulen ergeben sich verschiedene Ansprüche an die Behandlungsverfahren. Die Module sind somit je nach geplantem Behandlungsverfahren in der Erstbehandlungsanlage nach ihrer Art zu trennen. In jedem Fall müssen die Dünnschichtmodule (ggf. mit Ausnahme von aSi-Modulen, sofern diese gemeinsam mit den kristallinen Si-Modulen behandelt werden sollen) von den Dickschichtmodulen getrennt werden. Eine sichere Unterscheidung der verschiedenen Arten von Dünnschichtmodulen ist nur mittels ihrer Kennzeichnung und durch Fachpersonal über Datenblätter möglich.
In der Erstbehandlungsanlage sind Rahmen (sofern vorhanden), Backrail (Befestigung rahmenloser Module, sofern vorhanden), Anschlussdose und Kabel zu entfernen. Die demontierten Teile sind einer geeigneten Verwertung zuzuführen.
2.6.3.1. Mechanische Behandlungsverfahren für siliziumbasierte Dickschicht- und Dünnschicht-PV-Module
Für siliziumbasierte PV-Module dominieren derzeit mechanische Behandlungsverfahren aus dem (Flach-)Glasrecycling. Dabei liegt der Schwerpunkt derzeit nicht auf der Rückgewinnung des Siliziums, sondern auf einer möglichst hochwertigen Verwertung von Glas und Metallen.
Durch die im Rahmen der Erstbehandlung durchgeführte Entfernung von Bauteilen (Anschlussdose, Rahmen, Backrails und Kabel) wird der Metalleintrag in die Glasfraktion verringert und dadurch die Qualität der Glasfraktion erhöht.
Zunächst werden die vordemontierten Module mechanisch zerkleinert. Dadurch wird der Verbund aus verschiedenen Folien (insbesondere Ethylen-Vinylacetat-Copolymer-Folie
(EVA-Folie und Polyvinylfluoridfolie)), Glas, Silizium und sonstigen Bestandteilen aufgeschlossen. Über Verfahren der Dichtetrennung (z.B. Windsichtung) oder Siebung kann ein Großteil der enthaltenen Kunststoff- und Folienstücke (häufig mit Aluminium-, Silizium- und Silberanteilen) ausgetragen werden, durch feste Anhaftungen verbleibt ein Teil der Kunststoffe jedoch in der Glasfraktion. Die ausgeschleusten Folien werden einer energetischen Verwertung zugeführt.
Metalle wie Kupfer, Eisen und Aluminium, aber auch ein Großteil des ggf. in kritischen Mengen auftretenden Bleis (aus den Loten der cSi-Module) werden über Magnet- bzw. Wirbelstromabscheidung separiert und an Metallaufbereiter abgegeben. Ein Teil des Siliziums der cSi-Module wird gemeinsam mit der Glasfraktion ausgeschleust. Ein geringer Anteil von Blei aus der Zellmetallisierung der Siliziumwafer der cSi-Module wird mit dem Silizium in die Glasfraktion ausgeschleust.
Für ein hochwertiges Recycling der Glasfraktion als Rohstoff für die Behälter- oder Flachglasherstellung darf der Gehalt an Fe-Partikeln in der Glasfraktion maximal 2 g/t und an NE-Partikeln maximal 3 g/t betragen. Feinste NE-Partikel und Folienanhaftungen stehen derzeit einer hochwertigen Verwertung der gewonnenen Glasfraktion entgegen, so dass das Glas nur für die Herstellung von Isolier-/Akustikdämmung, Glaswolle oder Schaumglas verwendet werden kann.
2.6.3.2. Thermische Behandlungsverfahren für kristalline Si-Module
Zur Behandlung von kristallinen Si-Modulen wurden thermische Verfahren entwickelt, um die Siliziumwafer als separate Fraktion zurückzugewinnen und wiederverwenden zu können. In einer ersten Pilotanlage zum Recycling von PV-Modulen in Deutschland konnte nachgewiesen werden, dass eine Rückgewinnung von intakten und zerbrochenen Si-Wafern möglich ist. Dazu wurde der Kunststoff durch einen Pyrolyseprozess bei 600 °C entfernt. Anschließende chemische Verfahren ermöglichten die Waferrückgewinnung. Das separierte Silizium kann eingeschmolzen und wieder bei der Waferproduktion eingesetzt werden. Außerdem können über dieses Verfahren Glas und Metall zurückgewonnen werden. Der niedrige Durchsatz und die notwendige manuelle Separation verursachten relativ hohe Kosten und führten zur Einstellung dieses Verfahrens.
Fazit zur Schadstoffentfrachtung und Wertstoffrückgewinnung
Ein Großteil des in kritischen Mengen in kristallinen Siliziummodulen ggf. auftretenden Bleis wird bei der mechanischen Aufbereitung durch eine NE-Abscheidung ausgeschleust (Blei aus den Loten) und kann verwertet werden. Das Blei aus der Zellmetallisierung der Siliziumwafer wird gemeinsam mit der Silizium- und Glasfraktion ausgeschleust und tritt i.d.R. in so geringen Mengen auf, dass diese Fraktion dennoch stofflich verwertet werden kann.
Eine Rückgewinnung des kristallinen Siliziums, dessen Herstellung sehr energieintensiv ist, ist technisch möglich, wird derzeit allerdings nicht praktiziert. Bei den aktuell geringen Altmodulmengen und niedrigen Siliziumpreisen ist eine solche Technik bislang noch nicht wirtschaftlich darstellbar.
Für Glas- und Metallfraktionen existieren ausreichende Recyclingmöglichkeiten. Aufgrund des hohen Anteils dieser Fraktionen in den PV-Modulen erfüllt das aktuell praktizierte PV-Recycling die Verwertungs- und Recyclingquoten. Allerdings ist derzeit aufgrund eines zu hohen Anteils von Silizium, Fe/NE- und Kunststoffpartikeln in der Glasfraktion ein hochwertiges Glasrecycling z.B. als Behälterglas nicht möglich. Verfahren zu einer hochwertigen Glasaufbereitung sind in der Entwicklung.
2.6.3.3. Behandlung von nicht siliziumbasierten Dünnschichtmodulen
CdTe-Module enthalten wertstoffrelevante Halbleiterschichten, aber auch die umweltkritischen Bestandteile CdTe und CdS. Diese sind Bestandteil der Halbleiterschicht und lassen sich nur mit verhältnismäßig hohem Aufwand chemisch von der Glasfraktion trennen. Durch eine mechanische Aufbereitung, wie sie bei siliziumbasierten Modulen praktiziert wird, lassen sich diese kritischen Stoffe nicht von ihrer Trägerschicht trennen. Eine Schadstoffanreicherung von CdTe und CdS in der Glasfraktion wäre die Folge.
CIS/CIGS-Module enthalten Stoffe wie Kupfer, Selen, Gallium, Molybdän und Indium. Auch diese Stoffe sind Bestandteil der Halbleiterschicht und einer mechanischen Separierung nicht zugänglich. Sie lassen sich nur chemisch von der Glasfraktion trennen.
Um die Abtrennung dieser Stoffe zu gewährleisten, wurden chemische Verfahren entwickelt, denen Dünnschicht-Module nach einer Erstbehandlung zugeführt werden können.
Verfahren zur Behandlung von CdTe-Modulen
Die Ausgangsmaterialien werden bei diesem, zurzeit nur für bestimmte CdTe-Module anwendbaren Verfahren, zunächst grob aufgebrochen und anschließend in einer Hammermühle zerkleinert, um die Versiegelung der Dünnschicht aufzubrechen. Anschließend wird die Dünnschicht in einer Edelstahltrommel mit Hilfe von Schwefelsäure
und Wasserstoffperoxid gelöst und die Glasfraktion gespült. Glas und Folie werden getrennt ausgeschleust. Die metallhaltige Flüssigkeit wird einem Ausfällungsprozess unterzogen. Aus dem daraus resultierenden Filterkuchen werden in einer Folgebehandlungsanlage Tellur und Cadmium zurückgewonnen. Insbesondere Tellur fließt wieder in die Neuproduktion von PV-Modulen ein. Die Glasfraktion enthält Anhaftungen von < 5 mg/kg CdTe und kann einem Glasrecycling zugeführt werden. Die Kunststofffraktion wird i.d.R. als Ersatzbrennstoff verwertet. Bei diesem Verwertungsweg kann ein zu hoher Glasanteil in der Kunststofffraktion problematisch sein.
Ein hochwertiges Glasrecycling ist möglich, wenn eine Glasfraktion in möglichst grober Körnung erzeugt wird. Ein solches hochwertiges Glasrecycling mit Anteilen von Recyclingglas zur Herstellung von Flachglas bzw. Behälterglas ist technisch möglich, wird aber derzeit nicht in Deutschland praktiziert.
Es ist allerdings noch nicht gelungen dieses Verfahrens auf die Module aller Hersteller anzuwenden.
Verfahren zur Behandlung von CdTe-, CIS-, CIGS-Modulen
Mit diesem Verfahren können alle gängigen PV-Module mit einer metallhaltigen Dünnschicht behandelt werden. Dabei bringt ein Laserstrahl punktuell Energie in die Halbleiterschicht zwischen Front- und Rückglas des PV-Moduls. Es entsteht eine Sollbruchstelle, an der sich mittels Vakuumsaugern das Front- und Rückglas zerstörungsfrei voneinander trennen lassen. Anschließend wird die Halbleiterschicht durch biologisch abbaubare Methylsulfonsäure gelöst, die eine hohe Konzentration von verschiedenen Metallen zulässt. Auf diese Weise können die Metalle Cadmium, Selen, Tellur, Gallium, Molybdän und Indium separiert werden. Darüber hinaus ist es möglich, das hochwertige Front- und das weniger hochwertige Rückglas zu trennen und sortenrein für die Produktion von Fensterglas, Flachglas oder neue PV-Module zu recyceln.
Die Metallkonzentrate werden an die Refinement-Industrie verkauft, wo aus diesem Sekundärrohstoff neue Produkte hergestellt werden.
Fazit zur Schadstoffentfrachtung und Wertstoffrückgewinnung
Das in kritischen Mengen in CdTe-Modulen auftretende Cadmium wird durch eine chemische Behandlung von der Glasfraktion entfernt und kann in weiteren Schritten zurückgewonnen und einer weiteren Verwendung zugeführt werden.
Auch die Elemente Tellur, Selen, Kupfer, Indium und Gallium können durch Anwendung mindestens eines dieser Verfahren zurückgewonnen werden.
Die Verfahren ermöglichen durch die guten Recyclingmöglichkeiten von der (behandelten) Glas- und der Metallfraktion die Erfüllung der Verwertungs- und Recyclingquoten. Mit dem ersten vorgestellten Verfahren ist mindestens die Herstellung von Teilfraktionen für ein hochwertiges Glasrecycling technisch möglich. Dieses wird allerdings nicht in Deutschland praktiziert. Die Glasfraktion aus dem zweiten vorgestellten Verfahren kann vollständig einem hochwertigen Recycling zugeführt werden.
2.7. Behandlungstechniken und Verwertungsverfahren ausgewählter Bauteile und Stoffe
2.7.1. Anforderungen an den Umgang mit Kunststoffen
2.7.1.1. Kunststoffsorten
Kunststoffsorten
Je nach Gerätetyp enthalten Elektro- und Elektronikgeräte neben Metallen auch verschiedene Kunststoffsorten sowie unterschiedlich hohe Anteile an Kunststoffen (vgl. Abb. 2.7.1).
Abb. 2.7.1: Kunststoffanteile nach Produktgruppen 54
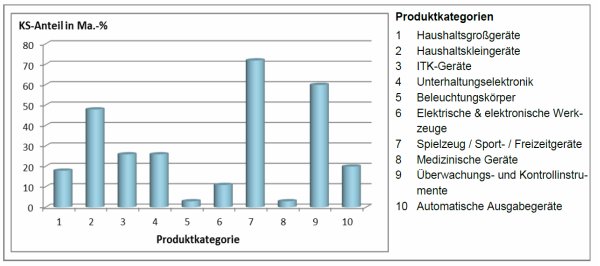
Der Kunststoffanteil schwankt je nach Gerät und den jeweils geforderten Spezifikationen der Kunststoffe zwischen 3 Prozent (medizinische Geräte) über 58 Prozent (Geräte der Telekommunikation) 55 bis zu über 70 Prozent für Spielzeuge sowie Sport- und Freizeitgeräte.
Zu den am häufigsten eingesetzten Kunststoffen bei Elektro- und Elektronikgeräten gehören:
- ABS (Acrylnitril-Butadien-Styrol)
- PC (Polycarbonat)
- PC-ABS
- PE (Polyethylen)
- PMMA (Polymethylmethacrylat)
- PP (Polypropylen)
- PPE (Polyphenylenether)
- PS (Polystyrol) bzw. HIPS (schlagfestes Polystyrol)
- PU (Polyurethan)
- PUR (Polyurethan-Hartschaum)
- PVC (Polyvinylchlorid)
Elektro- und Elektronikgeräte bestehen häufig aus unterschiedlichen Kunststoffsorten oder Kunststoffgemischen (Blends), weshalb nicht nur die Anzahl, sondern auch die Anteile der eingesetzten Kunststoffsorten stark variieren können. Abbildung 2.7.2 zeigt eine Übersicht der eingesetzten Kunststoffsorten für verschiedene Anwendungsfälle.
Abb. 2.7.2: Verwendung unterschiedlicher Kunststoffsorten in verschiedenen Anwendungsfällen 56
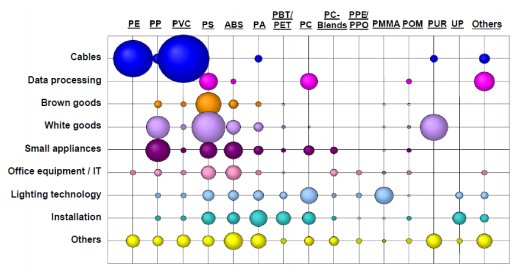
Der UBA-Text 70/2017 "Anforderungen an die Behandlung spezifischer Elektroaltgeräte unter Ressourcen- und Schadstoffaspekten" enthält eine Übersicht über Kunststoffsorten und -arten verschiedener Gerätetypen. 57
2.7.1.2. Flammschutzmittel und Additive
Zur Gewährleistung bestimmter Sicherheitsforderungen z.B. nach VDE- und UL-Normen werden den Kunststoffen im Herstellungsprozess u. a. verschiedenartige Flammschutzmittel (FSM) zugesetzt. Die FSM können vier Gruppen zugeordnet werden.
- Halogenierte organische Verbindungen (bromierte FSM wie z.B. PBDE),
- Anorganische Verbindungen (z.B. Antimontrioxid),
- Halogenfreie organische Phosphorverbindungen,
- Halogenierte organische Phosphorverbindungen.
Zu den Hauptanwendungen für flammgeschützte Kunststoffe gehören die Gehäuse von Fernseh- und IT-Geräten sowie Bauteile wie Leiterplatten, Steckverbindungen, Fassungen u. ä. Kunststoffe aus dem Altgerätgerätebereich können darüber hinaus eine Vielzahl weiterer Additive enthalten:
- Anorganische Pigmente (Titanoxid, Eisenoxid, Chromgelb)
- Organische Pigmente (Phthalocyanine und Chinacridone)
- Schwermetallhaltige Additive (Cd, Cr, Pb)
- Füll- und Verstärkungsstoffe
- Weichmacher (Phthalate und Phosphatverbindungen)
- Sonstige Additive
Bromierte Flammschutzmittel
Zu den wichtigsten (bekannten) bromierten FSM gehören z.B. folgende Verbindungen:
- PentaBDE (Pentabromdiphenylether)
- - OctaBDE (Octabromdiphenylether)
- - DecaBDE (Decabromdiphenylether)
- - TBBPA (Tetrabrombisphenol A)
- - HBCD (Hexabromcyclododecan) 58
- - PBB (Polybromierte Biphenyle)
PentaBDE, OctaBDE und DecaBDE sind die 3 technischen Handelsformen der PBDE (Polybromierte Diphenylether). Zu den PBBs (Polybromierte Biphenyle) gehören insbesondere die kommerziellen Stoffgemische Hexabrombiphenyl und Decabrombiphenyl. Deren Herstellung, Vermarktung und Verwendung sind während der 1970er aufgenommen und in den 1990er Jahren eingestellt worden.59 TBBPA und DecaBDE waren 2008 die bromierten FSM mit den weltweit höchsten Produktions-Jahresmengen. 2010 betrug der Anteil der bromierten FSM am globalen Verbrauch der FSM für Kunststoffe 21 %.60
Flammschutzmittel können als additive oder als reaktive FSM eingesetzt werden (s. Kap. 2.7.2.1).
Durch die Stoffverbote der RoHS-Richtlinie bzw. der ElektroStoffV ist der Einsatz von polybromierten Biphenylen (PBB) und polybromierten Diphenylethern (PBDE) in Konzentrationen von größer als 0,1 % je homogenen Werkstoff seit 01.07.2006 bei der Herstellung von neuen Elektro- und Elektronikgeräten verboten. Durch die 4. Änderungsverordnung der ElektroStoffV wurden weitere Stoffbeschränkungen festgelegt. Der Einsatz von Di(2ethylhexylphthalat (DEHP), Butylbenzylphthalat (BBP), Dibutylphthalat (DBP) und Diisobutylphthalat (DIBP) in Konzentrationen von größer als 0,1 % je homogenen Werkstoff bei der Herstellung von neuen Elektro- und Elektronikgeräten ist ab dem 22. Juli 2019 verboten. Anhang XVII der REACH-Verordnung 61 enthält ebenfalls Beschränkungen z.B. für PentaBDE und OctaBDE (jeweils 0,1 %), polybromierte Biphenyle und DecaBDE. Die POP-Verordnung 62 enthält Produktions-, Verwendungs- und Freisetzungsverbote für bestimmte PBDE sowie Vorgaben für die Beseitigung oder Verwertung. Zu den durch die POP-Verordnung geregelten bromierten Flammschutzmitteln gehören derzeit Hexabrombiphenyl (PBB), Hexabromcyclododecan (HBCD), Tetrabromdiphenylether (TetraBDE), Pentabromdiphenylether (PentaBDE), Hexabromdiphenylether (HexaBDE) und Heptabromdiphenylether (HeptaBDE).
Die POP-Abfall-ÜberwV gilt nur für die in § 2 Nr. 1 genannten Schlüssel für ungefährliche Abfälle, für die in Nr. 2 genannten Gemische und die in Nr. 3 genannten aussortierten Abfälle. Als nicht gefährlicher Abfall eingestufte Bauteile aus Elektro- und Elektronik-Altgeräten können ggf. dem Abfallschlüssel 16 02 16 zugeordnet werden (vgl. Anlage 3) und unterfallen somit der POP-Abfall-ÜberwV (§ 2 Nr. 1 d) cc)), sofern diese in Anhang IV der Verordnung (EG) 850 genannte persistente organischen Schadstoffe enthalten oder durch sie verunreinigt sind 63. Sie unterliegen dann den Nachweispflichten gemäß § 4 POP-AbfallÜberwV. Bei der Entsorgung POP-haltiger Abfälle ist zu beachten, dass POPs verschiedenen internationalen Umwelt-Abkommen unterliegen (z.B. Stockholmer Übereinkommen, Richtlinien des Basler Übereinkommen, EU-POP-Verordnung 850/2004).
Bromierte FSM werden zwar zunehmend durch halogenfreie FSM ersetzt, z.B. Al(OH)3 64. Andererseits zeigen Untersuchungen auch, dass eine Vielzahl von Elektrogeräten sogenannte "Novel" (neuartige) bromierte FSM enthält. Darunter versteht man bromierte FSM, die bisher unbekannt waren oder kaum untersucht wurden. Die bisherigen Studien bezogen sich hauptsächlich auf die bekannten bromierten FSM PBDE, HBCD und TBBPA. Zu den "neuartigen" bromierten FSM steht der Wissenschaft bisher relativ wenig Literatur zur Verfügung.
Zu den "Novel" bromierten FSM können z.B. folgende Verbindungen gezählt werden: 65
- Decabromdiphenylethan (DBDPE)
- Decahalodiphenylethan (C14H4Br9Cl)
- 1,2-Bis[2,4,6tribromphenoxy]ethan (BTBPE)
Abbildung 2.7.3 zeigt den Anteil bromierter FSM in verschiedenen Anwendungen.
Abb. 2.7.3: Anteil unbekannter und "neuartiger" bromierter FSM in verschiedenen Anwendungen
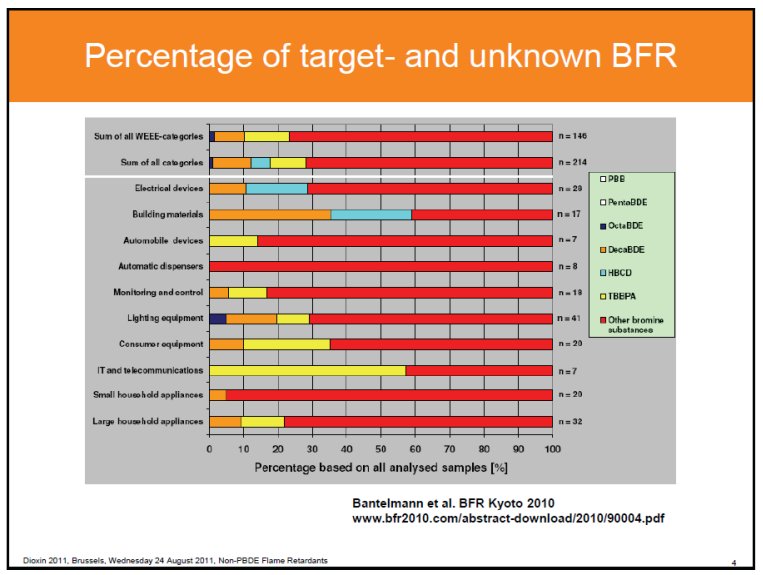
Bromierte FSM, die nicht verboten sind, konnten und können dagegen grundsätzlich weiter eingesetzt und verwendet werden. Bei einer Mischung verschiedenster EAG (insbesondere ITK) und deshalb unterschiedlichsten Kunststoffsorten, wie sie z.B. bei der Sammelgruppen 5 "Kleingeräte" auftreten, kann keine Aussage über Alter, Hersteller, Zusammensetzung sowie die Einhaltung evtl. bestehender Stoffverbote getroffen werden.
Untersuchungen aus dem Jahr 2015 zeigen, dass trotz des seit 2006 bestehenden Verbots der Verwendung bestimmter bromierter FSM die vorgeschriebenen Grenzwerte nach der ElektroStoffV in neuen Elektro- und Elektronikgeräten teilweise immer noch überschritten werden (z.B. in Tischgrills, Handkreissägen, Toastern sowie in Steckern von Kabeln).66
2.7.1.3. Elektro- und Elektronikaltgeräte mit (bromierten) Kunststoffen
Eine Übersicht der Kunststoffanteile, die generell mit Flammschutzmitteln geschützt sind, ist in Abbildung 2.7.4 dargestellt.
Abb. 2.7.4: Anteil an flammgeschützten Kunststoffen in bestimmten Geräten (APME 2001), (Wäger 2010) 67
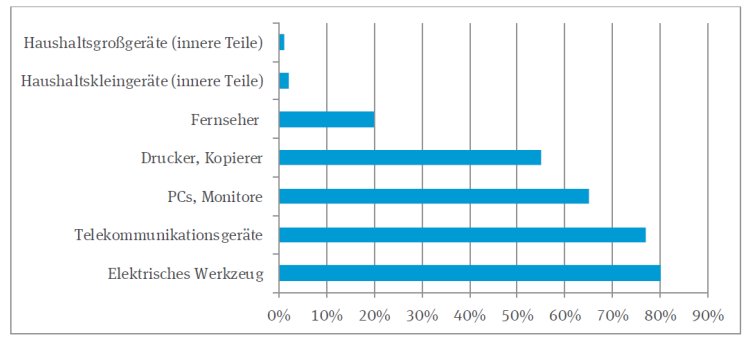
Der Anteil der flammgeschützten Kunststoffe in Elektro- und Elektronikgeräten schwankt je nach Gerätetyp zwischen einigen wenigen bis ca. 80 %. Während z.B. elektrische Werkzeuge und Geräte aus dem Telekommunikationsbereich einen hohen FSM-Anteil haben, enthalten Haushaltsgroßgeräte nur einen sehr geringen Anteil an flammgeschützten Kunststoffen (s. Abb. 2.7.4). Der Anteil an flammgeschützten Kunststoffen in allen Kunststoffen über alle EAG-Kategorien wird auf ca. 25 % geschätzt. Der Anteil an flammgeschützten Kunststoffen bezogen auf die Gesamtmenge aller Altgeräte beträgt 5,3 %.
Wie oben ausgeführt, kann der Flammschutz durch bromierte oder halogenfreie FSM erreicht werden. Da die Anlage 4 ElektroG nur Vorgaben zur Entfernung von Kunststoffen mit bromierten FSM enthält, beziehen sich die nachfolgenden Ausführungen überwiegend auf diese Kunststoffe.
Altgeräte mit bromierten Kunststoffen kommen in nahezu allen Gerätekategorien bzw. Sammelgruppen vor. Typisch sind insbesondere Anwendungsbereiche, bei denen die Geräte oder Bauteile während des bestimmungsgemäßen Betriebs gezielt Wärme entwickeln, z.B. Föhn, Toaster, Tischgrills. Allerdings sind die hierfür zur Verfügung stehenden Informationen zur Identifizierung, wann bromierte FSM enthalten sind, nicht eindeutig. So enthält Anlage 1 eine (nicht abschließende) Übersicht über einzelne Altgeräte, in denen Kunststoffe mit bromierten Flammschutzmitteln vorkommen können, aber nicht vorkommen müssen. Demnach können bromierte Kunststoffe beispielsweise in folgenden EAG enthalten sein: Herde, Waschmaschinen, Kühlgeräte, Klimageräte, PC, Drucker, Fernseher, Entladungslampen, Spielkonsolen, Staubsauger, Sägen sowie bauteilbezogen in Gehäusen, Abdeckungen, Leiterplatten, Steckern und Kabeln. Andererseits gelten laut. DIN EN 50625-1 Kunststofffraktionen aus Abfallströmen, die aus Wärmeüberträgern stammen, welche FCKW oder KW enthalten sowie aus Haushaltsgroßgeräten als frei von bromierten FSM. UBA-Studien 68, 69 (s. Abbildung 2.7.5) quantifizieren den Anteil der bromierten Kunststoffe für die Gerätekategorien Haushaltsgroßgeräte, Haushaltskleingeräte und Geräte der Informations-/ Kommunikationstechnik und der Unterhaltungselektronik. Abbildung 2.7.5 zeigt demnach, dass der Anteil der bromierten Kunststoffe in Haushaltsgroßgeräten und Haushaltskleingeräten bezogen auf den durchschnittlichen Kunststoffanteil je Gerät nur bei ca. 0,5 - 2 % liegt. Bei Geräten aus der IT und Unterhaltungselektronik liegt der Anteil der bromierten Kunststoffe mit bis zu 60 % dagegen erheblich höher.
Abb. 2.7.5: Anteil bromierter Kunststoffe in verschiedenen Gerätekategorien 70
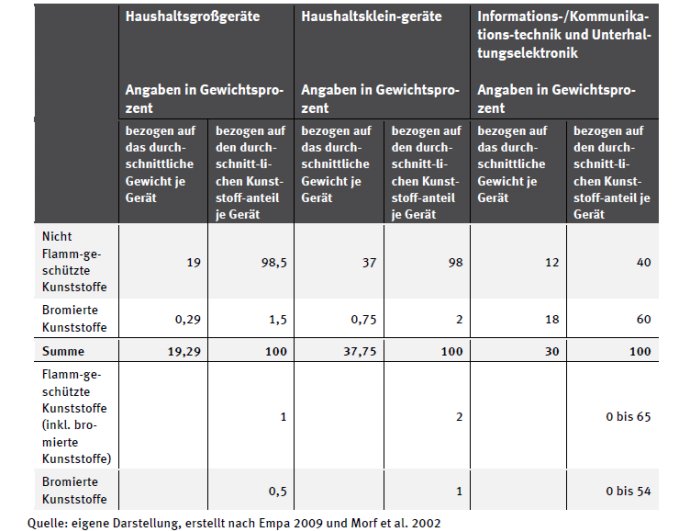
Untersuchungen aus dem Jahr 2001 71 zufolge enthielten ca. 70 % der TV-Gehäuse (CRT), die aus ABS bestehen 72, bromierte FSM (hier überwiegend OctaBDE, s. Abbildung 2.8.5.) Hauptwerkstoff bei neuen Flachbildschirm-Geräten ist PS. Bei ABS aus Gehäusen von IT-Anwendungen enthalten knapp 80 % der Kunststoffe unterschiedliche bromierte FSM (z.B. TBBPA, DecaBDE). Ca. 50 % der ABS aus Monitoren und Fernsehgeräten enthalten unbekannte bromierte FSM. Bei HIPS aus Monitoren und CRT-Geräten beträgt dieser Anteil ca. 30 %. Nach dieser Untersuchung zeigt sich aber auch, dass bestimmte Kunststoffsorten frei von bromierten FSM sind, z.B. ABS/PC aus Monitoren und Fernsehgeräten oder PPO/PS aus weiteren Anwendungen.
Für weitere aktuelle Untersuchungsergebnisse über bromierte FSM in einer nichtmetallischen Restfraktion (Kunststoffe) aus einer mechanischen Vorzerkleinerung und einer manuellen Demontage bestimmter Gerätearten aus der Sammelgruppe 5 (neu) wird auf die UBA-Studie "Anforderungen an die Behandlung spezifischer Elektroaltgeräte unter Ressourcen- und Schadstoffaspekten" hingewiesen 73. Danach sind in dort untersuchten Kunststoffen (z.B. ABS aus Staubsaugern sowie PS und ABS aus LCD-Fernsehrückwänden) zwar die dort analysierten bromierten FSM (z.B. OctaBDE oder DecaBDE) häufig unterhalb der Nachweisgrenze. Allerdings weisen die Kunststoffe teilweise sehr hohe Bromkonzentrationen (meistens deutlich größer als 2.000 mg/kg) auf. Dies lässt auf andere bromierte FSM in den Kunststoffen schließen, die im Rahmen der Erstbehandlung gem. Anlage 4 aus den EAG zu entfernen sind. So wurden in ABS aus LCD-Fernseher-Rückwänden 10.000 mg/kg TBBPA gefunden. Wenn TBBPA als additives FSM eingesetzt wurde, korrelieren die Brom- mit den TBBPA-Gehalten. Bei Einsatz als reaktives TBBPA sind trotz hoher Bromgehalte sehr niedrige TBBPA-Gehalte zu erwarten 74. Gem. CLP-Verordnung 1272/2008 gelten für TBBPA die Gefahrenklassen "akut wassergefährdend der Kategorie 1" (Gefahrenhinweis H400) und "chronisch wassergefährdend der Kategorie 1" (Gefahrenhinweis H410). Gem. Anhang III der Richtlinie 2008/98/EG wird diesen Gefahrenhinweisen H400 und H410 die gefahrenrelevante Eigenschaft HP 14 (ökotoxisch) zugewiesen. Abfälle sind z.B. dann als gefährlich einzustufen, wenn die Summe der Einzelkonzentrationen (bei Anwendung der Mischungsregel) den Konzentrationsgrenzwert von 25 % erreicht oder überschreitet. Zu beachten ist, dass die (gemessene) Konzentration in diesem Fall z.B. für den Gefahrenhinweis H410 gem. Mischungsregel mit dem Faktor 100 multipliziert werden muss 75.
Auf die Vorgaben der DIN CLC/TS 50625-3-1 bei
- Brom-Gesamtkonzentrationen über 2.000 mg/kg
- Brom-Gesamtkonzentrationen unter 2.000 mg/kg
- fehlenden Angaben über die Brom-Gesamtkonzentration
wird verwiesen. Dabei gilt grundsätzlich, dass jede nicht getrennte Kunststofffraktion als bromiertflammschutzmittelhaltige Fraktion erachtet wird.
Auf die Anforderungen der POP-Verordnung (insbesondere Anhang IV) wird verwiesen. Hinsichtlich der Einstufung von Kunststofffraktionen wird auf Anlage 3 verwiesen.
Diese Erkenntnisse sind von den Behandlungsanlagen im Rahmen ihres Behandlungskonzepts (s.u.) zu berücksichtigen.
Abb. 2.7.6: Anteile bromierter FSM in verschiedenen Kunststoffsorten in EAG 76
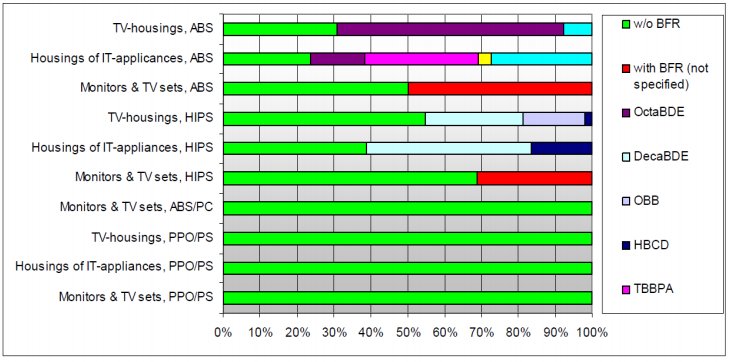
Wie beschrieben hängt der Anteil der bromierten FSM in den Kunststoffen der EAG von dem Gerätetyp und dem jeweiligen FSM ab. Daraus leiten sich dann die Anforderungen bei der Erst- und Weiterbehandlung der EAG und der Kunststofffraktionen ab (Behandlungskonzept). Da allerdings der Anteil der unbekannten bromierten FSM sehr hoch sein kann (s. Abbildung 2.7.3), wird eine Analyse auf ausschließlich bekannte und/oder reglementierte bromierte FSM als nicht ausreichend betrachtet, um Kunststoffe mit bromierten FSM zu entfernen.
2.7.1.4. Behandlung von Altgeräten mit Kunststoffen
Neben § 1 ElektroG bezüglich der Vermeidung von Abfällen durch Wiederverwendung und Recycling zur Verbesserung der Effizienz der Ressourcennutzung fordert auch das Deutsche Ressourceneffizienzprogramm einen erheblichen Beitrag zur Ressourcenschonung ein, indem eine deutliche Erhöhung des Recyclinganteils von Kunststoffabfällen bis 2020 gefordert wird.
Nach Anlage 4 Nr. 1 e ElektroG müssen Kunststoffe, die bromierte Flammschutzmittel enthalten, aus getrennt gesammelten Altgeräten entfernt werden. Die Kunststoffe sind im Rahmen der Erstbehandlung (Schadstoffentfrachtung und Wertstoffentnahme) in einer oder mehreren EBA hinsichtlich der möglicherweise enthaltenen bromierten Kunststoffe zu überprüfen. Dabei sind mindestens entweder nur bromierte Kunststoffe und oder sämtliche Kunststoffe (bromierte und nicht bromierte) aus den Altgeräten zu entfernen (s. Methoden A - C). Da im ElektroG weder die Entfernungspflicht auf bestimmte bromierte FSM (z.B. nur über Stoffverbote reglementierte PBDE, PBB) beschränkt ist, noch ein bestimmter "Schwellenwert" festgelegt wird, ab welchem Bromgehalt die jeweiligen Kunststoffe entfernt werden müssen, sind sämtliche Kunststoffe, die bromierte FSM enthalten, aus den EAG zu entfernen. Die Vorgaben der Anlage 4 Nr. 1 e beziehen sich nur auf die Entnahme dieser Kunststoffe aus den Altgeräten selber. Nachdem die Entnahme der Kunststoffe aus den EAG stattgefunden hat, ist die Erstbehandlung abgeschlossen, s. hierzu die Erläuterungen in der LAGA Mitteilung 31 A, Kapitel 7.4.3 77. Die weitere Separierung der bereits entfernten Kunststofffraktionen (Monofraktionen oder Mischkunststoffe mit oder ohne bromierte Flammschutzmittel) kann in einer Folgebehandlungsanlage stattfinden, s. hierzu die Erläuterungen in der LAGA Mitteilung 31 A, Kapitel 7.2.3 zur arbeitsteiligen Erstbehandlung in aufeinanderfolgenden EBA SW) 78.
Bei der Entnahme von Kunststoffen aus den Altgeräten in einer Erstbehandlungsanlage kann grundsätzlich nach folgenden Methoden vorgegangen werden:
-
Methode A: Zielfraktion Kunststoffe ohne bromierte FSM
Gezielte Entnahme (z.B. manuell) der bromfreien Kunststoffe (vor einer zerstörenden Gerätezerkleinerung) aus den EAG, von denen sicher auszugehen ist, dass keine bromierten Flammschutzmittel enthalten sind. Dafür ist ein systematischer 79 oder analytischer Nachweis zu erbringen. Diese Fraktion kann stofflich verwertet werden. Die übrige Restfraktion wird als Fraktion mit bromierten Flammschutzmitteln eingestuft.
-
Methode B: Zielfraktion Kunststoffe mit bromierten FSM
Identifizierung und gezielte Entfernung von Kunststoffen mit bromierten FSM aus allen relevanten EAG. Die resultierende Restfraktion muss frei von Kunststoffen mit bromierten Flammschutzmitteln sein. Dafür ist ein analytischer Nachweis zu erbringen.
-
Methode C: Zielfraktion alle Kunststoffe (mit und ohne bromierte FSM)
Entfernung sämtlicher Kunststoffe (mit und ohne bromierte FSM) aus den Altgeräten in der EBA SW und weitere Separierung der Kunststoffe mit bromierten Flammschutzmitteln in einer geeigneten Anlage (in der EBA selbst oder einer Folgebehandlungsanlage), die auf die Trennung verschiedener Kunststofffraktionen spezialisiert ist (z.B. Schwimm-Sink-Verfahren).
Zur Auswahl der Methode und um eine möglichst vollständige Separierung zu erreichen, muss der Anlagenbetreiber über die notwendige Fachkunde, Informationen, Erfahrung und geeignetes Personal verfügen. Dazu muss die EBA ein Behandlungskonzept erstellen, in das alle relevanten Erkenntnisse (s. u.) einfließen müssen, die zu einer möglichst vollständigen Entfernung aller bromierten Kunststoffe aus den EAG durch diese EBA selber oder ggfs. auch durch eine unterbeauftragte weitere Erstbehandlungsanlage führen.
Bei Methode C (Entnahme sämtlicher Kunststoffe) muss die Erstbehandlungsanlage somit keine Unterscheidung zwischen bromierten und nicht bromierten Kunststoffen treffen, solange sie die entstehende Outputfraktion als bromiert kennzeichnet, es sei denn, die EBA kann, z.B. mithilfe ihres Behandlungskonzeptes ausschließen, dass Kunststoffe mit bromierten FSM enthalten sind.
Im Rahmen des Behandlungskonzepts 80 sind zum Beispiel folgende Fragestellungen zu beantworten:
Herkunftsbezogene Herangehensweise
- Welche EAG kommen in den zu behandelnden Sammelgruppen und Kategorien vor?
- Welche Kunststoffsorten kommen in den zu behandelnden EAG vor?
- Können in den zu behandelnden EAG Kunststoffe mit bromierten Flammschutzmitteln enthalten sein?
- Wie wahrscheinlich ist das Vorhandensein von bromierten Kunststoffen in jeder Charge?
- Welche Erkenntnisse und technischen Möglichkeiten liegen zur Bewertung der Identifizierung von bromierten Kunststoffen vor?
-
Methodenwahl
- Nach welcher Methode (A, B oder C) werden Schadstoffentfrachtung und Wertstoffentnahme hinsichtlich der bromierten Kunststoffe je SG oder Kategorie durchgeführt?
- Welche Maßnahmen werden durchgeführt, um bromierte Kunststoffe als identifizierbaren Stoffstrom vollständig aus den EAG zu entfernen und die Qualität der Kunststoffe für ein Recycling zu erhöhen?
-
Qualitätssicherungsmaßnahmen
- Durch welche Maßnahmen wird sichergestellt, dass der Anteil an nicht identifizierten Kunststoffen mit bromierten Flammschutzmitteln auf ein Mindestmaß reduziert wird?
- Durch welche Maßnahmen wird sichergestellt, dass die bromhaltigen Fraktionen nach den Vorgaben der AVV und VVA korrekt eingestuft werden (vgl. Anlage 3)?
- Wird, im Falle einer Unterbeauftragung, die abschließende Entnahme von bromierten Kunststoffen überprüft? Wer führt diese Überprüfung durch und wie häufig?
-
Verwertung, Beseitigung
- Welche Entsorgungswege stehen für die jeweils separierten Kunststofffraktionen zur Verfügung?
- Liegen ggfs. entsprechende Deklarationsanalysen vor?
2.7.1.5. Erkennung und Identifizierung bromierter Kunststoffe
Zur Identifizierung von Kunststoffen mit bromierten Flammschutzmitteln können z.B. folgende Kriterien angewendet werden:
- Kenntnisse aus Studien und Analysen über das gerätespezifische Vorkommen oder Nicht-Vorkommen von Kunststoffen mit bromierten Flammschutzmitteln in bestimmten EAG (z.B. Rückwände von CRT-Geräten, Werkzeuge, wärmeentwickelnde Geräte),
- Produktinformationen/Dokumentation der Hersteller gem. § 28 ElektroG, s. Kap. 7.4.2 und Kap. 8.2 der LAGA-M31 A,
- Produktkennzeichnungen durch den Hersteller,
- Behördliche Einstufungen,
- Analytik mittels Erkennungstechniken
- Eigene Betriebserfahrungen (Fachkunde, Datenbank),
Zur Unterscheidung der Kunststoffe (nur bei den Methoden A und B erforderlich) sind verschiedene Identifizierungs- und Separierungsverfahren verfügbar:
- Nahinfrarot-Sortiermaschinen (NIR-Sortiermaschinen)
- Gleitfunkenspektrometer (als Handgerät)
- Röntgenfluoreszenz (RFA) (als Handgerät)
- Röntgentransmission
- Dichtetrennverfahren (Schwimm-Sink-Verfahren)
- FT-IR (Fourier-Transform-Infrarotspektrometrie)
Um bei einer selektiven Entnahme von bromierten Kunststoffen eine ausreichend hohe "Sicherheit" zu erreichen, müssen bei Anwendung von Analytik- bzw. Erkennungstechniken meist mehrere Identifizierungs- und Separierungsverfahren kombiniert werden, z.B. NIR und Röntgentransmission oder Schwimm-Sink-Verfahren. Bei Methode C kommen diese Verfahren oder Verfahrenskombinationen häufig erst in nachgeschalteten Anlagen zur Anwendung, wo größere Kunststoffmengen aufbereitet werden, um eine wirtschaftliche Sortierung zu gewährleisten.
Die Entfernungspflicht für Kunststoffe mit bromierten FSM aus den EAG ist unabhängig davon, ob die bromierten Kunststoffe als gefährlich einzustufen sind oder nicht. Die weitere Entsorgung der ausgebauten Kunststoff-Fraktionen ist in Abhängigkeit der gewählten Verwertungswege und -verfahren (stoffliche oder energetische Verwertung) zu beurteilen und richtet sich gem. Anlage 4 Nr. 1 Satz 2 ElektroG nach den Vorgaben des § 15 Absatz 2 KrWG.
Bei einer mechanischen Zerkleinerung (Schreddern) von Kunststoffen mit bromierten FSM können durch Hitzeentwicklung z.B. Staubemissionen entstehen, die mit polybromierten Dibenzodioxinen/-furanen (PBDD/PBDF) belastet sind. Dies gilt auch z.B. bei der mechanischen Zerkleinerung von Kabeln.
2.7.1.6. Verwertung und Beseitigung der separierten Kunststoffe
Gemäß Anlage 4 Satz 2 ElektroG sind ausgebaute Kunststoffe, die bromierte FSM enthalten, gemäß § 15 Abs. 2 KrWG zu beseitigen oder zu verwerten. Dabei haben im Sinne der Abfallhierarchie die Vorbereitung zur Wiederverwendung und das Recycling Vorrang vor sonstigen Verwertungsverfahren. Kunststoffe können im Sinne des Recyclings werkstofflich, aber auch rohstofflich und energetisch verwertet werden. Bei der werkstofflichen Verwertung sind neben rechtlichen Rahmenbedingungen (wie z.B. RoHS-Richtlinie bzw. ElektroStoffV, ChemVerbotsV, REACH-Verordnung) verfahrenstechnische oder materialbezogene Beschränkungen zu berücksichtigen. Solche Kriterien sind:
- Kunststoffe mit Schwermetallen (wie Cadmium) und Flammschutzmitteln (wie PBDE, PBB) sind soweit wie möglich bzw. rechtlich vorgeschrieben auszuschließen,
- Kunststoffe, die aufgrund ihrer physikalischen oder chemischen Eigenschaften unter wirtschaftlich vertretbaren Gesichtspunkten aussortiert werden können,
- Kunststoffe, die aufgrund ihrer chemischen Eigenschaften eine Kunststoffunverträglichkeit zu anderen Kunststoffen besitzen. Dies sind im Wesentlichen folgende Kunststoffsorten: ABS, PC, ABS/PC-Blend, PPE/PS Blend, PS, HIPS, PMMA, SAN, PVC und PVC/ABS.
Gleichzeitig sollte durch Maßnahmen zur sortenreinen Erfassung, Trennung und Erzeugung hochwertiger Kunststofffraktionen, Verbesserung der Vernetzung zwischen Kunststoffverwertern und kunststoffverarbeitender Industrie ein höherer Einsatz von Rezyklatkunststoffen in der Sekundärkunststoffindustrie erreicht werden.
Für bromierte Kunststoffe sind Verfahrenstechniken für eine rohstoffliche bzw. werkstoffliche Verwertung lediglich eingeschränkt vorhanden 81 und ggfs. aufgrund rechtlicher Vorgaben 82 nicht oder nur unter bestimmten Randbedingungen zulässig.
Für bromfreie Kunststoffe stehen grundsätzlich folgende Verwertungsverfahren zur Verfügung:
Verfahren zur werkstofflichen Verwertung umfassen z. B (vgl. auch Abb. 2.7.7):
- Mechanische Aufbereitung zu Kunststoffrezyklaten
- Trocken-/nasschemische Trennung der Kunststoffsorten
- Lösemittelverfahren
Abb. 2.7.7: Verfahren zur werkstofflichen Verwertung von Altkunststoffen 83
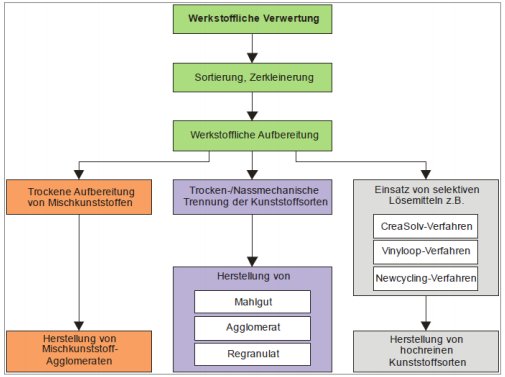
Verfahren zur rohstofflichen Verwertung:
Rohstoffliche Verfahren zur Verwertung von Altkunststoffen zielen darauf ab, die Polymerketten durch die Einwirkung von Wärme, Druck und/oder selektiv wirkenden Chemikalien in niedermolekulare Stoffe zu spalten. Die dabei erzeugten Monomere und petrochemischen Grundstoffe dienen der Herstellung neuer Kunststoffe oder als hochwertige Brennstoffe.
Verfahren zur rohstofflichen Verwertung umfassen z.B. (vgl. auch Abb. 2.7.8):
- Thermische Verfahren
- Solvolytische Verfahren
- Verwertung im Hochofen (Reduktionsverfahren)
Abb. 2.7.8: Verfahren zur rohstofflichen Verwertung von Altkunststoffen 84
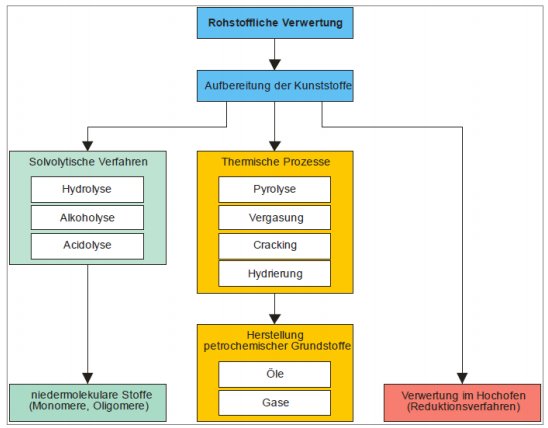
Großtechnisch relevante Verfahren für die rohstoffliche Verwertung sind z.B. Schmelzofenprozesse, bei denen typischerweise Leiterplatten aus dem IT-Bereich verwertet werden.
Verfahren zur energetischen Verwertung
Unter Berücksichtigung der Auflagen im Rahmen des Genehmigungsrechts sowie der Vorschriften der 17. BImSchV bzw. der TA Luft eignet sich dieses Verfahren auch für die Verwertung von Abfallfraktionen, die gefährliche Stoffe enthalten wie z.B. PCB oder PBDE, da diese Schadstoffe vollständig ausgeschleust bzw. zerstört werden.
Verwertung und Beseitigung
Kunststoffe ohne bromierte FSM sind möglichst hochwertig werkstofflich, rohstofflich oder energetisch nach den Grundsätzen des KrWG (§§ 6 - 9) zu verwerten. Eine werkstoffliche Verwertung von Kunststoffen aus EAG erfolgt derzeit noch nicht in ausreichender Größenordnung. 85
Kunststoffe mit bromierten FSM sollten aus Vorsorgegründen vorzugsweise einer energetischen Verwertung zugeführt werden.
2.7.2. Anforderungen an den Umgang mit (bestückten) Leiterplatten (SG 1 bis 5)
Leiterplatten 86 sind in nahezu allen Elektro- und Elektronikgeräten und zunehmend auch in Haushaltsgroßgeräten enthalten (siehe u.a. Tab. 2.1.1 und Kap. 2.4.2 und 2.5.2). Leiterplatten dienen als Trägerplatten für verschiedene elektronische Bauteile z.B. Prozessoren, Speicher, Relais, Widerstände, (quecksilber- oder lithiumhaltige) Batterien oder (PCB-haltige 87) Kondensatoren, die über Kupfer-Leitbahnen miteinander verbunden sind. Diese bestückten Leiterplatten 88 sind somit gleichzeitig wertstoff- und potentiell auch schadstoffhaltig und daher aus den Altgeräten zu separieren. Dabei sind Leiterplatten von Mobiltelefonen unabhängig von ihrer Größe zu entfernen. Die Leiterplatten von sonstigen Geräten sind aus Altgeräten dann zu entfernen, wenn die Oberfläche der Leiterplatte größer als 10 cm2 ist. Mit der Entfernung der Leiterplatten aus den EAG sind die darauf montierten Bauteile ebenfalls aus den EAG entfernt. Die weitere Behandlung der entfernten Leiterplatten inklusive der darauf montierten elektronischen Bauteile (z.B. Batterien) richtet sich gemäß Anlage 4 Nr. 1 Satz 2 ElektroG nach den (allgemein) Vorgaben des § 15 Abs. 2 KrWG. Bei montierten PCB-haltigen Kondensatoren gelten die Anforderungen der PCBPCT-Abfallverordnung.
2.7.2.1. Schadstoffrelevanz bei Leiterplatten
Bestückte Leiterplatten können schadstoffhaltige Bauteile und Schadstoffe (z.B. Batterien, PCB-Kondensatoren, große Elektrolytkondensatoren, Quecksilberschalter 89, Blei und Cadmium) enthalten. In der Platine selber und in den auf der Leiterplatte montierten Kunststoffteilen können bromierte Flammschutzmittel enthalten sein.
Flammschutzmittel
Als Leiterplattenbasismaterial werden bis zu 40 verschiedene Kunststoffsorten verwendet, vor allem jedoch Polyester-, Phenol- und Epoxidharze. Diese wiederum sind mit unterschiedlichen Flammschutzmitteln gegen Selbstentzündung unter erhöhter Betriebstemperatur geschützt.
Je nach Anwendungsfall werden unterschiedliche Leiterplattentypen und damit unterschiedliche FSM-Typen (halogenhaltig - halogenfrei) eingesetzt. Als Standard-Leiterplatte wird heutzutage in vielen Elektro- und Elektronikgeräten die sogenannte FR4 90 Spezifikation eingesetzt 91. Nach Angaben der Flammschutzmittelindustrie enthalten über 90 % der auf dem Markt verfügbaren FR4-Leiterplatten bromierte Flammschutzmittel.92 Bei der Herstellung von Leiterplatten wird als FSM, überwiegend Tetrabrombisphenol A (TBBPA 93) und DecaBDE verwendet. Aber auch andere bromierte FSM wurden in Leiterplatten, allerdings in sehr niedrigen Konzentrationen, nachgewiesen, z.B. Decabromdiphenylethan (DBDPE) oder TTBP-TAZ. 94
Reaktive und additive Flammschutzmittel
In Leiterplatten wird TBBPA als sogenanntes "reaktives" FSM verwendet. Bei reaktiven FSM wird das FSM chemisch in die Polymerstruktur eingebunden. Reaktive FSM können im Prinzip nicht aus der Matrix migrieren. In anderen Kunststoffen (z.B. ABS- und HIPS-Kunststoffe) wird TBBPA dagegen meist "additiv" eingesetzt. Andere bromierte FSM in anderen Kunststoffprodukten werden ebenfalls häufig als "additive" FSM eingesetzt. Bei additiven FSM werden FSM und Polymere "nur" gemischt. Da additive FSM nicht chemisch gebunden vorliegen, können sie in der Gebrauchs- und Nachgebrauchsphase leichter als reaktiv gebundene FSM aus der Matrix freigesetzt werden ("ausbluten", Verflüchtigung) 95. Leiterplatten mit TBBPA (reaktiv gebunden in FR4-Typ) enthalten i. a. kein Antimontrioxid (ATO, Sb2O3). Bei anderen Leiterplattentypen wird ATO als Wirkverstärker zusammen mit Brom eingesetzt, da ATO selbst keine flammschutzhemmende Eigenschaft besitzt.
Bei der Herstellung der Rohplatine werden dem Epoxidharz 18 - 33 % 96 bromierte Flammschutzmittel, insbesondere TBBPA, zugeführt. Bei einem ca. Epoxidharzanteil 97 von ca. 37 % führt dies zu einem potentiellen Gehalt an bromierten FSM von ca. 7 - 12 % in der Rohplatine 98.
Da TBBPA in Leiterplatten aber (als reaktives FSM) chemisch in das Kunststoffpolymer eingebunden ist 99, zeigt sich, trotz der hohen zugesetzten Menge an TBBPA, dass TBBPA in der fertigen Rohplatine/Leiterplatte (bis auf nicht reagierte Rest-Anteile) nicht mehr als eigenständige und identifizierbare Komponente vorliegt. Entsprechende Analysen 100 zeigen, dass TBBPA nur noch in Konzentrationsbereichen zwischen 0,002 und 0,05 % in Leiterplatten nachweisbar ist. Gleichzeitig wird der Anteil an bromierten FSM aber durch die hohen Bromgehalte (ca. 3 - 9 %) in den o.g. Analysen augenscheinlich bestätigt. Gem. CLP-Verordnung 1272/2008 gelten für TBBPA die Gefahrenklassen "akut wassergefährdend der Kategorie 1" (Gefahrenhinweis H400) und "chronisch wassergefährdend der Kategorie 1" (Gefahrenhinweis H410). Aufgrund der sehr niedrigen Konzentrationen 101 von z.B. DecaBDE und DBDPE spielen diese bromierten FSM bei der Bewertung der Gefährlichkeit keine Rolle.
Auf dieser Grundlage sind Rohplatinen der meisten FR4-Leiterplatten, nach derzeitiger Kenntnis und ausschließlicher Betrachtung von TBBPA, als nicht gefährlicher Abfall einzustufen.
AVV-Einstufung von bestückten und entstückten Leiterplatten
Da die Rohplatine selbst als nicht gefährlicher Abfall einzustufen ist, kann die Einstufung von bestückten Leiterplatten anhand der Beantwortung folgender Fragenerfolgen:
- Wurden bei den verschiedenen Gerätetypen (z.B. Waschmaschine, PC, Geräte der Unterhaltungselektronik, Großrechner) überhaupt Leiterplatten eingesetzt, die mit gefährlichen Bauteilen bestückt sind?
- Wurden bei den relevanten Leiterplatten als gefährlich eingestufte Bauteile bereits demontiert?
Sofern demontierte Leiterplattengemische aus verschiedenen Gerätetypen stammen, die (teilweise) mit gefährlichen Bauteilen bestückt waren und keine Entnahme dieser Bauteile nachgewiesen werden kann, ist die gesamte Mischfraktion im Output einer EBA als gefährlicher Abfall einzustufen.
Aus EAG demontierte Leiterplattenfraktionen können als nicht gefährliche Abfälle eingestuft werden, wenn
- die Leiterplattenfraktionen nachweisbar aus Gerätearten stammen, bei denen grundsätzlich keine gefährlichen Bauteile auf den Leiterplatten eingesetzt wurden 102, oder
- nachgewiesen wird, dass sämtliche gefährliche Bauteile von den Leiterplatten entfernt wurden.
Die Maßnahmen zur Entfernung der gefährlichen Bauteile von den Leiterplatten sind im Behandlungskonzept dazustellen und bei der Beantragung von (Sammel-) Entsorgungsnachweisen zu belegen.
Leiterplatten sollten daher wie in Tabelle 2.7.2.1 dargestellt eingestuft werden.
Tabelle 2.7.2.1: Einstufung von Leiterplatten nach AVV
| Einstufung von Leiterplatten | EAG mit Leiterplatten ohne gefährliche Bauteile | EAG mit Leiterplatten mit gefährlichen Bauteilen | ||
| --- | Nach Entfernung sämtlicher gefährlicher Bauteile (entstückt 103) | Ohne Entfernung sämtlicher gefährlicher Bauteile | Entfernung ausschließlich werthaltiger Bauteile | |
| Leiterplatten, gebraucht, aus der Demontage aus EAG | Nicht gefährlich (16 02 16) | Nicht gefährlich (16 02 16) | Gefährlich (16 02 15 *) | Gefährlich (16 02 15 *) |
| Leiterplatten, unbestückt 104 | Nicht gefährlich (16 02 16) | |||
2.7.2.2. Ressourcenrelevanz von Leiterplatten
Leiterplatten(-Schrotte) enthalten u. a. eine Vielzahl von Metallen (z.B. Kupfer (ca. 15 %), Eisen, Blei, Aluminium, Nickel, Zinn, Gold, Mangan, Kobalt, Silber, Antimon) und sind sowohl für eine rohstoffliche Rückgewinnung wirtschaftlich interessant als auch aus Gründen der Sekundärrohstoffnutzung von großem Interesse und auf dem Entsorgungsmarkt sehr begehrt.
Zur Vermarktung werden Leiterplatten traditionell, je nach Wert (z.B. Anteil und Art der verbauten elektronischen Bauteile) in 3 Klassen und teilweise mit fließendem Übergang auch in weitere Unterklassen eingeteilt 105.
- Als Klasse 1 gelten Leiterplatten, bei denen die weitere Verwertung auf die Rückgewinnung von Edelmetallen abzielt. Die Leiterplatten enthalten mehrere vergoldete Kontakte und Steckerleisten. Sie stammen häufig aus der Computertechnik. Anhaftungen wie Bleche, Rahmen und Kühlkörper müssen ggfs. entfernt worden sein.
- Als Klasse 2 werden Leiterplatten mit wenig vergoldeten Bauteilen und ohne Anhaftungen oder größeren Bauteilen bezeichnet, bei denen die weitere Verwertung auf die Rückgewinnung von Edelmetallen abzielt, die aber eher aus dem industriellen Bereich stammen.
- Als Klasse 3 werden "minderwertigere" Leiterplatten bezeichnet, die (sehr) geringe Edelmetallgehalte aufweisen und bei denen die weitere Verwertung auf die enthaltenen massenrelevanten Nichteisenmetalle (Kupfer, Aluminium) abzielt. Die Leiterplatten verfügen über größere Bauteile wie Kühlkörper, Trafos, Spulen und Kondensatoren.
2.7.2.3. Behandlung und Verwertung von Leiterplatten
Abhängig vom gewählten Verwertungsverfahren muss eine "Entstückung" der Leiterplatten erfolgen, um eine Schadstoffverschleppung zu vermeiden. Diese Entstückung von Leiterplatten (aus abfallwirtschaftlicher Sicht ist darunter die Entfernung von gefährlichen und werthaltigen Bauteilen zu verstehen) wird derzeit überwiegend manuell durchgeführt. Unter anderem sind lithiumhaltige Knopfzellen so zu entfernen, dass sie nicht beschädigt werden und nach der Entfernung identifizierbar sind 106. Empfehlenswert ist, diese aufgrund ihrer Brandgefährlichkeit vor der mechanischen Zerkleinerung zu entfernen.
Hochwertige Leiterplatten werden in der Regel (ohne oder mit vorherigem grobem Voraufschluss) manuell vor einer mechanischen Zerkleinerung aus den Elektroaltgeräten separiert. Auch bei der Behandlung von Bildschirmgeräten werden die enthaltenen Leiterplatten in der Regel im Zuge der Schadstoffentfrachtung manuell separiert (s. Kap. 2.2.1.2 und 2.2.2).
Ansonsten können mechanische Separationsverfahren angewandt werden, sofern die Leiterplatten als identifizierbarer Stoffstrom separiert werden und keine Schadstoffverfrachtung erfolgt 107. Die manuell und mechanisch erzeugten Leiterplattenfraktionen werden einer Rückgewinnung des Kupfers und der Edelmetalle zugeführt, siehe Tabelle 2.8.2.2. Teilweise werden mit den Leiterplatten verbundene Eisen- und Aluminiumbauteile vor dem metallurgischen Verwertungsprozess mechanisch abgetrennt.
Die mechanische Aufbereitung der Leiterplatten kann aufgrund der Verschleppung ressourcenrelevanter Materialien im Zerkleinerungsprozess zu Ressourcenverlusten führen. Zur Verringerung der Verluste wird daher auch die aus Schreddern oder kombinierten Zerkleinerungs- und Klassierprozessen von Leiterplatten resultierende Feinfraktion, die in der Regel vergleichsweise hohe Anteile an NE- und Edelmetallen enthält, einer Kupfer- und Edelmetallrückgewinnung zugeführt. Vor der eigentlichen Verwertung kann eine weitere Aufbereitung, z.B. durch Schwimm-Sink-Trennung oder andere nasse oder trockene Dichtetrennverfahren, zur Erzeugung metallangereicherter Fraktionen sinnvoll eingesetzt werden.108
Festplatten enthalten ebenfalls hochwertige Leiterplatten. Teilweise werden diese Datenträger aufgrund von Datenschutzanforderungen einer zerstörenden Datenträgerlöschung (nach DIN 66399) unterzogen. Dabei werden auch die enthaltenen Leiterplatten und neodymhaltige Magneten zerkleinert. Die erzeugte Fraktion wird einer weiteren geeigneten Aufbereitung zur Erzeugung verwertbarer Fraktionen 109 zugeführt.
Tabelle 2.7.2.2 gibt einen Überblick über Aufbereitungs- und Verwertungsverfahren für Leiterplatten.
Tabelle 2.7.2.2: Verfahren zur Aufbereitung und Verwertung von Leiterplattenfraktionen) im Überblick
| Aufbereitungs-/Verwertungsverfahren für Leiterplatten | ||
| Mechanische Aufbereitung |
|
|
| Hydrometallurgische Verfahren |
|
|
| Hüttenprozesse |
|
|
| Edelmetallscheideanstalten |
|
|
Bei allen thermischen Abfallbehandlungsverfahren können bei unzureichenden Filter- oder Nachsorgetechnologien aus Leiterplatten Halogenwasserstoffe freigesetzt und unter Umständen PBDD und PBDF gebildet werden. Auch beim Verarbeitungsprozess besteht durch diese möglicherweise kanzerogenen Stoffe ein Gesundheitsrisiko. Leiterplatten und Leiterplattenbruch sind an sich aber nicht als toxisch zu bezeichnen, erst durch ungeeignete Verwertungsverfahren können daraus kritische Substanzen freigesetzt werden.
2.7.3. Anforderungen an den Umgang mit Asbest
Altgeräte, die Asbest (Anlage 4 Nummer 1f des ElektroG) enthalten, sind wegen der von ihnen ausgehenden Gesundheitsgefährdung als gefährliche Abfälle einzustufen. Für den Umgang mit asbesthaltigen Altgeräten sind unter sicherheitstechnischen, arbeitsmedizinischen und hygienischen Aspekten besondere Vorkehrungen zu treffen.
Bei einer mechanischen Behandlung asbesthaltiger Altgeräte in Schredderanlagen werden Asbestfasern stoßartig freigesetzt. Diese können über die Abluft die Gesundheit des Personals gefährden oder über Verschleppungen über den Luftpfad zu Verunreinigungen von Wertstoffen führen. Asbesthaltige Altgeräte sind daher vor einer maschinellen Behandlung, z.B. im Schredder, aus Arbeits- und Umweltschutzgründen aus dem Abfallstrom auszuschleusen und separat zu behandeln oder direkt zu entsorgen.
Die notwendige Ausschleusung hat durch eine entsprechende Vorsortierung auf dem Gelände der Erstbehandlungsanlage zu erfolgen. Unter Umwelt- und Arbeitsschutzgründen ist sicherzustellen, dass asbesthaltige Altgeräte nicht gemeinsam mit dem übrigen Abfallstrom behandelt werden. Die Vorgehensweise kann durch ein Qualitätsmanagement dokumentiert werden.
Bei allen Schritten der weiteren Entsorgung asbesthaltiger Geräte sind die Vorgaben der LAGA-Mitteilung 23 "Vollzugshilfe zur Entsorgung asbesthaltiger Abfälle" zu beachten.
Asbesthaltige Elektroaltgeräte sollen in dafür zugelassenen Anlagen vollständig von Asbest befreit werden. Diese Anlagen müssen zur Vermeidung von Faserausträgen über Schleusen sowie über eine Ablufterfassung und -reinigung verfügen. Die Vorgaben der TRGS 519 und der DGUV-Information 201-212 110 zum Arbeitsschutz sind zu beachten und die entsprechenden Maßnahmen zum Schutz der Beschäftigten umzusetzen. Es wird empfohlen, nach Abschluss der vorzunehmenden Gefährdungsbeurteilung mit der zuständigen Stelle die getroffenen Maßnahmen für die Verhütung von Gefährdungen abzustimmen. Die asbestbefreiten Altgeräte können einer Verwertung zugeführt werden.
Für die Ablagerung von Asbestabfällen aus der Behandlung asbesthaltiger Elektroaltgeräte auf Deponien gelten die Vorgaben des § 6 Absatz 3 Satz 3 DepV. Mit Zustimmung der zuständigen Behörde und unter besonderen Voraussetzungen können einzelne Zuordnungswerte (v.a. TOC und Glühverlust) überschritten werden (§ 6 Absatz 6 Satz 2 Nr. 1 DepV).
Die Verbrennung asbesthaltiger Geräte oder von Asbestabfällen in einer konventionellen Müllverbrennungsanlage (MVA) reicht zur vollständigen Zerstörung der Fasern nicht aus. Weitergehende thermische Verfahren sind in Nr. 7.1 der Vollzugshilfe M 23 zur Entsorgung asbesthaltiger Abfälle beschrieben.
2.7.4. Anforderungen an den Umgang mit quecksilberhaltigen Bauteilen
Quecksilberhaltige Bauteile müssen gemäß Anlage 4, Nr. 1.a) ElektroG aus getrennt gesammelten Altgeräten entfernt werden.
Bei Hghaltigen Bauteilen handelt es sich um einen Stoffstrom, der stark rückläufig ist. Der Einsatz von Hghaltigen Bauteilen in Elektronikgeräten (EEG) ist seit der Implementierung der RoHS-RL im Jahr 2005 111 in nationales Recht untersagt (max. 0,1 % im homogenen Werkstoff). In Behandlungsanlagen kommen allerdings EAG mit Bauteilen wie z.B. Hg enthaltene Batterien, Hghaltige Neigungsschalter in Deckeln von Gefriertruhen oder in Joysticks zurück. Diese Altgeräte müssen vor der mechanischen Aufbereitung erkannt und die quecksilberhaltigen Bauteile gezielt entfernt werden. Gelangen EAG mit Hghaltigen Bauteilen in die mechanische Vorzerkleinerung, können diese zerstört, Hg freigesetzt und die Abluft sowie das Schreddermaterial kontaminiert werden.
Außer über die in der Sammelgruppe 3 gesammelten quecksilberhaltigen Lampen (vgl. Kap. 2.3) gelangen Hghaltige Bauteile heute insbesondere in Form der Hintergrundbeleuchtung von Flachbildschirmen sowie durch Hghaltige Lampen in Leuchten in die Erstbehandlung (vgl. Kap. 2.2.2 und 2.5.2 Leuchten).
Des Weiteren können quecksilberhaltige Bauteile auch bei älteren Geräten der Sammelgruppen 1 (Wärmeüberträger), 4 und 5 (Groß- und Kleingeräte), wie z.B. in:
- Elektrischen Heizgeräten,
- Waschmaschinen, Backöfen
- Kühlgeräten, Gefriergeräten, Klimageräten,
- Thermostaten, Heizreglern,
- Heißwassergeräte wie Boiler oder Kaffeemaschinen,
- Bügeleisen,
- Messgeräten, z.B. Blutdruckmessern, Stromzählern,
- Geräten der zentralen Datenverarbeitung wie Großrechner,
- PC, Laptops, Faxgeräte, Scanner
- Plattenspielern, Fernsehgeräten, Audio-Verstärkern
- Videospielkonsolen, Videospielen, Joysticks
- Geldspielautomaten,
- Weidezaungeräten,
- Alarmanlagen und Diebstahlsicherungen,
- Treppenlichtautomaten,
- Solarien oder
- Produktausgabegeräten
verbaut worden sein 112.
Hghaltige Bauteilen sind z.B. Quecksilberdampfdruckschalter, Quecksilberneigungs- oder kippschalter, Quecksilberzeitschalter, Quecksilberrelais oder auch Hghaltige Beleuchtungsröhren in Scannern, Solarien, Getränkeautomaten o.ä. Auch Batterien älterer Bauart, insbesondere Knopfzellen, können quecksilberhaltig sein (s. Anlage 3 Nr. 1, 7, 37 und 38).
Bei Quecksilberschaltern bzw. -relais handelt es sich vielfach um Glasröhrchen, in denen eine kleine Menge einer silbernen "Flüssigkeit" zu erkennen ist. Teilweise sind die Schalter jedoch gekapselt und nur schwer als quecksilberhaltig zu identifizieren. Ggf. sind die Bauteile als Hghaltig (Mercury) oder mit einem Pfeil gekennzeichnet. .
Abb. 2.7.9: Quecksilberhaltiges Bauteil auf einer Leiterplatte

Weitere Hinweise zu quecksilberhaltigen Schaltern sind in der u.g. Publikation des Bayerischen Landesamtes für Umwelt ab Seite 33 zu finden. 113
Um eine Gefährdung der Mitarbeiter und eine Verunreinigung der anderen Stoffströme mit Quecksilber zu verhindern, sind intakte quecksilberhaltige Bauteile im Rahmen der Erstbehandlung aus Elektroaltgeräten manuell zu entnehmen. Die Demontage ist von entsprechend geschulten Mitarbeitern an speziell dafür eingerichteten Arbeitsplätzen über einer Hgresistenten Arbeitsfläche mit allseitiger Aufkantung (z.B. Edelstahlwanne) durchzuführen. Die demontierten Hghaltigen Bauteile sind unbeschädigt in gasdicht verschlossenen Behältnissen zu sammeln und einer geeigneten Entsorgungsanlage zuzuführen. Ausreichende Mengen Quecksilberbindemittel sind am Arbeitsplatz vorrätig zu halten.
Geräte mit erkennbar beschädigten quecksilberhaltigen Bauteilen sind gasdicht zu verpacken und ohne Demontage an eine geeignete Entsorgungsanlage abzugeben.
Diffuse Emissionen sind zu vermeiden. Die allgemeinen arbeitshygienischen Grundsätze gemäß TRGS 500 sind zu beachten.
3. Anforderung an die Behandlung von EAG nach DIN EN 50625 114
3.1. Rechtliche Einordnung
Gemäß Artikel 8 Absatz 5 der WEEE-Richtlinie beauftragte die Europäische Kommission die europäischen Normungsorganisationen am 24.01.2013 mit dem Mandat M/518, dem Stand der Technik entsprechende europäische Normen für die Behandlung - einschließlich Verwertung, Recycling und Vorbereitung zur Wiederverwendung - von Elektro- und Elektronik-Altgeräten auszuarbeiten. Die Normen gelten auch für die Erfassung dieser Geräte, wenn die Erfassung auf eine besondere Weise erfolgen muss, um eine ordnungsgemäße Behandlung zu ermöglichen.
In der Begründung zum Mandat M/518 heißt es: "Im Unterschied zu harmonisierten Normen, deren Fundstellen im Amtsblatt der Europäischen Union veröffentlicht werden und mit deren Ausarbeitung die Harmonisierungstätigkeit der Europäischen Union unterstützt wird, ziehen diese Normen nicht automatisch eine "Konformitätsvermutung" nach sich. Die Kommission kann jedoch künftig Durchführungsrechtsakte erlassen, mit denen Mindestqualitätsnormen festgelegt werden, die insbesondere auf den von den europäischen Normungsorganisationen ausgearbeiteten Normen beruhen." Die Normen sollen den betroffenen Betreibern bei der Erfüllung der Anforderungen der WEEE-Richtlinie Hilfestellung leisten. Siehe hierzu:
http://ec.europa.eu/environment/waste/weee/pdf/m518 %20DE.pdf
Es steht den Mitgliedstaaten frei im Rahmen der Umsetzung der WEEE-Richtlinie auf die Normen zu verweisen. In Deutschland werden die bereits verabschiedeten Normen im Rahmen von vertraglichen Vereinbarungen zwischen Herstellern, Händlern oder optierenden ÖrE einerseits und Behandlern andererseits genutzt.
Soweit gesetzlich gegenüber den Normen strengere Grenzwerte vorgegeben sind, sind diese in jedem Fall einzuhalten.
3.2. Stand der Umsetzung
Im Rahmen des Mandats M/518 wird die Normenreihe 50625 "Collection, logistics & treatment requirements for WEEE" von der europäischen Normungsorganisation CENELEC 115 erarbeitet. Ein Überblick über die Europäischen Normen (EN) und Technischen Spezifikationen 116 (TS) dieser Normenreihe, inklusive der noch zu verabschiedenden, ist in Tabelle 3.2.1 enthalten.
Tabelle 3.2.1: Normenreihe 50625 "Collection, logistics & treatment requirements for WEEE"
| Nr. | Titel |
| EN 50625-1 | Part 1: General treatment requirements |
| EN 50625-2-1 | Part 2-1: Treatment requirements for lamps |
| EN 50625-2-2 | Part 2-2: Treatment requirements for WEEE containing CRTs and flat panel displays |
| EN 50625-2-3 | Part 2-3: Treatment requirements for temperature exchange equipment and other WEEE containing VFC and/or VI-IC |
| EN 50625-2-4 | Part 2-4: Treatment requirements for photovoltaic panels |
| TS 50625-3-1 | Part 3-1: Specification for depollution - General |
| TS 50625-3-2 | Part 3-2: Specification for depollution - Lamps |
| TS 50625-3-3 | Part 3-3: Specification for depollution - WEEE containing CRTs and flat panel displays |
| TS 50625-3-4 | Part 3-4: Specification for depollution - temperature exchange equipment and other WEEE containing VFC and/or VI-IC |
| TS 50625-3-5 | Part 3-5: Specification for depollution - photovoltaic panels |
| TS 50625-4 | Part 4: Specification for the collection and logistics associated with WEEE |
| TS 50625-5 | Part 5: Specification for the final treatment of WEEE fractions - copper and precious metals |
Nach Verabschiedung durch CENELEC werden die Dokumente inhaltlich unverändert in das deutsche Regelwerk des DIN 117 übernommen 118.
Unter http://ec.europa.eu/environment/waste/weee/standards en.htm ist der aktuelle Stand der Normung einsehbar.
3.3. Inhaltliche Anforderungen der Normenreihe 50625
Grundlage für die Behandlung von EAG im Rahmen der Normenreihe 50625 ist die im April 2016 veröffentlichte DIN EN 50625-1 mit der zugehörigen DIN CLC/TS 50625-3-1. Für Lampen, EAG, die CRT und Flachbildschirme enthalten, Wärmeüberträger und andere EAG, die VFC und/oder VHC enthalten, sowie Photovoltaikmodule werden darüber hinaus noch weitere Anforderungen in spezifischen DIN EN und DIN CLC/TS der Normenreihe festgelegt.
Neben u.a. Anforderungen an das Monitoring und die Erstellung von Massenbilanzen werden insbesondere Vorgaben zur Überwachung der Schadstoffentfrachtung gemacht.
Zur Kontrolle der Schadstoffentfrachtung stehen folgende Methoden zur Verfügung:
Zielwertmethode:
Bei der Zielwertmethode wird im Rahmen einer Testchargenverarbeitung die ermittelte Masse einer Fraktion mit einem Zielwert verglichen. Dies können z.B. gemäß ElektroG Anlage 4 ausgeschleuste Kondensatoren oder Batterien je Tonne behandeltem Abfall sein. Die Testchargenverarbeitung muss unter Einhaltung festgelegter Randbedingungen alle 2 Jahre je Standort und Behandlungsstrom und nach wesentlichen Änderungen der Inputbeschaffenheit oder Behandlungstechnologie erfolgen. Der Zielwert ergibt sich durch Berechnung. Falls der Betreiber nicht dazu in der Lage ist, die für die Berechnung notwendigen Daten für den Anteil des Gerätetyps im Gerätefluss zur Verfügung zu stellen, kann ein Zielwert in Form eines (europäischen) Mittelwertes genutzt werden.
Massenbilanzmethode:
Bei der Massenbilanzmethode wird eine Massenbilanz zwischen eingehenden und ausgehenden Strömen erstellt. Dazu werden Zielwerte hinsichtlich des Schadstoffanteils im Output im Vergleich zum Input festgelegt. In einer Testchargenverarbeitung wird die Menge eines festgelegten Schadstoffs im Input bewertet und im Output gemessen. Die Auswertung erfolgt durch Vergleich der Ergebnisse der Testchargenverarbeitung mit den festgelegten Zielwerten.
Analysemethode:
Bei der Analysenmethode werden repräsentativen Proben relevanter schadstoffentfrachteter Fraktionen aus der Behandlung der EAG analysiert. Dies können z.B. die feinste nicht metallische Fraktion oder Kunststofffraktionen sein. Diese müssen Grenzwerte einhalten. Die TS legt Probenahmeverfahren für die o.g. Fraktionen fest. Beispielsweise müssen mindestens 10 Proben genommen werden, aus denen eine Mischprobe erstellt wird. Die TS enthält neben Grenzwerten außerdem Vorgaben zu Anforderungen an das Labor (i.d.R. EN ISO/IEC 17025), Probenvorbereitungs- und Analyseverfahren 119. Eine qualifizierte Probenahme mit anschließender Analytik und Auswertung der Ergebnisse muss mindestens alle 12 Monate erfolgen.
Die Tabelle 3.3.1 gibt eine Übersicht, bei welcher Geräteart welche Methoden angewendet werden und welche Ziel- und Grenzwerte einzuhalten sind. Detaillierte Angaben hierzu sind der entsprechenden Norm zu entnehmen.
Tabelle 3.3.1: Methoden zur Überwachung der Schadstoffentfrachtung
| Geräteart | Zielwertmethode | Massenbilanzmethode | Analysemethode |
| Großgeräte | Kondensatoren
Bestimmung der Zielwerte durch Berechnung, falls dies nicht möglich: | - | PCB: Analyse der feinsten, nichtmetallischen mechanischen Behandlungsfraktion Grenzwert: 50 mg/kg (DIN CLC/TS 50625-3-1 Abschnitt 6.3) Cd Analyse der feinsten, nichtmetallischen mechanischen Behandlungsfraktion, sofern ein Gemisch aus Groß- und Kleingeräten im selben Prozess behandelt wird Grenzwert: 100 mg/kg (DIN CLC/TS 50625-3-1 Abschnitt 6.3) |
| Wärmeüberträger | Kondensatoren
Bestimmung der Zielwerte durch Berechnung, falls dies nicht möglich: | Weitere Stoffe/Fraktionen DIN EN 50574 bzw. zukünftige DIN CLC/TS 50625-3-4 | Weitere Stoffe/Fraktionen DIN EN 50574 bzw. zukünftige DIN CLC/TS 50625-3-4 |
| CRT-Bildschirmgeräte | Kondensatoren
Bestimmung der Zielwerte durch Berechnung, falls dies nicht möglich: | - | Brom *: Analyse der Kunststofffraktionen Grenzwert: 2.000 ppm (DIN CLC/TS 50625-3-1 Abschnitt 8.3) Schwefel PbO: |
| Geräteart | Zielwertmethode | Massenbilanzmethode | Analysemethode |
| FPD-Geräte | - | Hg: Bestimmung und Berechnung der Effizienzraten der Quecksilber Schadstoffentfrachtung für die manuelle und mechanische Verarbeitung von FPD-Geräten (DIN CLC/TS 50625- 3-3 Abschnitt 8.4) | Brom *: Analyse der Kunststofffraktionen Grenzwert: 2.000 ppm (DIN CLC/TS 50625-3-1 Abschnitt 8.5) Hg: in der feinsten zerkleinerten Mischfraktion (Trockenmasse) Grenzwert: 0,5 mg/kg (EN 50625-2-2, Abschnitt 5.6, DIN CLC/TS 50625-3-3 Abschnitt 8.5) |
| Lampen | - | - | Hg:
|
| Kleingeräte | Kondensatoren
Bestimmung der Zielwerte durch Berechnung, falls dies nicht möglich: Zielwert: 0,9 kg/t (europäischer Mittelwert, DIN CLC/TS 50625-3-1 Tabelle C 1) Batterien Bestimmung der Zielwerte durch Berechnung, falls dies nicht möglich: | - | PCB: Analyse der feinsten, nichtmetallischen mechanischen Behandlungsfraktion Grenzwert: 50 mg/kg (DIN CLC/TS 50625-3-1 Abschnitt 10.3) Cd: |
* Sofern die Brom-Gesamtkonzentration unbekannt ist, bzw. bekannt ist oder angenommen werden kann, dass diese 2.000 ppm überschreitet, muss der Betreiber den Trennvorgang der bromierten Flammschutzmittel sicherstellen.
Die Normen unterliegen einem regelmäßigen Überprüfungsintervall (EN: 6 Jahre, TS: 3 Jahre). Die Ziel- und Grenzwerte sind der jeweils aktuellen Fassung zu entnehmen.
Insbesondere die Ziel- und Grenzwerte, die in den TS festgelegt werden, sind auf Grund der Erfahrungen in der Anwendung der TS daraufhin zu überprüfen, ob mit Hilfe dieser die Schadstoffentfrachtung wirksam überwacht werden kann.
Ggf. werden dabei auch länderspezifische Werte für Deutschland festgelegt.
 | weiter . | |
...
X
⍂
↑
↓