
 Für einen individuellen Ausdruck passen Sie bitte die Für einen individuellen Ausdruck passen Sie bitte dieEinstellungen in der Druckvorschau Ihres Browsers an. ▢ Regelwerk, Wasser |  |
BMU- / LAGA Hinweise und Erläuterungen zu Anhang 28
- Herstellung von Papier und Pappe - der Verordnung über Anforderungen an das Einleiten von
Abwasser in Gewässer
Stand April 2021
Archiv: 2005
Überblick, Aufbau und Nutzung des Hintergrundpapiers
Abschnitt 1 erläutert den Anwendungsbereich des Anhangs 28. Die Abschnitte 2 und 3 führen in die Branche "Papierindustrie" ein: Abschnitt 2 erläutert die wesentlichen Papierherstellungs- und -verarbeitungsverfahren sowie die Quellen der Abwasserentstehung. Abschnitt 3 behandelt mit medienübergreifendem Blick die von Wassergebrauch und -reinigung betroffenen Umweltmedien, diskutiert mögliche Konfliktstellen mit anderen Umweltmedien (Luft, Abfall, Boden) und nennt die wichtigsten Schnittstellen zwischen Wasser/Abwasser und anderen rechtlichen Regelungen für die Papierbranche. Die Abschnitte 4 - 6 geben dann Hinweise und Erläuterungen zum Anhang 28 im engeren Sinn, d.h. erläutern technische Hintergründe, die den Anforderungen des Anhangs zu Grunde liegen. Sie folgen chronologisch dem Aufbau des Textes des Anhangs selbst. Hintergrundinformationen zum Stand des Wissens zu den besten verfügbaren Techniken und ergänzende Information zum Text des Anhangs sind dort zu finden.
Das Hintergrundpapier folgt dem integrierten und medienübergreifenden Ansatz der Richtlinie 2010/75/EU des Europäischen Parlaments und des Rates vom 24. November 2010 über Industrieemissionen (integrierte Vermeidung und Verminderung der Umweltverschmutzung). Das Konzept der Richtlinie besteht darin, Emissionen in Luft, Wasser und Boden unter Einbeziehung der Abfallwirtschaft so weit wie möglich zu vermeiden und wo dies nicht möglich ist, zu vermindern, um ein hohes Schutzniveau für die Umwelt insgesamt zu erreichen.
Am 30. September 2014 wurde der Durchführungsbeschluss der Kommission 2014/687/EU2013 über BVT-Schlussfolgerungen zu dem Bereich der Herstellung von Zellstoff, Papier und Karton veröffentlicht.
Das Hintergrundpapier beschreibt die Umsetzung der abwasserseitigen Vorgaben der oben genannten BVT-Schlussfolgerungen im Anhang 28 "Herstellung von Papier und Pappe" Die wesentlichen inhaltlichen Änderungen betreffen
- allgemeine Anforderungen an den Betrieb
- die Einführung von Emissionsanforderungen für das Abwasser sowie
- Überwachungsanforderungen für einzelne Abwasserparameter.
Da der Anhang 28 Anforderungen an das Einleiten von Abwasser in Gewässer festlegt, steht der Wasserpfad im Fokus. Aber auch die anderen Umweltmedien werden berücksichtigt, sofern sie von Maßnahmen der Abwasservermeidung und -behandlung betroffen sind und rechtliche Schnittstellen auftreten könnten. Priorität haben Umweltentlastungsmaßnahmen an der Quelle, die den Stufen Vermeidung - Verwertung - Behandeln folgen, sowie eine umsichtige Bewirtschaftung der Ressourcen an Rohstoffen und Energie zum Ziel haben. Die beschriebenen Maßnahmen und Grenzwerte führen nicht zu Verlagerung von Umweltbelastungen.
Um die integrierte Herangehensweise an die Branche zu erleichtern, beschreiben die Abschnitte 7 - 9 überblickartig auch die wichtigsten Aspekte der Abfallverwertung und -behandlung (Abschnitt 7), Emissionen in die Luft, Geruch und Lärmaspekte (Abschnitt 8) sowie Energieverbrauch und Energieeffizienz (Abschnitt 9), ohne die zitierten rechtlichen Regelungen und Anforderungen der einschlägigen Fachgesetze interpretieren zu wollen. Diese bleiben davon unberührt.
1 Anwendungsbereich
Dieser Anhang gilt für Abwasser, dessen Schadstofffracht im Wesentlichen aus der Herstellung von Papier und Pappe stammt. Er gilt ferner für betriebsspezifisch verunreinigtes Niederschlagswasser, das insbesondere von Altpapierlagerflächen stammt.
Der Anhang gilt nicht für das Abwasser aus indirekten Kühlsystemen und aus der Betriebswasseraufbereitung, für das der Anhang 31 anzuwenden ist.
Weiterhin gilt der Anhang nicht für die Fasererzeugung, bei der Chemikalien zum Herauslösen von Nicht-Zellulosebestandteilen aus Holz oder Einjahrespflanzen eingesetzt werden. Hierzu zählt z.B. die Herstellung von Zellstoff, chemothermomechanischem Holzstoff (CTMP), alkalichemothermomechanischem Holzstoff (ACTMP), die Fasererzeugung aus Baumwolle (z.B. für die Herstellung von Banknotenpapieren) oder die Alkalibehandlung von Einjahrespflanzen.
Die Weiterverarbeitung von Papier und Pappe fällt ebenfalls nicht unter den Anwendungsbereich, soweit die Verarbeitung von Papier und Pappe zu Papierprodukten nicht im technischen Zusammenhang mit der Herstellung des Papiers selbst steht. Zu nennen ist hier die Weiterverarbeitung z.B. zu Wellpappe, Faltschachteln oder Tapeten. Bis auf einen geringen Anfall an Reinigungswasser erfolgt diese Weiterverarbeitung abwasserfrei.
Auch das Imprägnieren oder Beschichten von Papieren zur Wasser- oder Fettdichtausrüstung fällt nicht unter den Anwendungsbereich dieses Anhangs, soweit es nicht im Zusammenhang mit der Papierherstellung erfolgt (z.B. Aufbringen chemischer Additive in der Leimpresse oder Zugabe in der Papiermasse).
Papier, Karton und Pappe sind flächenartige Werkstoffe, die aus Fasern - vornehmlich pflanzlichen Ursprungs - und Hilfsstoffen (chemische Additive, Füllstoffe und Pigmente) bestehen und aus wässriger Suspension durch Entwässern auf einem oder mehreren Sieben hergestellt werden. Dabei entsteht ein Faservlies, das anschließend gepresst und getrocknet wird. Die Festigkeit resultiert überwiegend aus der Wirkung von Oberflächenkräften zwischen Wasser und den freien Hydroxylgruppen der Zellulose. Diese Bindekräfte entwickeln sich bei der Entfernung des Wassers von der Faseroberfläche, z.B. beim Trocknen. Ihre Entstehung ist reversibel. Beim Hinzutritt von Wasser verliert Papier seine Festigkeit. Der im Folgenden gebrauchte Ausdruck "Papier" umfasst auch die Begriffe "Karton" und "Pappe". Genauere Definitionen sind der DIN 6730 und DIN 6735 zu entnehmen.
In der Bundesrepublik Deutschland gab es 2016 99 Papier erzeugende Unternehmen an ca. 161 Produktionsstandorten, von denen 49 % Direkteinleiter sind. Auf die Produktion bezogen ergibt sich folgendes Bild: Das Abwasser von 75 % der Papiererzeugung wird in betriebseigenen und von 18 % in kommunalen Abwasserbehandlungsanlagen mechanisch/biologisch behandelt. Vier Prozent des Papiers wird in geschlossenem Wasserkreislauf erzeugt. Das Abwasser von 3 % der Papierproduktion wird in einer betriebseigenen Behandlungsanlage ausschließlich mechanisch gereinigt. Abbildung 1 zeigt die Verteilung der Papierproduktion nach Hauptsorten.
Abbildung 1: Erzeugung von Papier, Karton und Pappe nach Hauptsorten im Jahr 2016
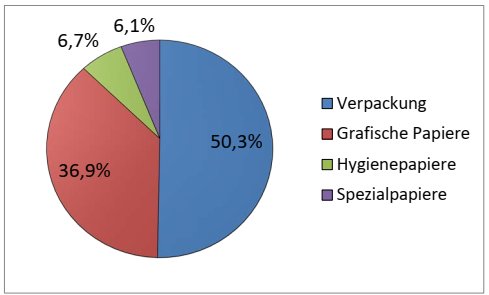
Dabei sind grafische Papiere solche Papiere, die zur Herstellung von Zeitungen, Zeitschriften, Büchern, Briefen, Werbeschriften und sonstigen Druckprodukten verwendet werden. Papier, Karton und Pappe für Verpackungszwecke werden zur Verpackung unterschiedlichster Produkte eingesetzt.
Hygienepapiere (Tissue, Krepp) dienen der Körperpflege und der Reinigung im privaten und betrieblichen Bereich.
Papier und Pappe für technische und spezielle Verwendungszwecke (Spezialpapiere) sind alle Papiere, die nicht unter die genannten Hauptgruppen fallen. Darunter sind sehr unterschiedliche Produkte, beispielhaft seien hier genannt: Banknotenpapier, Teebeutelpapier, Kondensatorpapier, Thermopapier, Selbstdurchschreibepapier, Backpapier, Releasepapier, Dekorpapier, Fotopapier, Zigarettenpapier, Filterpapier, etc.
2 Herstellungsverfahren sowie Abwasserherkunft und Abwasseranfall
2.1 Herstellungsverfahren
Papiere, Kartons und Pappen werden, neben dem Flächengewicht, nach den eingesetzten Faserstoffen (Holzstoff, Zellstoff oder Altpapierstoff) oder nach dem Herstellungsverfahren (hochausgemahlene Papiere, gestrichene Papiere, ungestrichene Papiere, nassfeste Papiere) unterteilt.
Papier besteht überwiegend aus Fasern und mineralischen Komponenten (Füll- und Streichpigmente). Zellstoff wird entweder in integrierten Fabriken selbst erzeugt oder zugekauft. Holzstoff wird durch Zerfasern von Holz überwiegend in den verarbeitenden Fabriken selbst hergestellt.
Die Faserstoffe werden zusammen mit Pigmenten und chemischen Additiven in Wasser suspendiert, auf Papiermaschinen wird ein Faservlies gebildet, entwässert und getrocknet.
In einigen Fällen wird auf das Papier anorganisches Pigment aufgebracht (gestrichenes Papier). Das Papier wird dann in eine verkaufsfertige Form gebracht (Rollen- oder Formatpapiere) oder im Unternehmen weiterverarbeitet.
2.1.1 Einsatzstoffe
Bei der Herstellung von Papier werden im Wesentlichen folgende Rohstoffe verwendet:
Holzstoff ist allein oder überwiegend mit mechanischen Mitteln aus Holz hergestelltes Fasermaterial. Je nach Herstellungsverfahren unterscheidet man zwischen
- Holzschliff (Steinschliff) (englisches Kürzel: GWP = Groundwood Pulp) Stammholz wird unter atmosphärischem Druck an Schleifsteinen zerfasert.
- Druckschliff (englisches Kürzel: PGWP = Pressurized Groundwood Pulp) Stammholz wird unter Überdruck an Schleifsteinen zerfasert.
- Refinerholzstoff (englisches Kürzel: RMP = Refiner Mechanical Pulp) Hackschnitzel werden zwischen Mahlscheiben zerfasert.
- Thermomechanischer Holzstoff (englisches Kürzel: TMP Thermomechanical Pulp) Mit Dampf vorbehandelte Hackschnitzel werden bei Temperaturen über 100 °C unter Überdruck zwischen Mahlscheiben zerfasert.
- Alkalisch-Peroxid-Thermomechanischer Holzstoff (englisches Kürzel:
APTMP alkaline peroxidethermomechanical Pulp)
APTMP ist ein thermomechanischer Holzstoff TMP mit einer Alkali-Peroxid-Vorbehandlungsstufe. - Chemothermomechanischer Holzstoff (englisches Kürzel:
CTMP = chemothermo mechanical Pulp)
Mit Dampf und Chemikalien (z.B. Natriumbisulfit) vorbehandelte Hackschnitzel werden bei Temperaturen über 100 °C unter Überdruck zwischen Mahlscheiben zerfasert. - Alkalichemothermomechanischer Holzstoff (englisches Kürzel: ACTMP = alkaline chemothermomechanical pulp) ACTMP ist ein chemothermomechanischer Holzstoff mit einer Alkali-Peroxid-Vorbehandlungsstufe
Die Herstellung von Holzstoff erfolgt meistens integriert in der Papierfabrik. In Deutschland werden CTMP, ACTMP und APTMP bisher nicht hergestellt. Folgende Verfahrensschritte werden bei der Herstellung von Holzstoff angewendet:
- Entrinden
Die Holzstämme werden mechanisch von der Rinde befreit. - Zerfasern
Durch mechanisches Zerfasern wird das Holz unter Zugabe von Wasser zu Holzstoff verarbeitet. Dabei entsteht Reibungswärme. Holzbestandteile gehen in Lösung. - Reinigen
Störende Bestandteile und Verschmutzungen werden entfernt und können teilweise ins Abwasser gelangen. - Entwässern
Der Holzstoff wird entwässert, das Wasser wird zum überwiegenden Teil im Kreislauf geführt. - Bleichen
Die Bleiche des ligninhaltigen Holzstoffs erfolgt meist mehrstufig mittels reduktiver oder oxidativer Bleiche oder der Kombination der beiden Verfahren. Die Bleichmittel sind chlorfrei (im wesentlichen Natriumdithionit und Wasserstoffperoxid). Die reduktive Bleiche erfolgt im sauren, die oxidative Bleiche im alkalischen Milieu.
Bei der reduktiven Bleiche werden die chromophoren (farbbildenden) Molekülstrukturen verändert und so entfärbt.
Die oxidative Bleiche mit Wasserstoffperoxid macht die färbenden Ligninreste wasserlöslicher und damit herauswaschbar. In Fällen, in denen die Alkalisierung mit Kalkmilch oder Magnesiumhydroxid ausreicht, wurde gegenüber Natronlauge eine geringere Auswaschung von organischer Substanz beobachtet.
Zur Stabilisierung des Wasserstoffperoxids werden Komplexbildner eingesetzt.
Zellstoff ist ein aus pflanzlichen Rohstoffen durch chemischen Aufschluss erhaltener Halbstoff. Die Zellstofferzeugung fällt unter den Anwendungsbereich des Anhangs 19.
Altpapierstoff wird aus gebrauchten und ungebrauchten Papieren, Kartonagen und Pappen hergestellt, die als Faserrohstoff für eine Wiederverwendung geeignet und bestimmt sind (vergl. Altpapier-Liste der Deutschen Standardsorten und ihre Qualitäten; Fehler! Linkreferenz ungültig.gültige Fassung der DIN EN 643/11). Im Jahr 2016 wurden ca. 75 % des deutschen Papier- und Pappeverbrauchs als Altpapier erfasst. Recyceltes Altpapier machte in Deutschland ca. 75 % der zur Papierherstellung eingesetzten Rohstoffe aus. Zur Faserstoffaufbereitung wird das Altpapier in Wasser suspendiert. Je nach erzeugtem Produkt wird der Faserstoff anschließend noch deinkt (Deinking = Entfernung der Druckfarbe, englisches Kürzel: DIP = Deinked Pulp) und oxidativ und/oder reduktiv gebleicht (z.B. mit Wasserstoffperoxid oder Natriumdithionit).
Die Aufbereitung von Altpapierstoff erfolgt meistens integriert in der Papierfabrik. Folgende Verfahrensschritte werden bei der Herstellung von Altpapierstoff angewendet:
- Kontrolle und Lagerung des eingehenden Altpapiers
- Zerfaserung in Pulper oder Auflösetrommel
- Grobsortierung/ Feinsortierung
Ausschleusung von störenden Bestandteilen aus der Suspension. - ggf. Deinking
Weitgehende Entfernung der Druckfarben aus der Faserstoffsuspension z.B. durch mehrstufige Flotation. - ggf. Wäsche
Entfernen von Füllstoffen z.B. bei Hygienepapieren - ggf. Bleiche
Durch Zusatz von chlorfreien Bleichmitteln (im Wesentlichen Wasserstoffperoxid, Natriumdithionit) wird der Altpapierstoff aufgehellt. Faserbestandteile können in Lösung gehen. - Zwischenspeicherung des Fertigstoffes zur weiteren Verarbeitung an der Papiermaschine oder ggf. Trocknung und Pressen von Markt-DIP in Ballen.
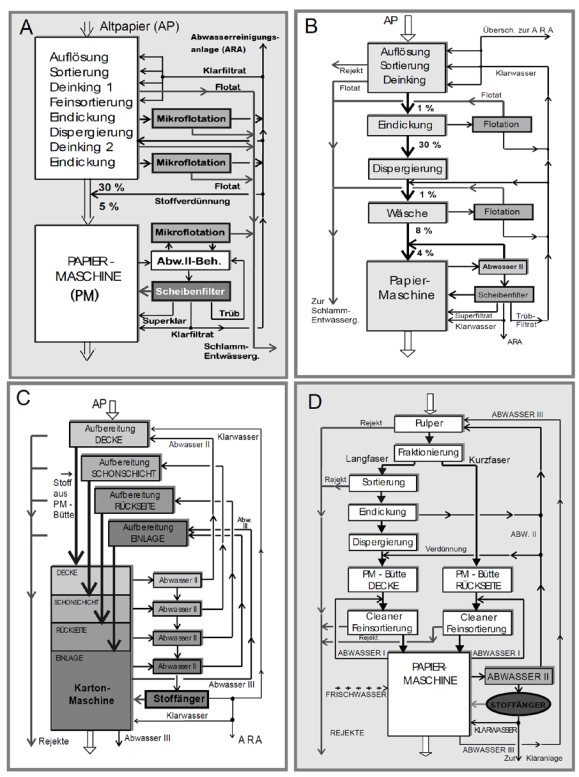
Beispielhaft werden in Abbildung 2 die Wasserkreisläufe in typischen Stoffaufbereitungsanlagen für Altpapier gezeigt.
AP: Altpapier ARA: Abwasserreinigungsanlage PM: Papiermaschine
Abbildung 2: Schematische Kreislaufschaltungen für die Stoffaufbereitung verschiedener Papiersorten aus Altpapier:
[A] Zeitungspapier, [B] Hygienepapier, [C] Karton und [D] Verpackungspapier [nach Zippel, 1999]
Weitere Naturfasern, Chemiefasern und andere industriell hergestellte Fasern z.B. Fasern aus Einjahrespflanzen, Glasfasern, Kunststofffasern werden zur Erzielung besonderer Eigenschaften des Papiers eingesetzt.
Mineralische Füllstoffe und Pigmente
Während Faserstoffe in erster Linie die mechanischen Eigenschaften von Papier, wie Festigkeit und Volumen, bestimmen, werden mineralische Füllstoffe und Pigmente vor allem eingesetzt, um bestimmte Oberflächenqualitäten, wie Weiße, Glanz und Glätte, zu erzielen, die im Hinblick auf die weitere Papierverarbeitung zu den unterschiedlichen Endanwendungen bzw. für die dabei eingesetzten Verfahren (z.B. Druckverfahren) von Bedeutung sind.
Im Durchschnitt der gesamten Papierproduktion in Deutschland machen mineralische Füllstoffe und Pigmente einen Anteil von ca.16 % aller Papierrohstoffe aus; bei einzelnen Papiersorten kann der Anteil mineralischer Stoffe allerdings bis zu 40 % und höher sein.
Calciumcarbonat (Kreide) und Kaolin (Porzellanerde) sind die mengenmäßig wichtigsten mineralischen Papierrohstoffe. Daneben spielen, wenn auch mengenmäßig deutlich weniger eingesetzt, Talkum und Titandioxid eine wichtige Rolle im Herstellungsprozess selbst oder bei bestimmten optischen Eigenschaften von Papier: Talkum bindet zum Beispiel im Holzstoff natürlich vorhandene Harze und vermeidet so klebende Ablagerungen an den Produktionsaggregaten; Titandioxid kommt bei speziellen Anforderungen in Bezug auf Weiße und Opazität der Endprodukte zum Einsatz.
Calciumcarbonat und Kaolin werden einerseits als Füllstoff eingesetzt, das heißt, sie werden unmittelbar dem Faserstoff zugesetzt und bei der Blattbildung auf der Papiermaschine bzw. der weiteren Trocknung der Papierbahn in die Faserzwischenräume des Papiers eingelagert; andererseits werden sie bei der Herstellung gestrichener Papiere als Streichfarbe auf die Blattoberfläche(n) aufgebracht, was entweder mit separaten Streichmaschinen (offline Coatern) oder mit in die Papiermaschine integrierten Streichaggregaten (online Coatern) geschieht.
Für die spezifischen Umweltbelange der Papierherstellung spielen mineralische Füllstoffe und Pigmente eine eher untergeordnete Rolle. Die allgemeinen Anforderungen an die Lagerung staubender Güter (wenn die jeweiligen Stoffe in trockener Form angeliefert werden) beziehungsweise die Lagerung und den Umgang mit den entsprechenden "slurries" (wenn die Stoffe in suspendierter Form angeliefert oder gelagert werden), sind zu beachten.
Für Emissionen gelten die einschlägigen Regelungen der TA Luft.
Aufgrund ihrer geringen Löslichkeit werden diese Stoffe in der Regel in der mechanischen Stufe der Abwasserbehandlungsanlage abgeschieden. Sofern das nicht ausreichend geschieht, sind ergänzende Maßnahmen (z.B. Vorbehandlung, Simultanfällung oder Nachbehandlung) erforderlich.
Chemische Additive
Betriebs- und Hilfsstoffe für die Papierherstellung werden in der Branche "chemische Additive" genannt. Nach ihrem Verwendungszweck unterscheidet man zwischen Funktions- und Prozesschemikalien. Zur ersten Gruppe gehören z.B. Leimungsmittel, Trockenverfestiger, Nassfestmittel, Farbstoffe, Streichfarbenbinder, und Phobiermittel (u.a. per- und polyfluorierte Chemikalien), die dem Papier die gewünschte Eigenschaft geben. Prozesschemikalien wie Fixier- und Retentionsmittel, Komplexbildner, Schleimverhinderungsmittel, Entschäumer und Reinigungsmittel unterstützen den Papierherstellungsprozess und die Wirksamkeit der eingesetzten Roh- und Hilfsstoffe (vgl. Nomenklatur der Papierhilfsmittel).
Eine Vielzahl von Prozess- und Funktionschemikalien basieren auf synthetischen Polymerverbindungen, die als biologisch nicht leicht abbaubar und z.T. als umwelt- oder gewässergefährdend zu kennzeichnen sind. Darunter fallen Fixier- und Retentionsmittel, Nassfestmittel, Trockenverfestiger, Polymerleimungsmittel und Streichfarbenbinder.
Der überwiegende Anteil dieser Additive, die der Papiermasse vor der Blattbildung zugesetzt werden, verbleibt auf Grund ihrer kationischen Ladung oder durch Fixierung mit kationischen Polymeren, nahezu vollständig im Papier. Ausgetragene Papierfeinstoffe, die solche Additive mittransportieren, werden in der mechanischen Stufe mit dem Faserschlamm oder in der biologischen Abwasserreinigung als Überschussschlamm ausgeschleust. Dadurch wird die Gewässerrelevanz minimiert. Bei der Oberflächenleimung und beim Streichen werden die chemischen Additive auf die fertige Papierbahn aufgetragen. Die Applikation erfolgt aus einer wässrigen Leimflotte bzw. Streichfarbe in geschlossenem Kreislauf.
Retentions- und Fixiermittel
Zu dieser Gruppe von Prozesschemikalien gehören überwiegend kationisch modifizierte synthetische wasserlösliche Polymere wie z.B. Polyacrylamide, Polyamine, Polyethylenimine, Polyvinylamine, Polyamidamine, Dicyandiamid-Formaldehyd-Kondensate und PolyDADMAC (Polydiallyldimethylammoniumchlorid). Sie bewirken die Flockung der in der Papiermasse suspendierten Fein- und Füllstoffe sowie kolloidal gelöster Störstoffe und tragen somit auch zur Entlastung des Abwassers von Schwebstoffen und TOC bzw. CSB bei.
Trockenverfestiger
Diese Produkte verstärken das Fasergefüge, was dem Papier eine höhere Festigkeit im trockenen Zustand verleiht. Als Trockenverfestiger sind überwiegend Stärke sowie kationisch modifizierte Polyacrylamide und Polyvinylamine in Gebrauch.
Nassfestmittel bewirken, dass Papiere wie Teebeutel, Tapeten, Banknoten, Filterpapiere, Etiketten, Haushaltstücher auch in durchnässtem Zustand die erforderliche Festigkeit aufweisen. Bei den Hilfsstoffen sind chlorhydrinhaltige Nassfestmittel (Epichlorhydrinharze) der wesentlichste Faktor für die AOX-Belastung des Abwassers.
Leimungsmittel
Leimungsmittel machen Papier widerstandsfähig gegen Flüssigkeiten wie z.B. Wasser, Tinte und Druckfarben. Zur Masseleimung werden Produkte auf der Basis von biologisch abbaubarem Kolophoniumharz, Alkylketendimer (AKD) oder Alkenylbernsteinsäureanhydrid (ASA) mit hoher Faseraffinität eingesetzt.
In der Oberflächenleimung kommen synthetische Polymere wie z.B. Styrol-Acrylsäureester und Styrol-Maleinsäure zum Einsatz, die aufgrund ihrer Anwendung im geschlossenen Leimpressenkreislauf keine Belastung für das Abwasser ergeben. Lediglich bei Reinigung der Leimpressen entsteht eine Abwasserrelevanz.
Streichfarbenbinder
Beim Streichen wird die Oberfläche von Papier und Karton mit einer pigmenthaltigen Streichfarbe veredelt. Dabei dienen polymere Emulsionen z.B. auf Basis von Styrol-Butadien- oder Styrol-Acrylat-Copolymeren als Binder, die ein Ausbrechen von Pigmenten aus dem Oberflächenstrich verhindern. Ihre Anwendung erfolgt in einem der Papier- und Kartonerzeugung nachgeschalteten Prozess aus einem geschlossenen Kreislauf.
Farbstoffe und optische Aufheller
Zum Färben von Papier werden im Wesentlichen basische (kationische) und substantive (kationische und anionische) Farbstoffe eingesetzt. In speziellen Fällen können auch Pigmente verwendet werden.
Hohe Weißgrade werden durch Anwendung wasserlöslicher optischer Aufheller z.B. des Stilbentyps erzielt.
Nach OECD-Kriterien gelten diese Farbmittel und die optischen Aufheller unter realen Umweltbedingungen als nicht leicht und nicht schnell biologisch abbaubar (not "readily biodegradable"). Beim Färbeprozess gewährleisten spezifische Wechselwirkungen (z.B. ionische Wechselwirkungen oder Wasserstoffbrückenbindungen) zwischen dem Farbmittel und dem Substrat (Faser, Füllstoff etc.) bzw. die Verwendung geeigneter Fixiermittel einen Fixiergrad, der in der Regel über 98 % liegt. Die optischen Aufheller erreichen typabhängig Fixiergrade von 80 - 95 %, wobei der nicht fixierte Aufheller im Primärwasserkreislauf zur Papiermaschine zurückgeführt wird. Adsorptions- und Fällungsprozesse (pH-Wert abhängig) in der Abwasserbehandlungsanlage der Papierfabrik sorgen für eine nahezu quantitative Eliminierung des Farbmittels bzw. der optischen Aufheller durch Adsorption am Bioschlamm vor der Einleitung in das Gewässer.
Komplexbildner
Komplexbildner werden bei der Bleiche von Holzstoff und der Aufbereitung von recycliertem Faserstoff zur Verhinderung der katalytischen Zersetzung von Wasserstoffperoxid durch Schwermetallionen (insbesondere Eisen- und Manganionen) eingesetzt und gelangen wegen ihrer schlechten Abbaubarkeit in messbaren Konzentrationen in das Gewässer.
Die am häufigsten eingesetzten Komplexbildner sind das biologisch schwer abbaubare Diethylentriaminpentaacetat (DTPA) und das Ethylendiamintetraacetat (EDTA). Alternativ können in Einzelfällen eliminierbare Phosphonate eingesetzt werden.
Zur Verhinderung von Calciumausfällungen in Wasserkreisläufen und der Abwasserbehandlungsanlage werden Phosphonate und Polyacrylate als Härtestabilisatoren eingesetzt.
Schleimverhinderungsmittel, Mikrobizide
Schleimverhinderungsmittel vermindern das Wachstum von Mikroorganismen im Prozesswasser, die bei unkontrollierter Vermehrung zu Produktions- und Qualitätsproblemen durch Schleimablagerungen, Korrosion und Geruchsentwicklung führen können. Es kommen mikrobiell wirksame Substanzen zum Einsatz, die sämtlich in der Empfehlung XXXVI des Bundesinstitutes für Risikobewertung (BfR) gelistet sind. Nach ihrer Wirkungsweise lassen sie sich in zwei Gruppen einteilen, in oxidative, überwiegend anorganische Substanzen und spezifisch wirkende organische Verbindungen. Tabelle 1 enthält eine Auswahl typischer Vertreter beider Wirkstoffgruppen.
Tabelle 1: Typische Vertreter von Schleimverhinderungsmitteln
| Stoffgruppe | Wirksubstanz |
| oxidierend | |
| Natriumhypochlorit, NaOCl | |
| Natriumhypobromit, NaOBr | |
| Chlordioxid, ClO2 | |
| Ammoniumbromid / Natriumhypochlorit, NH4Br / NaOCl | |
| Wasserstoffperoxid, H2O2 | |
| Peroxyessigsäure, CH3COOOH | |
| Organisch | |
Isothiazolinone
| |
| 3,5-Dimethyltetrahydro-1,3,5,2H-thiadiazin-2-thion (Dazomet) | |
| 2-Brom-2-nitropropan-1,3-diol (BNPD), Bronopol, | |
| 2,2-Dibrom-3-nitrilopropionamid (DBNPA) | |
Hydantoine (Imidazolidin-2,4-dione)
| |
| Glutardialdehyd (GDA) | |
| Methylenbisthiocyanat (MBT) | |
Quarternäre Ammoniumverbindungen (Quats)
| |
| Tetrakis(hydroxymethyl)phosphonium sulfat (THPS) | |
| 1,6-Dihydroxy-2,5-dioxahexan | |
| N,N'-bis(hydroxymethyl)harnstoff |
Chlordioxid wird z.B. als verdünnte wässrige Lösung vor Ort aus einem Gemisch von Natriumchlorat und Wasserstoffperoxid mit Schwefelsäure erzeugt.
In einer speziellen Anwendungsform von Wasserstoffperoxid wird dieses zur katalytischen Oxidation von Mikroorganismen genutzt.
Halogenierte Hydantoine spalten hypohalogenige Säure ab, die die eigentliche Wirksubstanz bilden. Sowohl aus 1,6-Dihydroxy-2,5-dioxahexan als auch aus Hydroxymethylharnstoff entsteht Formaldehyd als aktive Spezies.
Die Auswahl eines oder mehrerer Biozide richtet sich nach der Art der mikrobiologischen Belastung und den Prozessbedingungen (Kreislaufschließung, pH-Wert, Temperatur). Die Eintragsmengen, als Wirksubstanz gerechnet, liegen im Bereich von 10 - 100 g/t Papier. Abhängig von der Dosierweise (kontinuierlich oder Stoßbehandlung) und dem Biozid variiert die Wirkkonzentration im Kreislaufwasser zwischen 1 und 10 ppm. Obwohl die meisten Biozide nur zu geringen Anteilen an der Faser adsorbieren und mit dem Papier ausgetragen werden, ist ihre Konzentration im Fabrikationsabwasser deutlich geringer, da sie chemisch leicht abgebaut werden (Hydrolyse, Reduktion) und damit ihre biozide Wirkung verlieren.
Halogenhaltige organische Biozide können zu temporärer AOX-Fracht im Abwasser beitragen, ihr Ausmaß nimmt mit steigender Abbau- bzw. Hydrolyserate ab. Dagegen vermögen Natriumhypochlorit und -hypobromit gelöste und suspendierte organische Stoffe zu halogenieren und tragen so zu persistentem AOX bei.
Zur Erhöhung der Wirksamkeit werden Biozide in Kombination mit Biodispergatoren eingesetzt. Dies sind oberflächenaktive Substanzen (anionische und nichtionische Tenside, Terpene), die einerseits die Bioverfügbarkeit für die Aktivsubstanzen durch Desintegrationsvorgänge der mikrobiellen Zellmembranen erhöhen, andererseits die Ablagerung von Bakterienschleim auf Rohr- und Beckenwandungen erschweren bzw. einmal gebildete Ablagerungen aufzulösen im Stande sind.
2.1.2 Verfahrensschritte bei der Papierherstellung
Bei der Herstellung von Papier werden im Wesentlichen die folgenden Verfahrensschritte zum Teil auch kombiniert oder mehrfach angewendet (einzelne Verfahrensschritte können auch entfallen):
- ë Mischen/Verdünnen/Sortieren
Mischen der aufbereiteten Faserstoffe und ggf. Füllstoffe in der Stoffzentrale. Verdünnung der Fasersuspension mit Wasser und Zugabe von chemischen Additiven, so dass je nach den gewünschten Eigenschaften des Papierblattes und den Erfordernissen der Papiermaschine die Blattbildung möglich wird. Vor der Papiermaschine wird die Stoffsuspension in Zentrifugal-, Loch- oder Schlitzsortierern von störenden Bestandteilen befreit. - Blattbilden
Auf umlaufenden Lang- oder Rundsieben wird durch raschen Wasserentzug das Papiervlies gebildet. - Pressen
In der Pressenpartie wird dem Papiervlies auf mechanischem Weg weiter Wasser entzogen. - Trocknen
Das Papiervlies wird durch thermische Behandlung getrocknet. Dieser Schritt ist der energieintensivste Verfahrensschritt der Papierherstellung. Dabei verdampfen 0,9 - 1,2 m3 Wasser pro t erzeugten Papiers (bei Oberflächenauftrag bis 1,6 m3/t). Die Trocknung erfolgt indirekt mit beheizten Dampfzylindern oder direkt mit Infrarot- oder Heißluft-Trocknern. Die direkte Trocknung wird nach der Veredelung der Papiere eingesetzt. - Veredeln
Durch Imprägnieren, Streichen, Beschichten, chemisches und/oder mechanischthermisches Behandeln in oder außerhalb der Papiermaschine (z.B. in der Leimpresse, Streichanlage) können besondere Produkteigenschaften erzielt werden.
Beispielhafte Abläufe der Papierherstellung zeigt die Abbildung 3:
Abbildung 3: Schema der Papierherstellung [VDP, 2006]
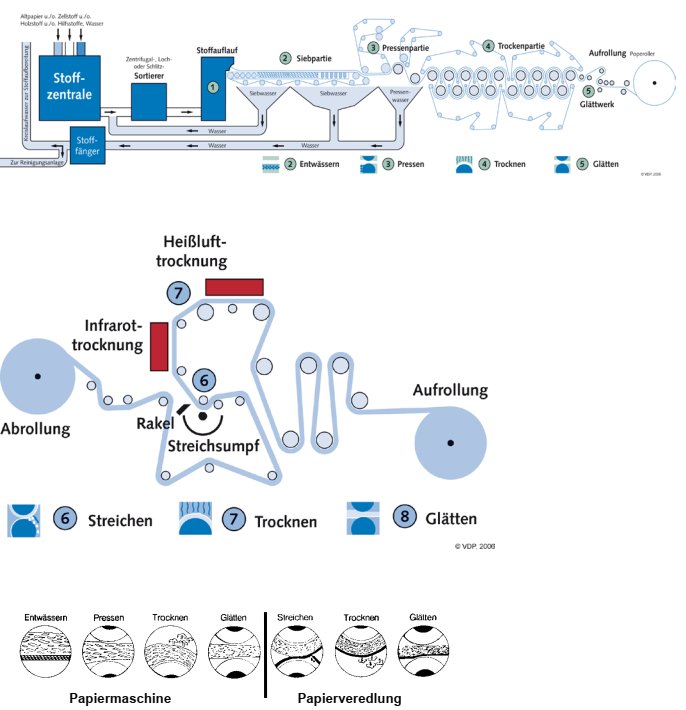
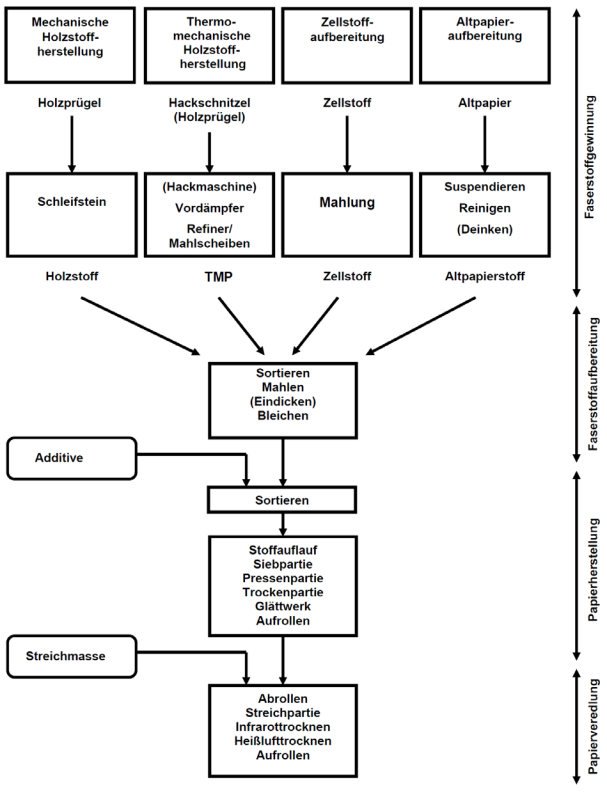
Abbildung 4: Mögliche Rohstoffe, Anlagen und Prozesse in einer Papierfabrik
2.2 Herkunft des Abwassers
Prozessabwasser
Bei der Herstellung von Papier wird Wasser für die Herstellung (Suspension und Transport des Faserstoffes), zu Hilfszwecken (Sperrwasser, Kühlwasser) und zu Reinigungszwecken (Sieb- und Filzreinigung, Systemreinigung) benötigt, wobei es innerhalb des Produktionsprozesses mehrfach genutzt wird. Teile des Wassers verdampfen (ca. 0,9 - 1,6 m3/t Papier), verbleiben im Produkt (ca. 0,05 - 0,1 m3/t Papier, entsprechend 5 - 10 % Restfeuchte) oder im Produktionsrückstand (Wassergehalt schwankt stark je nach Entwässerungsverfahren).
Innerhalb der Produktionswasserkreisläufe (siehe Abbildung 5) sind Systeme zur Rückgewinnung von Fasern und Füllstoffen installiert, die diese Stoffe aus dem Wasser entfernen, bevor es wiederverwendet oder aus dem Prozess ausgeschleust wird. Geeignet hierfür sind Sedimentationsverfahren, Scheibenfilter oder Flotationsanlagen. Zur Rückgewinnung von Füllstoffen aus Streichfarben werden vereinzelt erfolgreich verschiedene Filtersysteme eingesetzt.
Abbildung 5: Vereinfachtes Schema der Wasserführung einer Papierfabrik (spezifische Wassermengen bezogen auf die Bruttomaschinenkapazität in Kubikmeter je Tonne Produkt) [Quelle: VDP]
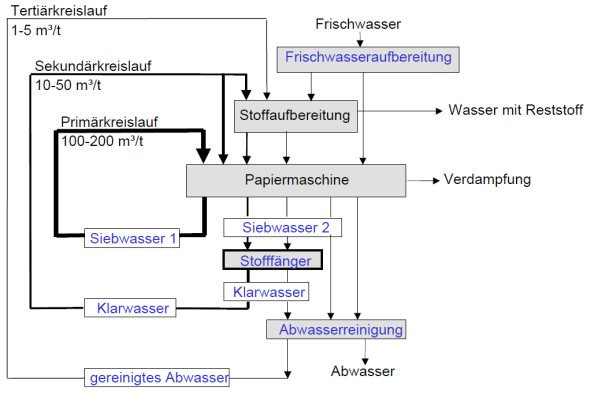
Hinweis: In dieser Abbildung entspricht der Primärkreislauf dem "Abwasser I", der Sekundärkreislauf dem "Abwasser II" und der Tertiärkreislauf dem "Abwasser III" in Abbildung 2.
Verschmutztes Niederschlagswasser
Bei der Herstellung von Papier und Pappe fällt verschmutztes Niederschlagswasser von befestigten Außenflächen an, insbesondere von Altpapierlagerplätzen.
2.3 Abwasseranfall und Abwasserbeschaffenheit
Bei der Papierherstellung gibt es große Unterschiede hinsichtlich der Art der Faserstoffe, der Hilfsstoffe, der Produktionsverfahren und der Produkte (über 3.000 Papiersorten; siehe DIN 6730), die sich erheblich auf den produktionsspezifischen Abwasseranfall und die Abwasserbeschaffenheit auswirken.
2.3.1 Abwasseranfall
Die Frachten sowie die Konzentrationen an gelösten und ungelösten organischen und anorganischen Inhaltsstoffen des bei der Papierherstellung anfallenden Abwassers sind von den eingesetzten Roh- und Hilfsstoffen den gewünschten Produkteigenschaften und der angewandten Technologie abhängig. Der Abwasseranfall reicht vom abwasserfreien Wasserkreislauf bei Verpackungspapierherstellern mit bestimmten technischen und wasserspezifischen Voraussetzungen bis zu 100 m3/t und darüber bei bestimmten Spezialpapieren.
2.3.2 Abwasserbeschaffenheit
Sowohl das Prozessabwasser als auch das verschmutzte Niederschlagswasser enthalten vor allem gelöste und ungelöste organische Inhaltsstoffe aus dem Holz, Altpapier sowie aus weiteren Roh- und Hilfsstoffen. Diese sind im Wesentlichen biologisch gut abbaubar.
Der Stickstoff- und Phosphorgehalt des Abwassers der Papierindustrie ist rohstoffbedingt meist niedrig. Organisch gebundener Stickstoff kann durch Einsatz bestimmter Roh- und Hilfsstoffe (z.B. optische Aufheller, Lösevermittler für Hilfsstoffe, modifizierte Stärke, Harnstoff-/Formaldehyd-Harze) ins Abwasser gelangen.
Auch über Betriebswasser, das aus Oberflächenwasser gewonnen wird, können Stickstoff, Phosphor sowie organische Stoffe ins Abwasser eingetragen werden.
Das Abwasser aus der Papierherstellung kann adsorbierbare organisch gebundene Halogene (AOX) enthalten. Mögliche Quellen hierfür sind:
Nassfestmittel auf der Basis von Epichlorhydrin,
- Restgehalte in Zellstoffen, die mit Chlorverbindungen gebleicht wurden,
- Altpapier, das mit Chlorverbindungen gebleichte Zellstoffe oder AOX-haltige Druckfarben, Kleber, Beschichtungen etc. enthält,
- AOX-haltige Verbindungen, die als Hilfs- oder Veredlungsmittel eingesetzt werden,
- mit Elementarchlor, Chlordioxid oder Hypochlorit behandeltes Frischwasser oder Produktionswasser.
Je nach Papiersortenbereich und Papierqualität werden unterschiedliche Arten und Mengen chemischer Additive eingesetzt, um die gewünschten Papiereigenschaften zu erzielen. Der Teil, der nicht auf der Faser verbleibt, gelangt ins Abwasser und durchläuft die Abwasserbehandlungsanlage. Ein Teil dieser Substanzen ist schwerer abbaubar und gelangt als refraktärer TOC in die Gewässer.
2.3.3 Legionellen
Abwasser der Papierindustrie kann, wie auch Abwässer von manchen anderen Branchen, unter bestimmten Bedingungen hohe Legionellenkonzentrationen enthalten. Legionellen können beim Menschen zu schweren Lungenentzündungen - sogar mit Todesfolge - führen, wenn sie in Form lungengängiger Aerosole aufgenommen werden. In der wissenschaftlichen Literatur werden Abwässer/Abwasserbehandlungsanlagen als Reservoir oder (potentielle) Quelle von Legionellen, auch im Zusammenhang mit Erkrankungsfällen, beschrieben. Ein relevantes Potential für das Wachstum von Legionellen haben, nach Expertenmeinung, solche Abwässer, die regelmäßig Temperaturen von e 23 °C aufweisen und in denen bestimmte Substrate für eine Begünstigung des Legionellenwachstums vorliegen. Unter sehr ungünstigen Umständen können erhöhte Legionellenkonzentrationen auch bei Indirekteinleitern bis in das Gewässer durchschlagen. Inwieweit eine Überwachung und Vorsorgemaßnahmen aus Gründen des Arbeits- und Gesundheitsschutzes erforderlich sein können, hängt von den lokalen Gegebenheiten ab.
Wurden erhöhte Legionellenkonzentrationen in einer Anlage festgestellt, ist ein Maßnahmenpaket in Abstimmung mit den Behörden zu erstellen, um die Legionellenkonzentration wesentlich zu minimieren. Hierbei handelt es sich im Wesentlichen um die Außerbetriebnahme und Reinigung der betroffenen aeroben Anlagenbereiche. Zu einer Legionelleninfektion kann es nur kommen, wenn legionellenhaltige, flüssige Schwebeteilchen eingeatmet werden. Diejenigen Mitarbeiter, die in Betriebsteilen tätig sind, in denen eventuell belastetes Aerosol eingeatmet werden kann, sind mit geeigneter Schutzausrüstung, insbesondere geeigneten Schutzmasken, auszustatten.
Weiterhin ist es nicht auszuschließen, dass unterhalb der Einleitung der Abwasserbehandlungsanlage im Gewässer, Legionellenkonzentrationen gemessen werden können. In einem ersten Schritt ist es ratsam, kein Wasser unterhalb der Einleitung zu entnehmen und zu versprühen.
Abhilfe schaffen kann ebenso die Desinfektion des Abwassers am Ablauf der Abwasserbehandlungsanlage durch beispielsweise UV-Behandlung.
3 Medienübergreifende Aspekte bei der Papierherstellung
Die EU-Industrieemissions-Richtlinie (Industrial Emissions Directive - IED, 2010/75/EU) ist Ende 2010 in Kraft getreten. Sie ist das Ergebnis einer Zusammenführung und Novellierung der bisherigen Richtlinie über die integrierte Vermeidung und Verminderung der Umweltverschmutzung (IVU-Richtlinie 1) und sechs Sektor-Richtlinien. Mit dieser Richtlinie wurde auf EU-Ebene der medienübergreifende Ansatz (Abwasser, Abfall, Abluft und Energie) im Rahmen von Genehmigungsverfahren weiterentwickelt. Dieser beinhaltet sowohl die Vermeidung von Schadstoffverlagerungen in andere Umweltmedien, als auch den Einsatz der besten verfügbaren Techniken zur Vermeidung von Immissionen durch eine medienübergreifende Betrachtung ("Schutz der Umwelt als Ganzes"). Die Richtlinie hat das Ziel, in den Industrieanlagen in Europa ein hohes Vorsorgeniveau im Umweltschutz zu schaffen, um Mensch und Umwelt vor nachteiligen Umweltwirkungen der industriellen Produktion zu schützen. Die IED fordert deshalb EU-weit die Anwendung fortschrittlicher Techniken - so genannter bester verfügbarer Techniken (BVT) - und nennt Prinzipien der nachhaltigen Produktion. Die besten verfügbaren Techniken für alle IED-relevanten Industriebereiche (vgl. Anhang I der Richtlinie) werden in sogenannten BREF-Dokumenten (Best Available Techniques Reference Documents - BVT-Merkblätter) beschrieben und daraus Schlussfolgerungen (BVT-Schlussfolgerungen) abgeleitet, deren Anwendung in den Mitgliedstaaten verbindlich ist (vgl. auch Nr. 6.4).
Im Anhang IV der IED sind Kriterien zur Umsetzung der BVT genannt. Die Konkretisierung dieser Anforderungen (z.B. durch Emissionsgrenzwerte) erfolgt durch Umsetzung in das jeweilige nationale Recht; in Deutschland sind dies die entsprechenden medienbezogenen Gesetze, Verordnungen und Verwaltungsvorschriften (z.B. Technische Anleitungen). Die medienübergreifende Betrachtungsweise fließt in die Erarbeitung der medialen Anforderungen jeweils mit ein.
Für die Papierherstellung sind folgende Kriterien des Anhang IV aus medienübergreifender Sicht besonders relevant:
- Einsatz abfallarmer Technologie (hohe Rohstoffausnutzung, Vermeidung von Abwasserbehandlungsverfahren mit hohem Schlammanfall) und Verminderung der Umweltverschmutzung (kodifizierte Fassung) vom 15. Januar 2008;
- Einsatz weniger gefährlicher Stoffe (Auswahl und Weiterentwicklung chemischer Additive)
- Rückgewinnung und Wiederverwertung von Stoffen und Abfällen (Schlammrückführung in den Prozess, schonende Faseraufbereitung und damit Verringerung der organischen Belastung des Abwassers)
- Rohstoffverbrauchsminimierung und Energieeffizienz (Einengung von Wasserkreisläufen, hohe Energieeffizienz der gesamten Produktion und der eingesetzten Abwasserbehandlungstechniken, Energierückgewinnung aus Abwasser- und Abluftströmen)
- Verringerung der Gesamtwirkungen von Emissionen
Ob es bei einer Anlage zu einer Verlagerung von Umweltbelastungen in andere Medien kommt, muss immer im Einzelfall geprüft werden. An dieser Stelle können nur Hinweise gegeben werden, wo solche Konflikte auftreten könnten. In Abbildung 6 und Abbildung 7 werden die wichtigsten Umweltaspekte von Papierfabriken im Allgemeinen und potentielle Schnittstellen für Umweltmedienkonflikte entlang des Wasserstromes beispielhaft dargestellt.
Abbildung 6: Die wichtigsten Umweltaspekte von Papierfabriken [Quelle: Stora Enso, 2008]
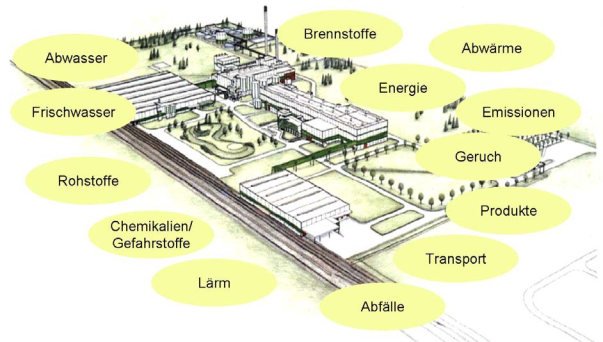
Abbildung 7: Wasser- und Abwasserkreislauf der Papierherstellung
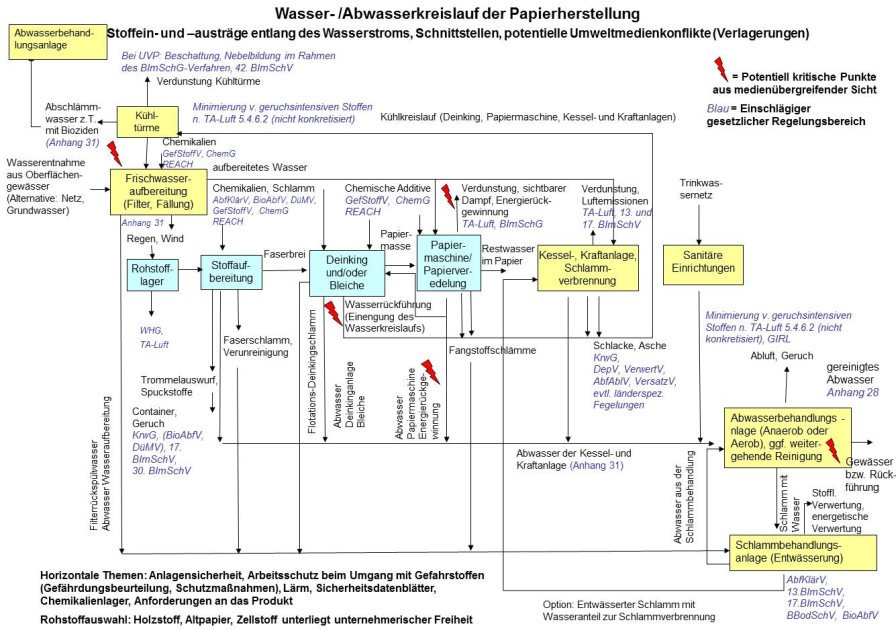
In Abbildung 7 wird anhand eines beispielhaften Wasserschemas einer Papierfabrik der Weg des Wassers vom Eintritt in das Werk bis zum Verlassen der Fabrik verfolgt. Die mit dem Wasserpfad im Zusammenhang stehenden Stoffein- und -austräge einschließlich Geruchsemissionen und Energieverluste werden dargestellt. Als Ergebnis der Analyse der Prozesse und Anlagen über alle Umweltmedien hinweg werden nur fünf möglicherweise "kritische Schnittstellen" identifiziert, bei denen bei bestimmten technischen Lösungen Verlagerungen vom Wasser in andere Umweltmedien auftreten können. Dabei handelt es sich um die Versorgung der Papierfabrik mit Betriebswasser, das innerbetriebliche Wassermanagement, die Abwasserbehandlung sowie um Energieverluste durch Abwasser- und Abluftströme. Diese fünf Bereiche mit möglicherweise medienübergreifenden Schnittstellen werden im Folgenden im Einzelnen erläutert. Für einzelne dieser Aspekte enthält der Anhang 28 in Teil B allgemeine Anforderungen aus medienübergreifender Sicht. Zu Energieverlusten durch Abwasser- und Abluftströme werden keine Anforderungen in den Anhang 28 aufgenommen, da es sich hierbei nicht um einen für die Papierindustrie spezifischen medienübergreifenden Aspekt handelt (siehe § 3 Abs. 2 Satz 2 AbwV). Bei den übrigen Emissionen bzw. Stoffein- und -austrägen werden keine medienübergreifenden Konflikte identifiziert, die eine Aufnahme von Anforderungen in den Anhang 28 erforderlich machen würden. Diese Bereiche sind durch einschlägige Fachgesetze (in Abbildung 7 in blauer Schrift eingetragen) ausreichend und abschließend geregelt (siehe auch Tabelle 2).
Zu den potentiell kritischen Punkten aus medienübergreifender Sicht im Einzelnen:
- Bei der Entnahme von Grundwasser als Prozesswasser ist eine Abwägung zwischen Grundwasserschutz auf der einen Seite und Umweltkosten für die Wasseraufbereitung aus Oberflächenwasser zu treffen.
- Beim Grad der Einengung der Wasserkreisläufe müssen die Aspekte Geruch, Chemikalieneinsatz, Korrosion und das Risiko von Kalkausfällungen berücksichtigt werden und dabei ein Optimum angestrebt werden, damit es nicht zu Verlagerungen von Umweltbelastungen kommt. Generell sind stark eingeengte Wasserkreisläufe in der Papierindustrie Stand der Technik (vgl. Abschnitt 4). Einzelnen Papierfabriken, die "braune Sorten" herstellen, gelingt es abwasserfreie oder sehr enge Wasserkreisläufe zu fahren. Andere können wegen der technischen Beschaffenheit der Anlage und örtlichen Umweltbedingungen keine abwasserfreien Wasserkreisläufe realisieren, ohne signifikante Problemverlagerungen in Kauf zu nehmen.
- Bei der Auswahl und dem Betrieb des Abwasserbehandlungsverfahrens ist - je nach angestrebtem Abbaugrad - das für die Umwelt insgesamt beste Verfahren zu suchen. Energieeffizienz und die Menge und Verwertbarkeit des Schlammes sind hier zu beachten, denn auch bei gleicher Reinigungsleistung weichen die betrieblichen Abwasserbehandlungsanlagen von Papierfabriken durchaus voneinander ab. Insbesondere in den Fällen, in denen aus gewässergütewirtschaftlichen Gründen über den Anhang 28 hinausgehende Anforderungen gestellt werden, müssen die zusätzlichen Maßnahmen mit ihren Vor- und Nachteilen hinsichtlich ihrer Auswirkungen auf andere Umweltmedien abgewogen werden.
- Mit den Abluft- und Abwasserströmen sind Energieverluste verbunden. Diese Energie kann in bestimmten Fällen zurückgewonnen werden (z.B. Steambox, Vorerwärmung des zugeführten Frischwassers).
Im Folgenden ein Überblick über die betroffenen Rechtsgebiete mit einschlägigen bzw. orientierenden Vorgaben.
Tabelle 2: Überblick über mögliche Verlagerungen und Schnittstellen des Wasserpfads mit anderen Rechtsgebieten gemäß medienübergreifendem Ansatz
| Bereich | Verfahrensschritt | "Umweltproblematik" | Einschlägiges Rechtsgebiete | Potentielle medienübergreifende Effekte |
| Papierherstellung | Rohstofflager | Geruch, diffuse Staubemissionen, Lärm | Immissionsschutz, Nr. 5.4.6.2 TA Luft, TA Lärm | Je nach Ausgangsmaterialien und Lagerbedingungen kann es zu Geruchsbeeinträchtigungen kommen ID allgemeine Regelungen in der TA Luft |
| Faserstoffgewinnung | Je nach Ausgangsstoff: Geruch Einsatz von Chemikalien Abfälle | Immissionsschutz, TA Luft Arbeitsschutz, ChemG, GefStoffV Abfallrecht | Je nach Rohstoff(mix) müssen Chemikalien eingesetzt werden, es kann zu Geruchsbeeinträchtigungen kommen, es fallen Abfälle an.
Geruch: = > allgemeine Regelungen in der TA Luft Chemikalien: = > ChemG und GefStoffV anzuwenden; Erfassung der gehandhabten Chemikalien, Ausschluss/Ersatz besonders problematischer Chemikalien, Handhabungsbeschränkungen oder -verbote (Chemikalien-Verbots-Verordnung) Abfälle: = > Abfallrecht | |
| Faserstoffaufarbeitung | Einsatz von Chemikalien Zopf, Spuckstoffe, Rejekte, Deinkingschlämme | Arbeitsschutz, ChemG, GefStoffV Abfallrecht | Einsatz von Chemikalien: vgl. oben Abfälle: Abfallrecht
Je nach Entsorgungsweg potentielle Auswirkungen auf Boden und Grundwasser; Verfüllung von Deponieraum | |
| Papierherstellung | Einsatz von Chemikalien Wasserdampf, Geruch, Lärm, org. C, Formaldehyd, Inhaltsstoffe | Arbeitsschutz, ChemG, GefStoffV Immissionsschutz, Nr. 5.4.6.2 TA Luft, TA Lärm, REACH, XXXVI. Empfehlung BfR, Lebensmittel- und Bedarfsgegenständegesetz (LMBG) | Einsatz von Chemikalien: vgl. oben Wasserdampf im Bereich Trockenpartie: = > allgemeine Regelungen in der TA Luft | |
| Papierveredelung | Einsatz von Chemikalien Emissionen z.B. org. C, flücht. Subst., Formaldehyd, Inhaltsstoffe | Arbeitsschutz, ChemG, GefStoffV Immissionsschutz; 31. BImSchV, TA Luft, REACH, XXXVI. Empfehlung BfR, Lebensmittel- und Bedarfsgegenständegesetz (LMBG) | Chemikalien vgl. oben Lösemittel; ID TA Luft, ggf. 31. BImSchV | |
| Wasserkreisläufe | Frischwasser | Wasseraufbereitung, Einsatz von Chemikalien, ggf. Geruch | Arbeitsschutz ChemG, GefStoffV, OgewV Immissionsschutz, TA Luft | Wenn Einsatz von Chemikalien erforderlich; vgl. oben; |
| Kesselspeisewasser | Einsatz von Chemikalien | Arbeitsschutz, ChemG, GefStoffV | Einsatz von Chemikalien: vgl. oben Anhang 31 der AbwasserV | |
| Kreislauf | Einsatz von Chemikalien, ggf. Geruch | Arbeitsschutz, BiostoffV, ChemG, GefStoffV Nr. 5.4.6.2 TA Luft | Beim Einsatz von Chemikalien vgl. oben | |
| Abwasser | Wasseraufbereitung, Einsatz von Chemikalien, Geruch, Inhaltsstoffe Stoffliche Verwertung von Klärschlamm | Arbeitsschutz, BiostoffV ChemG, GefStoffV, OGewV | Abwasserreinigungsanlage Einsatz von Chemikalien: vgl. oben Geruch: = > allgem. Regelungen TA Luft Klärschlamm: = > Abfallrecht Die landwirtschaftliche oder landbauliche Verwertung von Klärschlamm kann durch persistente Stoffe (z.B. Per- und polyfluorierte Chemikalien (PFC)) Auswirkungen auf Boden und Grundwasser haben. | |
| Energieerzeugung/ Reststoffverbrennung | Kesselhaus | Luftemissionen Thermische Verwertung von Klärschlamm | Immissionsschutz: in Abhängigkeit der Brennstoffe und FWL TA Luft, 13. und/o- der 17. BImSchV, 44. BImSchV | Je nach eingesetzten Brennstoffen und der Feuerungswärmeleistung der Kraftwerke sind Emissionsbegrenzungen aus der TA Luft, der 13. BImSchV (Großfeuerungsanlagen) und / oder der 17. BImSchV (Abfall(mit)verbrennungsanlagen) einzuhalten.
Über das BImSchG als (derzeitige) Genehmigungsgrundlage wird im Rahmen des Genehmigungsverfahrens die Frage der Energieeffizienz geprüft und bewertet. Bei der thermischen Verwertung des Klärschlamms mit anschließender Deponierung der Verbrennungsrückstände werden dagegen evtl. enthaltene Nährstoffe dem Stoffkreislauf entzogen, es entstehen Emissionen von Luftschadstoffen und Deponieraum wird verfüllt. |
4 Abwasservermeidungs- und Abwasserbehandlungsverfahren
4.1 Allgemeine Anforderungen zur Minimierung von Abwasseranfall und Schadstoffemissionen
Ziel der allgemeinen Anforderungen in Teil B der Anhänge der Abwasserverordnung ist es, den Einleiter zu einer systematischen, durch die Behörden nachvollziehbaren Überprüfung und Umsetzung des diesbezüglichen technischen Potentials zu veranlassen. Die in Teil B des Anhangs 28 für den Bereich der Papierindustrie genannten möglichen Maßnahmen (Prüfkriterien) konkretisieren die in § 3 Abs. 1 der Abwasserverordnung aufgeführten Maßnahmen und präzisieren den zu fordernden Prüfumfang für den Einleiter. Die Erfüllung der allgemeinen Anforderungen beinhaltet, dass der Nachweis im Sinne des Teils B des Anhangs 28 erbracht wird. Die technischen Möglichkeiten zur Verwirklichung der allgemeinen Anforderungen befinden sich in ständiger Entwicklung. Eine erneute Überprüfung der Anforderungen nach Teil B ist spätestens erforderlich, wenn ein Wasserrechtsbescheid neu erteilt oder grundlegend angepasst wird.
Neben den Anforderungen nach § 3 der Abwasserverordnung nennt der Anhang 28 in Teil B folgende allgemeine Anforderungen:
(1) Abwasseranfall und Schadstofffracht sind so gering zu halten, wie dies durch folgende Maßnahmen möglich ist:
- Sammlung und Behandlung des verunreinigten Niederschlagswassers des Altpapierlagerplatzes in der Abwasserbehandlungsanlage vor Einleitung in ein Gewässer, einschließlich der Befestigung des Altpapierlagerplatzes mit einem festen Oberflächenbelag,
- Verzicht auf den Einsatz von organischen Komplexbildnern, die einen DOC-Abbaugrad nach 28 Tagen von 80 Prozent entsprechend dem Verfahren nach Anlage 1 Nummer 406 nicht erreichen; ist ein Verzicht nicht möglich, sind die Einsatzmengen zu minimieren und die Schadstofffracht entsprechend den technischen Möglichkeiten zu reduzieren,
- Verzicht auf den Einsatz von Nassfestmitteln, die adsorbierbare organisch gebundene Halogene enthalten oder zu ihrer Bildung beitragen; ist ein Verzicht nicht möglich, sind die Einsatzmengen zu minimieren und die Schadstofffracht entsprechend den technischen Möglichkeiten zu reduzieren,
- Verzicht auf den Einsatz von chemischen Additiven, die per- oder polyfluorierte Chemikalien enthalten oder zu deren Bildung beitragen; ist ein Verzicht nicht möglich, sind die Einsatzmengen zu minimieren und die Schadstofffracht entsprechend den technischen Möglichkeiten zu reduzieren,
- Bei der oxidativen Bleiche von Holzstoff
- Anwendung der Hochkonsistenzbleiche
- Einsatz von Calciumhydroxid oder Magnesiumhydroxid anstellen von Natriumhydroxid
- Anwendung anderer geeigneter Verfahren zur Reduzierung der Schadstofffracht
- Reduzierung des Wasserverbrauchs, zum Beispiel durch Optimierung des Wassermanagements mittels messtechnischer Erfassung der Hauptwasserverbrauchsstellen, Trennung und Einengung der Wasserkreisläufe, Gegenstromführung oder Wiederverwendung gebrauchten Prozesswassers,
- Reduzierung des Einsatzes nährstoffhaltiger Additive,
- Minimierung der Faserstoffverluste,
- Vorbehandlung oder Verwertung des beim Streichen anfallenden Streichfarbenabwassers.
(2) Das Abwasser darf nicht enthalten:
- organische Halogenverbindungen, Benzol, Toluol und Xylole, die aus dem Einsatz von Löse- und Reinigungsmitteln stammen und
- Alkylphenolethoxilate (APEO).
(3) Es ist ein Betriebstagebuch nach Anlage 2 Nummer 2 zu führen. Im Betriebstagebuch ist die Einhaltung der Anforderungen nach Absatz 1 Nummer 2 bis 4 sowie nach Absatz 2 dadurch nachzuweisen, dass alle Einsatzstoffe aufgeführt werden und diese nach Angaben ihres Herstellers keine der in Absatz 1 Nummer 2 bis 4 oder in Absatz 2 genannten Stoffe oder Stoffgruppen enthalten.
(4) Bei der Errichtung von Abwasserbehandlungsanlagen ist den Behandlungsverfahren der Vorzug zu geben, die bei gleichem Behandlungserfolg auch unter folgenden Gesichtspunkten die besten Ergebnisse erzielen
- Energieeffizienz,
- Minimierung des Chemikalieneinsatzes, der Abluftemissionen und der Menge des anfallenden Schlammes,
- Verwertbarkeit des Schlammes.
Die Durchführung der Vergleiche und Abwägungen sowie Gründe für die Entscheidung sind zu dokumentieren.
(5) Abwasserbehandlungsanlagen sind so zu errichten und zu betreiben, dass Geruchsemissionen vermieden werden, zum Beispiel durch optimale Durchmischung des Abwassers und kontinuierliche Entwässerung des Schlammes.
4.1.1 Verschmutztes Niederschlagswasser
Anhang 28 Teil B (1) 1 Befestigung des Altpapierlagerplatzes und Erfassung und Behandlung des verschmutzten Niederschlagswassers
Niederschlagswasser von Altpapierlagerplätzen im Freien ohne Überdachung kann neben den holz - und papierspezifischen Inhaltsstoffen auch mit altpapierspezifische Schadstoffen belastet sein. Diese stammen z.B. aus der Bedruckung und Verarbeitung von Papier und Pappe. Dazu gehören eine Reihe von organischen und anorganischen Inhaltsstoffen (TOC und AFS). Der Altpapierlagerplatz ist deshalb mit einem festen Oberflächenbelag zu befestigen und das Niederschlagswasser zu erfassen und vor der Einleitung in ein Gewässer der Abwasserbehandlungsanlage zuzuführen.
4.1.2 Stoffbezogene Anforderungen
Anhang 28 Teil B (1) 2 Schwer abbaubare organische Komplexbildner
Beim Einsatz von Wasserstoffperoxid in der Faserstoffbleiche muss dieses gegen die katalytische Zersetzung durch Schwermetalle, hauptsächlich Eisen- und Mangan-Ionen, geschützt werden. Zur Stabilisierung des Peroxids werden organische Komplexbildner der Gruppe Aminopolycarbonsäuren wie DTPA (Diethylentriaminpentaessigsäure) oder EDTA (Ethylendiamintetraessigsäure) eingesetzt, die ein sehr hohes Komplexierungsvermögen für Eisen- und Mangan-Ionen aufweisen.
Da diese Komplexbildner einen DOC-Abbaugrad nach 28 Tagen von mindestens 80 % nicht erreichen, sind sie in Oberflächengewässern und daraus gewonnenem Trinkwasser nachweisbar. Auch wenn sie nicht sehr toxisch sind, sind sie in Gewässern und Trinkwasser unerwünscht. Es besteht die Möglichkeit, dass sie die Gewässerbeschaffenheit durch die Mobilisierung von im Abwasser und in Gewässersedimenten enthaltenen Schwermetallen beeinträchtigen.
EDTA und DTPA sind in der Wassergefährdungsklasse WGK 2 (wassergefährdend) eingeordnet. Gemäß Risk Assessment liegt der PNECaqua (Predicted no effect concentration) von EDTA bei 2,2 mg/l und von DTPA bei 6,4 mg/l.
Die Ausgangsweiße des aufbereiteten Stoffs vor der Bleiche und damit die zur Erreichung eines bestimmten Zielwertes der Weiße erforderliche Bleichintensität ist im Wesentlichen abhängig von der Art des verwendeten Holzes, dessen Alter, jahreszeitlichen Einflüssen (Verfärbung durch Sonneneinstrahlung in den Sommermonaten), der Entrindungsqualität und dem Anteil an Faserstoff aus Altpapier. Die Schwermetallgehalte des Holzes variieren in Abhängigkeit von der Beschaffenheit der Forstböden deutlich. Daher sind allgemein gültige Aussagen zur Einsatzmenge von Komplexbildnern und deren Minimierung nur eingeschränkt möglich. Um die für die jeweiligen Papierprodukte erforderliche Endweiße der Faserstoffe zu erreichen, wird ein- oder mehrstufig mit Peroxid und/oder Dithionit gebleicht.
Die spezifische Einsatzmenge kann bis zu 2,7 kg/t Holzstoff und ca. 0,5 kg/t DIP-Stoff betragen. Das in der Papierherstellung eingesetzte DTPA und EDTA gelangt überwiegend in die Abwasserbehandlungsanlage.
Folgende Ansätze können je nach spezifischer Situation geeignet sein, die Gewässereinträge zu verringern:
- Substitution
Falls die Anforderungen an die Endweiße der Faserstoffe es zulassen, sollen Komplexbildner eingesetzt werden, die bei der biologischen Behandlung des Abwassers weitgehend eliminiert werden.
Phosphonate wie DTPMP, welche ebenfalls ein sehr hohes Komplexierungsvermögen für Eisen und Mangan aufweisen, haben sich in einigen Unternehmen als Möglichkeit zur Ergänzung/Substitution von DTPA/EDTA erwiesen. Sie können in biologischen Reinigungsstufen der Abwasserbehandlungsanlagen zu über 90 % eliminiert werden, sofern sie für die Biozönose als Nährstoff verfügbar sind oder adsorptiv über den Überschussschlamm ausgetragen werden können. Auf diese Weise nicht eliminierbare Phosphonate werden mit dem Ablauf der Abwasserbehandlungsanlage ausgetragen. Das kann zu signifikanter Erhöhung der Pges Konzentration und somit zu nur schwer vermeidbaren Grenzwertüberschreitungen führen.
Phosphonate und weitere alternative Komplexbildner führen teilweise nicht zu dem gewünschten Weißeergebnis bei der oxidativen Faserstoffbleiche. Es muss dann die Zugabe an Peroxid erhöht werden, was wiederum zu einem erhöhten CSB-Anfall im Abwasser führt, welcher oft nur mit hohem energetischen und chemischen Aufwand eliminiert werden kann. Eine Abwägung zwischen dem Einsatz alternativer Komplexbildner und einer Verlagerung von Umweltbelastungen in andere Bereiche muss sinnvoll getroffen werden - Prozessoptimierung
Jede Bleichsequenz kann - abhängig von den jeweiligen Rahmenbedingungen - hinsichtlich des Komplexbildnereinsatzes optimiert werden. Neben den direkten Parametern wie pH-Wert, Temperatur, Bleichdauer, Erdalkali-/Schwermetall-Gehalt (insbes. Ca-, Fe- und Mn-Ionen) des Bleichwassers spielen Faktoren wie Gestaltung der Wasserkreisläufe, die organische Belastung des Schleifereirückwassers sowie die Menge und Art des zur Stabilisierung des Peroxids eingesetzten Wasserglases eine Rolle. - Abwasserbehandlung
Eine Verlängerung der Aufenthaltszeiten (Schlammalter > 28 d) und ein leicht alkalischer pH-Wert unterstützen den biologischen Abbau der Komplexbildner in der Kläranlage (Ecotec-Studie 2003). Allerdings ist ein Schlammalter > 28 d in Belebungsbecken nicht realistisch, evtl. ist es aber im Biofilm von Trägerbiologien (Füllkörper) zu erreichen.
Durch diese Maßnahmen kann eine deutliche Reduktion des Eintrags von Aminopolycarbonsäuren ins Gewässer erreicht werden. Die Einführung einer tertiären Abwasserbehandlungsstufe mit Ozon und/oder Biofilter erscheint auf Grund der geringen Toxizität der Stoffe als unverhältnismäßig.
Anhang 28 Teil B (1) 3 AOX-haltige Nassfestmittel
Nassfestmittel auf Basis von Polyamid-Epichlorhydrinharzen sind in vielen Fällen zur Erhöhung der Papierfestigkeit in nassem Zustand unentbehrlich. Ihr Einsatz zur Herstellung von hochnassfesten Papieren für den Lebensmitttelkontakt, wie zum Beispiel Küchenrollen, Kaffeefilter, Teebeutelpapiere etc. wird in den Empfehlungen XXXVI, XXXVI/1 und XXXVI/2 des Bundesinstituts für Risikobewertung (BfR) empfohlen.
Epichlorhydrinharze enthalten organisch gebundenes Chlor, das zum AOX im Abwasser beitragen kann. Es ist zum Teil auf herstellungsbedingte Reste von Hydrolyseprodukten des E-pichlorhydrins zurückzuführen (1,3-Dichlorpropan-2-ol, DCP und 3-Chlorpropan-1,2-diol, CPD), zum überwiegenden Teil ist es direkt an das Polymerharz gebunden. Moderne Produkte mit einem Wirkstoffgehalt von 20 % enthalten weniger als 0,6 % AOX bei DCP- und CPD-Restgehalten von weniger als 0,1 %. Durch Weiterentwicklung der Epichlorhydrinharze stehen AOX-ärmere, aber wegen zusätzlicher Verfahrensschritte in der Herstellung teurere Produkte zur Verfügung.
Die genannten AOX-gebenden Komponenten unterliegen mehr oder weniger stark der Hydrolyse, so dass ihr Beitrag zur AOX-Fracht wesentlich von den jeweiligen Einsatz- und Prozessbedingungen bei der Papiererzeugung bestimmt wird und sich nicht unmittelbar aus dem AOX-Gehalt des eingesetzten Produkts ableiten lässt.
Bei einigen Papieren (z.B. Dekorpapiere, die sehr hohe Füllstoffgehalte aufweisen müssen, und hoch nassfeste Papiere) kann es notwendig sein, höhere AOX-Frachten als 10 g/t festzulegen. Dabei sind zusätzlich die allgemeinen Anforderungen nach Teil B Abs. 1 Nr. 2 in jedem Einzelfall zu beachten.
Nassfestmittel auf Basis von Melamin- und Harnstoff-Formaldehydharzen oder Polyisocyanaten tragen nicht zum AOX bei, sind aber nicht für alle Anwendungen geeignet.
Anhang 28 Teil B (1) 4 Per- und polyfluorierte Verbindungen
Perfluorierte Verbindungen (und auch die Untergruppe der Perfluortenside (PFT)) sind organische Verbindungen, bei denen die Wasserstoffatome vollständig (per) oder teilweise (poly) durch Fluoratome ersetzt sind. Sie haben außergewöhnliche Eigenschaften, weshalb sie in vielen Bereichen verwendet werden. Sie sind äußerst stabil und so können weder gängige Oxidationsmittel noch starke Säure oder UV-Strahlung sie unter Normalbedingungen zerstören. Weiterhin haben sie nicht nur wasserabweisende (hydrophobe), sondern auch fettabweisende (lipophobe) und schmutzabweisende Eigenschaften. Diese sind für die Anwendung nützliche Eigenschaften, die Stabilität und die ubiquitäre Verbreitung führt aber in der Umwelt zu Problemen.
Im Dezember 2006 hat die EU das Inverkehrbringen und die Verwendung von Perfluoroktansulfonsäure (PFOS) beschränkt. Deutschland hat die Beschränkung mit der "Elften Verordnung zur Änderung chemikalienrechtlicher Verordnungen" in nationales Recht umgesetzt. Seit 2010 ist PFOS in die Liste der POPs der Stockholmer Konvention aufgenommen. Somit ist die Verwendung bei den Vertragspartnern international geregelt. Die EU hat dies in der EU-POP-Verordnung Nr. 756/2010 umgesetzt.
Eine weitere Verschärfung ist durch die VERORDNUNG (EU) Nr. 757/2010 DER KOMMISSION vom 24. August 2010 zur Änderung der Verordnung (EG) Nr. 850/2004 des Europäischen Parlaments und des Rates über persistente organische Schadstoffe hinsichtlich der Anhänge I und III erfolgt, in der die zulässigen Höchstmengen an Verunreinigungen von PFOS nochmals reduziert wurden (höchstens 10 mg/kg (0,001 Gew.- %), wenn diese in Stoffen oder Zubereitungen vorkommt).
Darüber hinaus wurde PFOA und Ammoniumperfluoroktanat (APFO) mit Wirkung vom 20.06.2013 als SVHC-Stoff ("Substances of very high concern") in die Kandidatenliste der Europäischen Chemikalienargentur (ECHA) nach Artikel 59 der REACH-Verordnung aufgenommen, nachdem sie zuvor als PBT-Stoffe eingestuft wurden (Persistent, Bioakkumulativ und Toxisch). In der Folge können diese in Anhang XIV der REACH-Verordnung, Liste der zulassungspflichtigen Stoffe aufgenommen oder weiteren Beschränkungen unterworfen werden.
Bereits seit dem 19.12.2012 befinden sich vier weitere perfluorierte Carbonsäuren (mit Kettenlängen von C11 - C14) in der Kandidatenliste der ECHA, da diese vier Stoffe sehr persistent sind und sich in Organismen stark anreichern können (vPvB-Eigenschaften, very Persistent, very Bioaccumulativ). Im Jahr 2016 wurden auch die C9- und C10-Carbonsäuren (PFNA bzw. PFDA) als SVHC in die Kandidatenliste mit aufgenommen.
Durch Imprägnieren mit Fluorchemikalien kann Papier und Pappe wasser- und fettabweisend ausgerüstet werden. Produkte, die in der Papierindustrie im Einsatz sind, basieren z.B. auf Fluorcarbonharzen (FC), und Perfluorpolyethern (PFPE). Diese polymeren Fluorchemikalien entstehen heutzutage durch Telomerisierung. Einen kleineren Teil stellen die Perfluoralkylphosphate (PAP) dar, die sowohl in der Umwelt als auch im menschlichen Körper zu Fluortelomeralkoholen (FTOH) und schließlich zu verschiedene perfluorierten Carbonsäuren (welche PFOS-frei nicht PFC-frei sind und deren Substitutionsprodukte ähnlich kritisch sein können), abgebaut werden können. Beispiele für mit Fluorverbindungen beschichtete Papiere sind Getränkebecher, Fast Food-Verpackungen oder Pizza-Kartons. Für Klebeetiketten finden Fluorcarbonharze Verwendung, um das Durchdringen des Klebers zu verhindern.
Die in der Papierindustrie eingesetzten Fluorchemikalien, die nach dem Telomerverfahren hergestellt werden, enthalten kein PFOS. Als Verunreinigungen können aber perfluorierte Carbonsäuren wie z.B. FTOH oder PFOA im unteren ppm Bereich enthalten sein. Da hier schon Konzentrationen im ng/l- bzw. µg/kg-Bereich als umweltrelevant angesehen werden, sind diese Spurenverunreinigungen nicht unerheblich. PFOS-frei bedeutet jedoch nicht PFC-frei und die Substitutionsprodukte können ähnlich kritisch sein.
Die Fluorchemikalien für Papieranwendungen sind im Allgemeinen so aufgebaut, dass sie zwei unterschiedliche funktionelle Gruppen enthalten: eine polare Gruppe, die die Haftung zur Faser ergibt und Fluorkohlenstoffgruppen/-ketten, die die Wasser- und Öl-Abweisung bewirken. Die Funktionsgruppen sind produktabhängig teilweise an ein Polymergerüst gebunden.
Die Applikation erfolgt durch Zugabe der Fluorchemikalien in der Masse, in der Leimpresse oder beim Beschichten. Um eine hohe Applikationseffektivität in der Masse hinsichtlich Nutzen / Kosten zu erzielen, weisen die meisten Fluorchemikalien kationische Ladung auf und werden daher an die Papierfaser gebunden. Beim Einsatz von Fluorchemikalien in dem Bereich der Leimpresse und der Beschichtung ist keine Belastung des Abwassers zu erwarten, da hier geschlossene Produktionskreisläufe gefahren werden. Über die betriebsinterne Rückführung von Abfällen (u.a. Randzuschnitte) sind Verschleppungen und PFC-Einträge in das Abwasser nicht auszuschließen.
Zu den eingesetzten Fluorchemikalien existieren derzeit keine wirksamen Alternativen, um die geforderten Effekte zu erreichen.
Fluortelomerealkohole (FTOH) können in geringen Mengen zu Perfluorcarbonsäuren umgewandelt werden (z.B. 8:2 FTOH zu PFOA). Auch über das Altpapier können PFC eingetragen werden. In der Regel werden in der Papierindustrie nur Perfluorchemikalien eingesetzt, die in den Empfehlungen des Bundesinstituts für Risikobewertung XXXVI "Papiere für den Lebensmittelkontakt" und XXXVI/2 "Papiere, Kartons und Pappen für Backzwecke" genannt sind, aber hier lag der Augenmerk auf dem Übergang der Perfluorchemikalien auf die Lebensmittel und der ist gering. Typische Einsatzkonzentrationen liegen zwischen 0,5 und 1,5 % bezogen auf die Papiermasse.
Eliminierung aus dem Abwasser
Aufgrund der Persistenz und der oberflächenaktiven Eigenschaften lassen sich einmal in das Abwasser gelangte Verunreinigungen wie z.B. PFOA nur sehr schwer eliminieren. Die meisten der perfluorierten Polymere sind nur sehr gering wasserlöslich. Allerdings stellt die Stabilität der Verbindungen und deren ubiquitäre Verbreitung in der Umwelt ein zunehmendes Problem dar.
Insbesondere aufgrund immissionsseitiger Anforderungen kann sich die Notwendigkeit ergeben, die Emissionen entsprechend den technischen Möglichkeiten zu reduzieren, z.B. durch Adsorption von PFC an Aktivkohle oder mittels Ionenaustausch oder Aufkonzentrierung mit Nanofiltration.
Jedenfalls ist mit Blick auf die auf Seite 27 unter dem Punkt "Anhang 28 Teil B (1) 4 Poly- und Perfluorierte Verbindungen" genannten zunehmenden Beschränkungen und Reglementierungen hinsichtlich PFC sowie der zu erwartenden bzw. bei PFOS bereits vorhandenen sehr niedrigen UQN von 0,65 ng/l die Notwendigkeit der Realisierung dieser Möglichkeiten zukünftig ggf. in Erwägung zu ziehen.
Anhang 28 Teil B (1) 7 Nährstoffhaltige Additive
Die beste verfügbare Technik zur Reduzierung des Nährstoffeintrags (Stickstoff und Phosphor) in aufnehmende Gewässer besteht darin, chemische Zusatzstoffe mit hohen Stickstoff- und Phosphorgehalten durch Zusatzstoffe mit niedrigen Stickstoff- und Phosphorgehalten zu ersetzen.
Diese Technik ist anwendbar, wenn der Stickstoffgehalt der chemischen Zusätze nicht bioverfügbar ist (d. h. wenn er in der biologischen Behandlung nicht als Nährstoff dienen kann) oder wenn ein Nährstoffüberschuss in der biologischen Abwasserbehandlung gegeben ist.
Anhang 28 Teil B (2) Schadstoffe, die im Abwasser nicht enthalten sein dürfen Organische Halogenverbindungen
Das Abwasser darf organische Halogenverbindungen nicht enthalten, die aus dem Einsatz von Löse- und Reinigungsmitteln stammen, da hierfür Ersatzprodukte mit vergleichbarer Wirksamkeit zur Verfügung stehen.
Alkylphenolethoxylate (APEO)
APEO sind nichtionische Tenside, die in einigen Hilfsmitteln eingesetzt wurden. Aufgrund der toxischen und hormonähnlichen Wirkungen sind APEO heute in vielen Einsatzgebieten weitgehend substituiert, lediglich in einigen Spezialanwendungen sind sie noch als Emulgatoren in geringer Menge zu finden.
Mit der Achten Verordnung zur Änderung chemikalienrechtlicher Verordnungen vom 25. Februar 2004 (BGBl. I S.328) wurde die Richtlinie 2003/53/EG vom 18. Juni 2003 in deutsches Recht umgesetzt. Die Verordnung sieht u.a. Inverkehrbringens- und Anwendungsverbote für Nonylphenol und Nonylphenolethoxylate zur Herstellung von Zellstoff- und Papier vor. Die Verordnung trat am 17. Januar 2005 in Kraft. Das dort vorgesehene Anwendungsverbot trägt hinsichtlich des prioritären gefährlichen Stoffes Nonylphenol der Wasserrahmenrichtlinie zum Gewässerschutz bei und erleichtert die Umsetzung der Anforderung an Teil B Absatz 1 Nr.1.
Benzol, Toluol und Xylole
Das Abwasser darf organische Halogenverbindungen, Benzol, Toluol und Xylole nicht enthalten, die aus dem Einsatz von Löse- und Reinigungsmitteln stammen, da hierfür Ersatzprodukte mit vergleichbarer Wirksamkeit zur Verfügung stehen.
Der Nachweis, dass diese Anforderungen eingehalten ist kann dadurch erbracht werden, dass die eingesetzten Betriebs- und Hilfsstoffe in einem Betriebstagebuch aufgeführt sind und nach Angaben des Herstellers keine dieser genannten Stoffe oder Stoffgruppen enthalten.
Anhang 28 Teil B (4) 2 Chemikalieneinsatz
Viele Papierfabriken haben ein Umweltmanagement und überprüfen regelmäßig die eingesetzten Chemikalien hinsichtlich Umweltverträglichkeit und natürlich Kosten.
Anhang 28 Teil B (4) 2 / (4) 3 Schlammverwertung
Einige Altpapierverarbeitende Firmen leiten den Überschussschlamm in die Produktion zurück. Schwerschlämme (z.B. Kalkhaltige Schlämme aus der Anaerobie) werden z.B. extern entsorgt. Andere Firmen geben ihre Überschussschlämme in die Verwertung z.B. Ziegelherstellung.
4.1.3 Allgemeine Anforderungen an die Verfahrenstechnik
Betriebswassergewinnung
In Abhängigkeit der Einsatzeignung und Verfügbarkeit kann Betriebswasser aus Oberflächen- oder Grundwasser bezogen und gemäß den jeweiligen Anforderungen aufbereitet werden. Wasser wird in folgenden Prozessen in bedeutenden Mengen eingesetzt:
- Spritzwässer an der Papiermaschine,
- Suspension von Papierstofffasern,
- Transportmedium für den Papierstoff,
- Lösungsmittel für Einsatz- und Hilfsstoffe,
- Reinigungsmittel,
- Kühlwasser (Anlagenkühlung, Dampfturbine)
- Kesselspeisewasser für Dampferzeugung,
- Sperrwasser für Pumpen,
- Löschwasserversorgung.
Da für die verschiedenen Verfahrensschritte aber auch für produktionserforderliche Nebenanlagen wie den Kraftwerksbetrieb oder die Löschwasserversorgung in der Regel unterschiedliche Wasserqualitäten benötigt werden, ist im Sinne einer nachhaltigen Gewässerbewirtschaftung aber auch aus Wirtschaftlichkeitsgründen neben dem Einsatz von Trinkwasser die Verwendbarkeit von Brunnenwasser, Oberflächen- oder Niederschlagswasser und die Möglichkeit der Mehrfachnutzung zu überprüfen.
Oberflächenwasser eignet sich insbesondere für den Einsatz in der Durchlaufkühlung (Aufbereitungsschritte: Siebbandfilter, Kiesfilter), als Kühlwasser in Kreislaufanlagen (ggf. Konditionierung mit biozidwirkenden Zusatzstoffen) und als Betriebswasser nach Filtration, Entcarbonisierung und Kalkfällung.
Die Verwendung von Brunnen- bzw. noch hochwertigerem Trinkwasser ist in der Regel immer dann notwendig, wenn die Qualität des aufbereiteten Oberflächenwassers für den beabsichtigten Verwendungszweck nicht ausreicht und eine weitergehende Aufbereitung mittels Mikrofiltration, Umkehrosmose und Ionentauschereinsatz erforderlich wird. Dies ist z.B. bei der Verwendung im Lebensmittelverpackungsbereich oder der Erzeugung von Kesselspeisewasser gegeben.
Neben der Verwendung nutzungsangepasster Wasserqualitäten sind insbesondere der Einsatz von Kühltürmen und die Möglichkeiten zu einer Zweit- oder Drittverwendung des Wassers als Prozess- oder Reinigungswasser als wassersparende Maßnahme anzustreben.
Anhang 28 Teil B (1) 6 Reduzierung des Wasserverbrauchs
Im Bereich der Papierindustrie wird das eingesetzte Betriebswasser zur Abwasserverminderung bzw. -vermeidung schon seit Jahrzehnten mehrfach genutzt und innerbetrieblich im Kreislauf geführt. Durch die zum Einsatz kommenden Papiermaschinen ist eine weitgehende Betriebswasserkreislaufführung sichergestellt. Dabei konnte in der gesamten Branche in den letzten Jahren eine kontinuierliche Verminderung des spezifischen Abwasseranfalls erreicht werden. Abbildung 8 zeigt die Entwicklung des durchschnittlichen spezifischen Abwasseranfalls der Jahre 1974 bis 2016.
Abbildung 8: Entwicklung der mittleren spezifischen Abwassermenge in der deutschen Papierindustrie von 1974 bis 2016 [VDP: Leistungsbericht 2017 und die Wasser- und Rückstandsumfrage 2016]
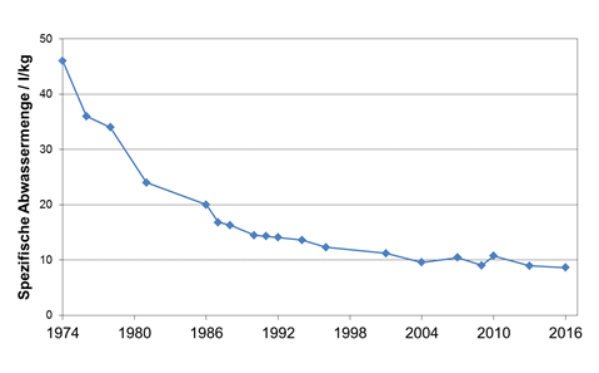
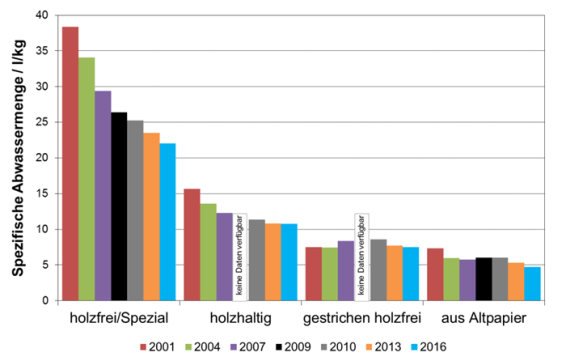
Abbildung 9: Spezifische Abwassermenge Produktgruppen bezogen [VDP]
Kreislaufwasseraufbereitung
Abtrennung von Feststoffen
Die Papiererzeugung beginnt mit dem Suspendieren des Faserstoffes mit nachfolgender Reinigung, Sortierung und Mahlung/Fibrillierung sowie ggf. Deinking und Bleiche. Im Stoffauflauf der Papiermaschine liegen die gereinigten und fibrillierten, gegebenenfalls noch weiter konditionierten Fasern in der höchsten Verdünnung vor, um auf dem Papiermaschinensieb eine gleichmäßige Blattbildung erzielen zu können.
Der überwiegende Anteil des bei der Blattbildung anfallenden Fabrikationswassers wird ohne Aufbereitung zum Verdünnen der Suspension vor der Papiermaschine wiederverwendet (Primär-Kreislauf). Die Zugabe von Retentionsmitteln zur Suspension bewirkt eine Flockung und bessere Zurückhaltung feindisperser Stoffe im Faservlies. Sie hat eine geringere Belastung des an der Papiermaschine anfallenden Abwassers zur Folge. Das überschüssige Wasser aus dem Primärkreislauf wird im Wesentlichen zum Suspendieren der Rohstoffe (Sekundärkreislauf) wiederverwendet.
Nach den einzelnen Verfahrensstufen wird überschüssiges Wasser entfernt und zurückgeführt. Die Trennung von Fasern und Wasser, also eine Fest-Flüssigtrennung, ist somit die entscheidende Verfahrenstechnik. Angewendet werden überwiegend Filtration, Sedimentation/Zentrifugation oder Flotation. In manchen Fällen besteht auch die Möglichkeit, den abgetrennten Faserstoff wieder in die Produktion zurückzunehmen.
Das Bestreben ist dabei, ein möglichst feststofffreies Klarwasser zu erhalten, da mit diesem Frischwasser am besten ersetzt werden kann. Mit modernen Verfahren können Feststoffgehalte im Klarwasser zwischen etwa 30 und 50 mg/l erreicht werden, die es gestatten, fast alle Verbraucher verstopfungssicher zu versorgen. Kritisch sind aber nach wie vor Sperrwasser-Dichtungen an Lagern und Spritzrohre. Einsparpotentiale ergeben sich dann durch den Ersatz der Sperrwasser-Dichtungen durch Gleitring-Dichtungen sowie durch angepasste Spritzrohr-Geometrien (z.B. Breitstrahl-Düsen anstelle runder Düsen). Ebenso kann die Traversion älterer Spritzrohre optimiert werden, indem sie so auf die Geschwindigkeit der Papiermaschine abgestimmt wird, dass ein mehrfaches Abspritzen derselben Flächen vermieden wird. Bei nachhaltiger Optimierung lassen sich oft mehrere Kubikmeter Frischwasser pro Tonne Produkt einsparen.
Vermeidung gelöster Stoffe
Je nach Produktpalette und vorhandener Maschinentechnik verbleiben aber Verbraucher, die wegen der Befürchtung von Ausfällungen/Ablagerungen oder unzulässiger Temperaturerhöhung mit Frischwasser versorgt werden. Es sind dies in erster Linie Kühlaggregate für Hydrauliköl, Bremsen und Kompressoren, temperaturempfindliche Vakuumpumpen, Dichtungen an Pumpen, Refinern und Rührwerken, Hochdruck-Spritzrohre zur Sieb- und Filzreinigung und die Auflösung/Aufbereitung von chemischen Zusatzstoffen.
Solche Ausfällungen werden durch gelöste Stoffe, z.B. Calciumsalze, Harze oder Polymere verursacht. Mit zunehmender Kreislaufeinengung steigt der Gehalt an diesen Stoffen im Prozesswasser. Er sollte insbesondere im Bereich Stoffauflauf - Papiermaschinensieb möglichst niedrig sein, da dies der sensibelste Bereich ist. Man erzielt den größten Erfolg durch die Anwendung zweier Prinzipien:
- Gegenstromführung von Stoff (Fasern) und Frischwasser
- Kreislauftrennung, gegebenenfalls zusätzlich Stoffwäsche
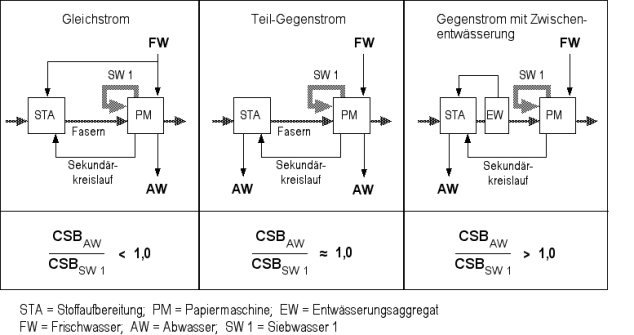
Bei konsequenter Durchführung wird Frischwasser überwiegend an der Papiermaschine eingespeist und im Bereich der Stoffaufbereitung der Überschuss als Abwasser ausgeschleust. Gleichzeitig wird der Zustrom solcher Stoffe aus der Stoffaufbereitung zur Papiermaschine eingeschränkt. Abbildung 10 zeigt die Prinzipien dieser Technologie anhand des CSB, der als charakteristischer Summenparameter dienen kann.
Abbildung 10: Charakterisierung von Papierfabrikskreisläufen [Quelle Geller, Sangl und Baumgarten, 1993]
Vollständige Kreislaufschließung
Technisch gesehen ist es möglich, die Wasserkreisläufe vollständig zu schließen, so dass kein Abwasser mehr anfällt ("Zero-Effluent"). Der Frischwassereinsatz liegt dann bei etwa 1 - 1,5 m3/t. Dies ist in etwa die Menge, die beim Trocknen der Papierbahn nach der Sieb- und Pressenpartie verdampft wird. Auch in abwasserfreien Papierfabriken erfolgt deshalb immer noch eine, wenn auch geringe, Frischwassereinspeisung.
Mit diesem Frischwasser gelangen Salze, insbesondere Natrium-, Calcium-, Kalium- und Magnesiumchlorid, -sulfat und -carbonat bzw. -hydrogencarbonat in die Kreisläufe. Ferner enthalten die als Rohstoffe eingesetzten Faser- und Füllstoffe ebenfalls Salze und auch wasserlösliche organische Stoffe, insbesondere Kohlenhydrate und Ligninderivate. Außerdem werden viele chemische Zusatzstoffe benötigt, zum Teil - wie Stärke - auch in größeren Mengen.
Die nicht verdampfbaren Stoffe reichern sich durch die Rezirkulation stark in den Kreisläufen an, da der Austrag mit dem Abwasser fehlt. Die daraus resultierende Gefahr der Aufsalzung und damit verbundener Korrosionsprobleme wurde frühzeitig erkannt (Institut für Papierfabrikation, 1980; Börner, 1982). Stand der Technik ist deshalb seit langem der ausschließliche Einsatz von Chrom-Nickelstählen (1.4541 und 1.4571, V2A bzw. V4A).
Da sich auch organische Stoffe aus Faser- und Zusatzstoffen anreichern, kommt es weiter zu einer Aufkonzentrierung von biologisch abbaubaren Stoffen. Unter diesen Bedingungen ist eine verstärkte Vermehrung von Mikroorganismen nicht zu vermeiden. Diese finden fast ideale Bedingungen vor: ausreichendes Substratangebot, optimale pH-Werte und Temperaturbedingungen sowie mittlere Salzgehalte.
In Betriebswasserkreisläufen können aerobe und anaerobe Zonen rasch aufeinander folgen. Solange Sauerstoff im Wasser gelöst ist, laufen aerobe Prozesse ab, wobei der vorhandene Sauerstoff meist schnell verbraucht wird. Bei Sauerstoffmangel wird neben Kohlendioxid und Wasser hauptsächlich Milchsäure produziert. Unter den resultierenden Bedingungen vermehren sich fakultative Anaerobier rasch, gefolgt von obligaten Anaerobiern.
Die Stoffwechselprodukte insbesondere der ersteren führen zu den bekannten Erscheinungen in geschlossenen Kreisläufen, nämlich Geruch nach Schwefelwasserstoff und nach organischen Säuren sowie ein Absinken des pH-Werts.
Für die organischen Stoffe gilt wie für die anorganischen, dass sie wegen des fehlenden Austrags mit dem Abwasser hauptsächlich mit dem fertigen Produkt ausgeschleust werden. Sie gelangen deshalb durch den intensiven Altpapierkreislauf zusammen mit dem Altpapier wieder in die altpapierverarbeitenden Betriebe.
Bis dieses Problem richtig erkannt wurde, stiegen die CSB-Belastungen in vollständig geschlossenen Wasserkreisläufen immer weiter an. Lagen sie in den siebziger Jahren noch bei ca. 10.000 mg/l, so sind sie inzwischen auf bis über 30.000 mg/l gestiegen.
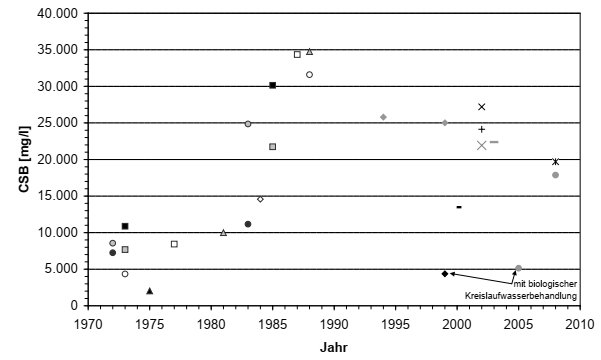
Die Abbildung 11 vermittelt einen Eindruck über CSB-Werte im Kreislaufwasser altpapierverarbeitender Papierfabriken mit vollständig geschlossenen Wasserkreisläufen bzw. mit einer sehr geringen spezifischen Abwassermenge von < 1 l/kg. Die unterschiedlichen Symbole bezeichnen dabei unterschiedliche Papierfabriken. Durch chemisch- und/oder mechanische Reinigungsstufen (z.B. Flotation, Scheibenfilter) in der Stoffaufbereitung kann dem weiteren Anstieg der CSB-Belastung durch einen zu hohen Feststoffanteil im Papiermaschinenkreislauf entgegengewirkt werden. Eine echte Entlastung der Kreisläufe von gelösten und kolloidal gelösten Bestandteilen kann jedoch nur mittels weitergehender Prozesswasserreinigung, z.B. biologische Behandlung, erreicht werden (siehe auch folgenden Abschnitt). Hierdurch lässt sich die CSB-Belastung auf Werte um 5.000 mg/l reduzieren.
Abbildung 11: CSB-Werte Altpapier verarbeitender Werke mit geschlossenen Wasserkreisläufen bzw. mit einer spezifischen Abwassermenge von < 1 l/kg [Quelle: Geller, Sangl und Baumgarten 1993, überarbeitet und ergänzt]
Kreisläufe mit weitergehender Prozesswasserreinigung
Mit starker Einengung der Kreisläufe rückt die Belastung durch gelöste organische Stoffe in den Vordergrund. Weitere Frischwassersubstitution durch Rückwasser ist nur möglich, wenn auch diese gelösten Stoffe soweit als möglich entfernt werden. Für die Wasserkreisläufe erfüllt eine solche Reinigungsstufe eine unbedingt notwendige "Nierenfunktion".
Prinzipiell können dazu alle modernen Abwasserreinigungsverfahren eingesetzt werden. Da das gereinigte Wasser aber nicht als Abwasser in ein Gewässer oder in eine kommunale Abwasserreinigungsanlage abgegeben wird, sondern wieder in den Kreisläufen verwendet wird, gelten andere Randbedingungen als bei der Abwasserreinigung:
- Das Wasser sollte möglichst feststofffrei sein, muss aber nicht bis auf die Qualität zur Einleitung in ein Gewässer gereinigt werden
- Es können auch Hochlastverfahren ohne Nachreinigung eingesetzt werden
- Bei Anwendung anaerober Verfahren muss das Wasser stabilisiert werden, um Geruchsbelästigungen auszuschließen
- Geschlossene Kreisläufe weisen meist Temperaturen über 40 °C auf; vor der Anwendung biologischer Verfahren muss gekühlt werden
Stand der Technik ist die anaerobe Behandlung mit nachfolgender aerober Behandlung oder Nachbelüftung. Diese Verfahren können erforderlichenfalls mit weitergehenden Reinigungsverfahren zur Feststoffrückhaltung, Entkalkung, Entsalzung, Entfärbung (wie z. B: Membranverfahren oder weitergehende Oxidationsverfahren) kombiniert werden.
Prozessorientierte Frischwassereinsparung
Papiermaschinen stellen mit ihren Hilfs- und Nebenaggregaten komplexe Systeme dar, die nicht auf einen Blick überschaubar sind. Wasser wird an vielen Stellen benötigt und es werde enorme Wasserströme in den Kreisläufen umgewälzt. Zum Beispiel hat eine mittlere Papierfabrik mit einer Produktion von 100.000 t/a allein am Stoffauflauf der Papiermaschine, also im Primärkreislauf, einen Wasserdurchsatz von etwa 3.600 l/s.
Es kommt deshalb immer wieder vor, dass Frischwasser an Stellen eingesetzt wird, wo diese Qualität nicht unbedingt erforderlich ist. Eine akribische Erfassung und Messung der Mengenströme und ihre Bilanzierung hilft dies zu erkennen.
Zunehmend werden auch geschlossene Kühlkreisläufe installiert, in denen die Wärme an die Umgebungsluft abgegeben wird. Frischwasser-Reserven sind ebenfalls in Kühlwasserströmen zu sehen, die ohne weitere Nutzung nur zur Kühlung verwendet werden, weil ihre Verunreinigung durch Öl befürchtet wird (z.B. Wärmetauscher für Hydraulik-Öl). Derartige Kühlwässer können separat erfasst, mit einem Öl-Leckage-Sensor überwacht und anstelle von Frischwasser verwendet werden.
Anhang 28 Teil B (1) 8 Minimierung Faserstoffverluste
Das Grundgerüst von Papier bilden Holzfasern, die auf chemischem Weg (Zellstoff), durch mechanisches Zerfasern (Holzstoff) oder durch Herauslösen aus Altpapier (Recyclingfasern) gewonnen werden. Andere pflanzliche Fasern (z.B. aus Baumwolle oder Hanf) spielen mengenmäßig insgesamt nur eine sehr untergeordnete Rolle (und sind allenfalls in Spezialpapieren relevant).
Vor ihrem Einsatz zur Papierherstellung müssen die Fasern von ungeeigneten Stoffen befreit werden. Dies sind Sand, Schleimstoffe, Faserbruchstücke und bei der Aufbereitung von Recyclingfasern insbesondere Druckfarben, Büroklammern und andere aus dem Altpapier stammende Stoffe.
Ziel der Faseraufbereitung ist es, möglichst nur solche Fasern zu erhalten, die geeignet sind, die jeweilige Papierqualität zu erzeugen. Die konkreten Anforderungen unterscheiden sich dabei stark je nach dem zu erzeugenden Produkt (Karton, Wellpappenrohpapier, Zeitungsdruckpapier, Tissue).
Während Zellstoff und Holzstoff bereits bei der Herstellung weitgehend von unerwünschten Begleitstoffen befreit werden, muss die Gewinnung von Fasern aus Altpapier auf die Zusammensetzung der zur Verfügung stehenden Altpapierqualitäten und die Anforderungen an die herzustellenden Papiere, Kartons und Pappen abgestimmt werden.
Zur Abtrennung unerwünschter Stoffe werden Schwerkraftabscheider (Hydrozyklone, Cleaner) oder Sortiersiebe (Loch- oder Schlitztrommeln) eingesetzt. Beim Deinking wird zusätzlich mit Flotationsverfahren gearbeitet. Transportmedium für alle Fasergewinnungs-, Reinigungs- und Sortierprozesse bis zur Papierblattbildung ist dabei Wasser.
Keines der Reinigungs- und Sortieraggregate kann eine vollständige Trennung der geeigneten Fasern und der unerwünschten Stoffe erzielen. Die Auswahl und Anordnung der einzusetzenden Technologien ist daher so zu treffen, dass einerseits der für das herzustellende Produkt erforderliche Reinheitsgrad erzeugt, andererseits aber nicht zu viel Fasermaterial aus dem Prozess ausgeschleust wird.
Da das Aufbereiten der Fasern energieintensiv ist, muss bei der medienübergreifenden Bewertung des Gesamtprozesses zusätzlich auf ein ausgewogenes Verhältnis zwischen Faserverlusten und Energieeinsatz geachtet werden.
Anhang 28 Teil B (1) 9 Streichfarbenabwässer
Streichfarbenabwässer fallen an bei der Reinigung von Streichaggregaten (zum Beispiel nach einem Abriss der Papierbahn) sowie bei Rezeptur- und Sortenwechseln, wenn nicht mehr benötigte Streichfarben abgelassen und verfahrenstechnische Komponenten (Rohrleitungen, Bütten) des Streichfarbensystems entleert werden müssen. Vor der Ableitung dieser Abwässer in die Abwasserreinigung sollten sie vorbehandelt werden, um sicherzustellen, dass die Abwasserreinigungsanlage nicht in ihrer Funktion gestört wird. Dies geschieht mit geeigneten Fällungs- und/oder Flockungsmitteln, die das Absetzen der Pigmente in der mechanischen Reinigungsstufe sicherstellen.
In einzelnen Fällen ist es technisch und ökonomisch sinnvoll, Pigmente aus den Streichfarbenabwässern zurück zu gewinnen, um sie wieder dem Produktionsprozess zuzuführen. Dabei werden aus den Streichfarbenabwässern zunächst unter Verwendung von Sieben (z.B. Trommelspaltsiebe) grobe Verunreinigungen entfernt. Anschließend erfolgt die Feinsortierung, z.B. mittels Trommelfilter. Der Gutstoff geht als Farbwasser zur Flockung, während der Grobstoff der Abwasserreinigung zugeführt wird. Im Anschluss daran erfolgen Flockung und Sedimentation des Gutstoffes. Das überstehende Weißwasser wird zum Beispiel zur Zellstoffauflösung genutzt, das Sediment zur weiteren Aufbereitung zur Streichküche gepumpt. In der Streichküche erfolgen Entwässerung, Dispergierung und Filterung, bevor die zurück gewonnene Streichfarbe für den Vorstrich eingesetzt wird. Die Rejekte werden der Abwasserreinigung zugeführt.
Eine weitere Möglichkeit, Streichfarben zurückzugewinnen, ist die Ultrafiltration. Nach einer Entfernung von groben Verunreinigungen über Siebsysteme wird das Streichfarbenabwasser in einer Ultrafiltrationsanlage (z.B. Cross Rotation Filtration) in ein Konzentrat und ein Permeat aufgetrennt. Das Konzentrat mit einem Feststoffgehalt zwischen 25 und 40 % kann direkt einem neuen Streichfarbenansatz zugeteilt werden. Das Permeat kann als Zusatzwasser in einen geeigneten Prozess oder zur Abwasserreinigungsanlage geführt werden.
Anhang 28 Teil B (4) Auswahl des Abwasserbehandlungsverfahrens
Die Auswahl der anzuwendenden Behandlungsverfahren richtet sich nach Art und Menge des anfallenden Abwassers, wobei die Konzentration gelöster organischer Stoffe, vorzugsweise beschrieben als BSB5 und TOC, vorrangige Bedeutung hat. Diese Konzentration ergibt sich aus der spezifischen Abwassermenge und der hauptsächlich durch Roh- und Halbstoffe sowie untergeordnet durch chemische Additive eingebrachten Fracht löslicher organischer Stoffe. Somit ist die Konzentration der gelösten organischen Stoffe geprägt von der Art der erzeugten Produkte.
Die bestmögliche Ausschöpfung der in Abschnitt 4.2 beschriebenen Maßnahmen zur Verminderung von Anfall und Schädlichkeit des Abwassers wird vorausgesetzt. Darüber hinaus ist bei der Verfahrensauswahl abzuwägen, ob der Behandlungserfolg der Maßnahme in einem ausgewogenen Verhältnis zum dafür nötigen Energieeinsatz und den mit der Erzeugung dieser Energie verbundenen Ausstoß von Luftschadstoffen steht.
Anhang 28 Teil B (4) 1 Energieeffizienz der Abwasserbehandlungsanlage
Aus medienübergreifender Sicht ist die Energieeffizienz der Abwasserbehandlungsanlagen bei der Verfahrensauswahl mit zu berücksichtigen. Ausführliche Ausführungen zu diesem Thema sind im Abschnitt 9 zu finden. Geeignete Kennzahlen für die energetische Optimierung von Abwasserbehandlungsanlagen an einem Standort über längere Zeit können sich auf die behandelte Abwassermenge oder auf die eliminierte organische Fracht, ausgedrückt als BSB, als CSB und zukünftig als TOC, beziehen:
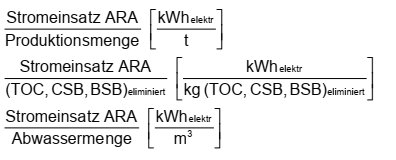
Hinzu kommt bei Anaerobverfahren: Erzeugte Biogasmenge als spezifische Methanrate in m3 CH4/kg TOCeliminiert, Energiegehalt des Biogases als oberer Heizwert des Biogases in MJ/m3 und kWh/m3, Spezifischer Energiegewinn des Anaerobreaktors: kWhgesamt/kg TOCeliminiert. Kennzahlen für die Nutzung des Biogases sind: kWhthermisch/ pro kg TOCeliminiert und kWhelektrisch / kg TOCeliminiert. Die Biogasreinigung ist Teil des Systems.
Die Werte sind als Jahresmittelwert und als Monatswert (dort Minimal, Mittelwert, Maximalwert) anzugeben; ggf. sind stichpunktartig erläuternde Angaben zu machen, die das Verständnis erleichtern.
Anhang 28 Teil B (1) 5 Reduzierung der Schadstofffracht bei der oxidativen Bleiche von Holzstoff
Bei der oxidativen Bleiche von Holzstoff, die fast ausschließlich mit Wasserstoffperoxid im alkalischen Milieu durchgeführt wird, gehen verschiedene Holzbestandteile in Lösung und können so eine hohe CSB-Konzentration im Abwasser verursachen. Es sind verschiedene Maßnahmen denkbar, um diese Schadstofffracht zu senken.
Bei Anwendung der Hochkonsistenzbleiche wird der Holzstoff vor Zugabe der Bleichchemikalien auf bis zu 35 % Trockengehalt eingedickt. Die zugegebenen Bleichchemikalien werden effizienter genutzt, weil sie nun direkt auf die Faseroberfläche gelangen und nicht in einer stark verdünnten Umgebung ihr Oxidationspotential durch gelöste organische Stoffe verlieren. Weiterhin kann das verbliebene Restperoxid durch Auswaschen nach dem Bleichvorgang zurückgewonnen und zu Beginn des Bleichprozesses wieder eingesetzt werden. Da das Lösen von Holzinhaltsstoffen durch hohe pH-Werte begünstigt wird, ist über eine Substitution der stark alkalischen Natronlauge (NaOH) nachzudenken. Alkalispender wie Kalkmilch (Ca(OH)2) oder Magnesiumhydroxid (Mg(OH)2) verursachen einen niedrigeren pH-Wert und somit eine geringere CSB-Erzeugung. Der erzielbare Weißgrad des Holzstoffes befindet sich mit diesen alternativen Laugen auf einem vergleichbaren Niveau wie mit Natronlauge.
Grundsätzlich gilt natürlich für den optimalen Betrieb einer Holzstoffbleiche die Trennung von Wassersystemen aus vor- und nachgeschalteten Prozessen und eine geeignete Auslegung aller angeschlossenen Behälter und Rohrleitungen.
Die Erfordernis der genannten Maßnahmen hängt stark vom Rohstoffeintrag und Sortenspektrum der Papierfabrik ab. Es können die erforderlichen Weißgrade des produzierten Papiers auch durch Strichauftrag und/oder optische Aufheller erreicht werden, so dass nur eine einfache Grundbleiche des Holzstoffes mit niedrigem Bleichchemikalieneinsatz und somit auch niedriger CSB-Erzeugung erforderlich ist. Aufwendige Maßnahmen zur CSB-Reduzierung sind dann nicht nötig und unverhältnismäßig.
4.2 Maßnahmen zur Abwasserbehandlung
4.2.1 Chemischphysikalische Vorbehandlung
Ziel der mechanischen Reinigung ist das Entfernen der ungelösten Stoffe. Dazu werden Sedimentations-, Filtrations- und Flotationsanlagen eingesetzt. In diesen Systemen werden zur Verbesserung der Elimination der ungelösten und zum Teil auch der gelösten Stoffe Flockungs- und Fällungsmittel eingesetzt. Der Feststoffgehalt im Zulauf zur biologischen Reinigung sollte < 100 mg/l betragen.
Nahezu das gesamte Abwasser aus der Papierindustrie wird heute nach mechanischer Reinigung biologisch behandelt.
4.2.2 Biologische Verfahren
Bei der biologischen Reinigung von Papierabwässern haben sich die aerobe und die anaerobaerobe Methode der biochemischen Abwasserreinigung bewährt:
Die aerobe Behandlung erfolgt mit Hilfe von Bakterien, die Sauerstoff zum organischen Stoffumsatz benötigen. Dieser muss allerdings ständig und unter hohem Energieaufwand (1-2 kWh pro kg BSB) mittels Belüftung dem System zugeführt werden - ganz überwiegend als Luftsauerstoff.
Die mit dem Rohabwasser zulaufenden organischen Substanzen (Kohlenstoffverbindungen) werden dabei sehr weitgehend abgebaut bzw. verringert, wobei jeweils etwa die Hälfte zu Kohlendioxid veratmet sowie in Bakterienbiomasse umgesetzt wird. Dies führt zur Bildung erheblicher Schlammmengen. Der überschüssige Anteil muss aus der Anlage entfernt und aufwendig behandelt bzw. entsorgt werden.
Beides, hohe Schlammproduktion und sehr hoher Energieverbrauch, sind entscheidend für die erheblichen Behandlungs- bzw. Betriebskosten aerober Abwasserbehandlungsanlagen.
Die im ablaufenden Abwasser verbleibende Rest-Kohlenstoffbelastung ist jedoch vergleichsweise gering (etwa 5 - 10 %), wobei gerade auch mehrstufige aerobe Anlagen höchste Reinigungsleistungen (bis zu 99 %) erreichen und damit die für eine Direkteinleitung des Abwassers erforderlichen Ablaufwerte (BSB, TOC) problemlos einhalten können.
Abbildung 12: Bilanz des aeroben und des anaeroben Kohlenstoffabbaus
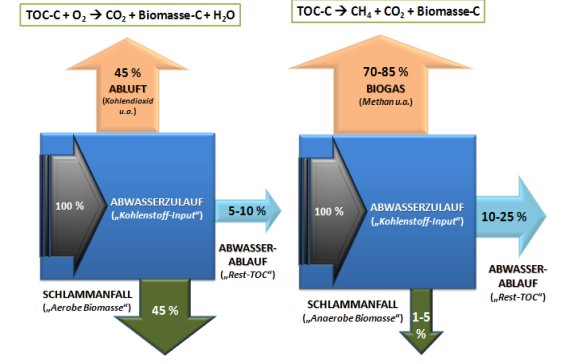
Die anaerobe Behandlung findet unter Abwesenheit von (Luft-)Sauerstoff statt, wobei als Abbauprodukt vornehmlich Biogas entsteht, das zu ca. 70-80 % aus Methan (und zu ca. 3020 % aus Kohlendioxid) besteht. Bei geringem Energieverbrauch, sehr guter Gasausbeute (etwa 70 - 85 %) und vollständiger Verwertung des Methans sind mit der anaeroben Abwassertechnik sogar Energieüberschüsse zu erzielen.
Anaerobanlagen zeichnen sich gegenüber Aerobanlagen durch eine sehr geringe Biomasseproduktion aus (ca. 1 - 5 %). Der Schlamm muss dabei aber weitestgehend im Behandlungssystem erhalten bleiben.
Allerdings ist hier immer eine weitergehende biologische Reinigung in Form einer abschließenden Aerobstufe (insbesondere vor einer Direkteinleitung) erforderlich, da etwa 10 - 25 % des zulaufenden Kohlenstoffs als organischer Rest im Abwasserablauf verbleiben (und insbesondere die BSB-Ablaufwerte nicht eingehalten werden können).
Aerobe Abwasserbehandlungsanlagen
Aerobe Behandlungsanlagen haben zur Reinigung von Papierabwässern eine lange Tradition, wobei sich vornehmlich das Belebtschlamm-Verfahren - bei dem die zum Abbau notwendigen Bakterien als Bioschlamm-Suspension vorliegen - in unterschiedlichsten Ausführungen und Kombinationen bewährt hat: Ob 1- oder 2-stufig, als völlig durchmischte oder als Kaskaden-Beckenbelebung oder in Reaktor-Ausführung, diskontinuierlich (als sog. 'sequencing batch reactor' / SBR) oder kontinuierlich (z.B. als Membranbioreaktor / "MBR") betrieben.
Daneben gibt es, insbesondere als Hochlaststufe/n, eine Reihe von Anwendungen der sog."Trägerbiologien", wo sich die Bakterien-Biomasse auf Trägermaterialien befindet. Form, Material und Rückhalt des Trägermaterials (vornehmlich aus Kunststoff) kommt besondere Bedeutung zu. Auch muss zu starker Biomassebildung auf den Formkörpern entgegengewirkt werden.
Bekannteste Verfahren sind neben dem Tropfkörper auch (ins Abwasser getauchte) Festbett, Schwebebett- oder Wirbelbett-Reaktoren (sog."movingbed biofilm reactor" / MBBR oder auch "suspended carrier biofilm process" - SB-Verfahren).
Bevorzugt kommen heute Kaskadenanlagen oder zweistufige Anlagen zum Einsatz, da diese Vorteile hinsichtlich guter Belebtschlammeigenschaften (Absetzverhalten) bieten. In einzelnen Fällen werden auch noch Tropfkörper als vorgeschaltete (Hochlast-)Stufe betrieben. Wegen häufig auftretender Probleme (wie z.B. Verstopfungen und Geruchsentwicklung) haben sie aber an Bedeutung verloren und wurden (bzw. werden) zunehmend durch Schwebebettreaktoren (oder auch Anaerobreaktoren - s. u.) ersetzt. Schwebebettverfahren (SB-Verfahren) können auch die für eine Direkteinleitung erforderliche Ablaufqualität erreichen, wenn die aktive Biomasse im System erhalten, jedoch aus dem Ablauf umfangreich abgetrennt wird. Bei Schwebebettreaktoren zur Behandlung von Papierfabrikabwässern wird von starker Schaumbildung berichtet, so dass wohl Maßnahmen zur Bekämpfung von Schäumen vorzusehen sind.
Als Alternative ist mit dem Membran-Bioreaktor (MBR) noch ein aerobes Verfahren zu erwähnen, das in der Papierindustrie bisher nur in wenigen Fällen angewendet, aber als aussichtsreich betrachtet wird. Das MBR-Verfahren basiert auf dem Belebtschlamm-Verfahren kombiniert mit einer Membranfiltrationsanlage, bei der die Bakterienbiomasse durch (vorwiegend Ultrafiltrations-) Membranen in einer Filtereinheit abgetrennt wird. Diese Membranen werden entweder als getauchte Module ("submerged") direkt in das Belebungsbecken oder (wegen besserer Zugänglichkeit) in einem externen Becken angeordnet, ggfs. aber auch als "trocken aufgestellte" externe Module außerhalb des Belebungsbeckens ("side stream") aufgestellt.
Bisher behindern vor allem die hohen Investitions- wie Betriebskosten eine breitere Anwendung, obwohl die Anlagen eine hohe Betriebssicherheit, einen geringen Platzbedarf (bei Wegfall einer Nachklärung) sowie eine fast feststofffreie Ablaufqualität (damit die Option für eine Abwasserrückführung in die Produktion) als wesentliche Vorteile bieten.
In einer deutschen Pappenfabrik (100 % Altpapier) wird seit 2008 eine MBR-Anlage mit zusätzlicher Umkehrosmose erfolgreich betrieben, bei der eine chemische Kalk-Elimination nachgerüstet wurde. Das so gereinigte Wasser kann somit sogar wieder in den Produktionsprozess zurückgeführt werden.
Anaerobe Abwasserbehandlungsanlagen
Unter den Aspekten der Energieeffizienz und einer Abfallvermeidung bzw. Ressourcenschonung erfahren die verschiedensten Anlagen bzw. Verfahrenstechniken zur anaeroben Abwasserreinigung eine hohe Akzeptanz in der Papierindustrie.
Insbesondere für die Behandlung höher belasteten Abwassers aus Altpapier verarbeitenden Betrieben stellen sie - unter bestimmten Randbedingungen - zuverlässige und wirtschaftliche Verfahren dar.
Als Hochlaststufen sind sie wirtschaftlich empfehlenswert, wenn der CSB (im Bereich von mindestens 1.000 mg/l) nicht zu gering ist und dabei die Konzentration an reduzierbarem Schwefel (vornehmlich aus Sulfat) im Vergleich zum eliminierbaren CSB (etwa 60 % bis 80 % des CSB im Rohabwasser) nicht zu hoch ist. Ist das Verhältnis des CSB zum Schwefel unter 100 : 1, ist besondere Sorgfalt bei der Wahl der Verfahrenstechniken geboten. Liegt das Verhältnis unter 15:1, sollte vom Einsatz anaerober Verfahren abgesehen werden.
Wesentlicher Bestandteil aller anaeroben Anlagen ist die Hydrolyse- bzw. Vorversäuerungsstufe, in der die organischen Substrate in organische Säuren, Alkohole, Aldehyde und ähnliche, für den weiteren Abbau (Methanbildung) unschädliche Verbindungen umgesetzt werden. Abhängig vom gewählten Verfahren kann diese Stufe getrennt (ggfs. kombiniert mit einem hydraulischen Puffer) ausgebildet, aber auch in den eigentlichen Anaerobreaktor integriert werden.
Anaerobe Hochlastanlagen werden in der Papierindustrie vorzugsweise als "expanded granular sludge blanket" ("EGSB"; auch bekannt als "extended granular sludge bed") ausgeführt, heute sind fast 50 dieser EGSB-Anlagen in Betrieb. Bei CSB-Werten deutlich unter 2.000 mg/l und CSB/S-Verhältnissen deutlich unter 100:1 haben sie sich besser bewährt als andere, früher eingesetzte anaerobe Verfahren, wie z.B. das UASB-Verfahren ("upflow anaerobic sludge blanket").
Der infolge geringer Reproduktionsraten erforderliche Biomasserückhalt wird durch die Ausbildung von Mikroorganismen-Pellets und im Kopf der Anlage oder auch mehrstufig übereinander im Reaktor angeordnete Trenneinrichtungen für die Phasen Gas, Wasser und Biomasse erreicht. Die Umwälzung der Biomasse erfolgt durch die Gasbildung und die Strömung (die durch interne oder externe Umwälzung unterstützt werden kann). Die Reaktoren werden deshalb als vergleichsweise hohe und schlanke, zylindrische Behälter gebaut.
Das gebildete, abgetrennte Biogas (pro Kilogramm eliminiertem CSB etwa 0,4 bis 0,45 Nm3) besteht aus 70 bis 80 % Methan, 20 bis 30 % Kohlendioxid sowie unter 5 % Schwefelwasserstoff und anderen Gasen. Der Energiegehalt des Gases liegt bei ca. 7,5 kWh/Nm3 und ist durchaus mit Erdgas vergleichbar. Es kann entweder direkt zur Wärmeerzeugung oder in Kraft-Wärme-Kopplung zur Stromproduktion sowie Wärmeerzeugung genutzt werden. In der Regel ist eine vorherige Biogasreinigung (in Form einer biologischen oder chemischen Entschwefelung) erforderlich. In jedem Fall ist eine Notfackel vorzusehen und dem Explosionsschutz ist, neben einer etwaigen Geruchsbildung (Schwefelwasserstoff, organische Schwefelverbindungen), besondere Aufmerksamkeit zu geben.
Die Gasentwicklung ist zum Teil starken Schwankungen unterworfen. Bezogen auf den eliminierten TOC entstehen etwa 0,13 Nm3/kg TOCel bzw. ca. 1 kWh/kg TOCel Biogas.
Verfahrenskombination
Da der CSB-Abbau bei anaeroben Verfahren meist zwischen 60 % und 80 % liegt und die für eine Direkteinleitung zu stellenden Anforderungen an die BSB5-Konzentration nicht eingehalten werden können, muss stets ein aerober Reaktor (als 'Schwachlaststufe') nach der anaeroben Stufe nachgeschaltet werden.
Bei niedrigerer Abwasserkonzentration und entsprechender Abwassereignung kann auf die Vorschaltung einer Hochlaststufe verzichtet und die Anlage u. U. auch einstufig ausgeführt werden. Bei solchen Anlagen haben sich Belebungskaskaden, Anlagen mit Pfropfenströmungen und ausreichend dimensionierte Selektor-Anlagen bewährt, während von dem völlig durchmischten Belebungsbecken wegen der Gefahr der Blähschlammbildung abzuraten ist.
Alternativen zu einstufigen kontinuierlich betriebenen Belebungsanlagen stellen z.B. der Sequencing Batch Reactor (SBR) und (gerade bei geringen Konzentrationen) auch der Rotating Disk Reactor (RDR) dar. Diese Anlagentypen sind jedoch in der (deutschen) Papierindustrie nur an wenigen Standorten im Einsatz.
Die Auswahl der jeweiligen Verfahren bzw. ihrer Kombination erfolgt überwiegend in Abhängigkeit von den spezifischen papiersortenbedingten Abwasserbelastungen über die Betrachtung der Summenparameter BSB, CSB, TOC siehe Abbildung 13 und hierfür typischer Konzentrationsbereiche bzw. in Abbildung 14 im Kontext der jeweils hergestellten Papiersorten und bei Angabe des produktionsspezifischen Wasserverbrauchs. Die TOC-Werte wurden aus den CSB-Werten mit dem Faktor 1/3 berechnet.
Abbildung 13: zu B(4) - Auswahl des Abwasserbehandlungsverfahrens
Einsatzbereiche biologischer Reinigungsverfahren in der Papierindustrie [Quelle: Kuhn C., Vergleich der Anaerob-Systeme IC, Biobed und UASB; IN: PTS-Seminar "Betrieb biologischer Abwasserreinigungsanlagen - Anaerobtechnologie und Betrieb von Anaerobanlagen", 13. - 14.10.2008, PTS München, PTS-Manuskript AR 819, G. Weinberger, H.-J. Öller (Hrsg.)]
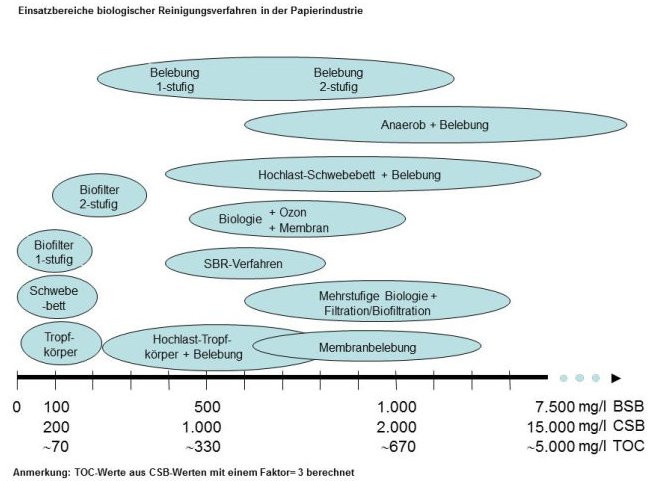
Abbildung 14: zu B(4) - Auswahl der Abwasserbehandlungsverfahrens
Biologische Abwasserreinigungskonzepte in Abhängigkeit der Papierproduktion nach [Efinger D., Der R2S-Reaktor - Funktion und erste Erfahrungen; IN: PTS-Seminar "Betrieb biologischer Abwasserreinigungsanlagen - Anaerobtechnologie und Betrieb von Anaerobanlagen", 13. - 14.10.2008, PTS München, PTS-Manuskript AR 819, G. Weinberger, H.-J. Öller (Hrsg.)] bearbeitet
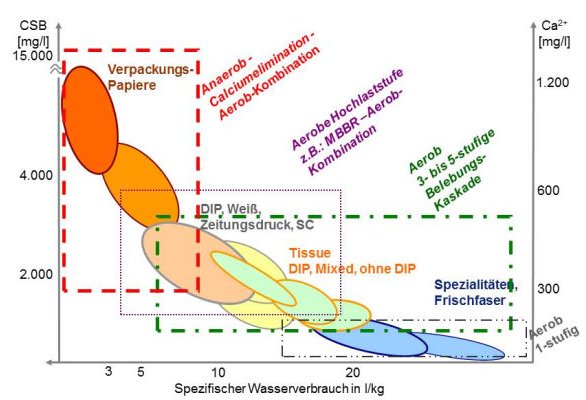
Ausführliche Beschreibungen der dem Stand der Technik entsprechenden Verfahrenskombinationen mit Anlagenbeispielen finden sich im DWA-Merkblatt M 731 "Abwasser und Abfälle aus der Papierherstellung".
Allen biologischen Abwasserreinigungsverfahren - ob aerob, anaerob oder beide in Kombination - gehen Vorbehandlungsmaßnahmen voraus, die darauf abzielen, optimale Betriebsbedingungen ein- bzw. sicherzustellen. Üblich sind
- die Abtrennung suspendierter, absetzbarer oder abfiltrierbarer Stoffe (AFS < 100 mg/l),
- die Einstellung eines optimalen pH-Wert-Bereiches (pH-Wert ca. 6,5 bis 8,5) - bei anaeroben Verfahren ist ein deutlich engerer Bereich geboten,
- eine Dosierung von Stickstoff- und Phosphorverbindungen als verwertbare Nährstoffe (im allgemeinen Harnstoff und Phosphorsäure, vielfach auch Ammoniumsalze und Phosphate) - bei anaeroben biologischen Abbauprozessen ist der N- und P-Bedarf wesentlich geringer, dafür müssen ggfs. aber Spurenelemente (wie z.B. Kalium, Magnesium, Mangen, Eisen, Kupfer, Zink, Nickel und Vitamine) hinzugegeben werden.
Hinzu kommt ggfs. noch die Einstellung eines optimalen Temperaturbereiches ("mesophil": unterhalb 38° C; anaerobe Prozesse können aber auch bei thermophilen Temperaturen oberhalb 50° C stattfinden - auf etwaige Kalkausfällungen bzw. -ablagerungen ist gerade in diesem
Bereich besonders zu achten). Bei anaeroben Prozessen sind unter Umständen auch Maßnahmen zur Vermeidung oder Verringerung der Konzentration an reduzierbarem Schwefel, insbesondere Sulfat, geboten.
Um die geforderten Werte im Ablauf der (aeroben) Abwasserbehandlungsanlage sicher und dauerhaft einzuhalten, ist eine begleitende analytische Kontrolle von Phosphat, Nges (anorganisch) und TNb im gereinigten Abwasser unerlässlich. Darüber hinaus empfiehlt es sich, zur Steuerung der Anlage auch den Stickstoff- und den Phosphorgehalt im Schlamm zu messen, was (wegen des damit verbundenen Aufwandes) vornehmlich bei schlechten Abbauleistungen i. V. m. Schlammeigenschaften angezeigt ist.
Bei anaeroben Anlagenstufen ist zur Überprüfung der Prozessstabilität die Überwachung der flüchtigen organischen Säuren ("FOS") - ggfs. im Verhältnis zur alkalischen Pufferkapazität ("TAC" für Totales Anorganisches Carbonat) - unverzichtbar. FOS/TAC ist als Leitparameter zur Beurteilung von Anaerob- bzw. Gärprozessen anerkannt. Mit seiner Hilfe lassen sich Prozess-Störungen bis hin zu einem drohenden Umkippen der anaeroben Biologie frühzeitig erkennen, so dass umgehend entsprechende Gegenmaßnahmen eingeleitet werden können.
4.2.3 Entkalkungsverfahren
Durch die Reduzierung der spezifischen Abwassermengen und den gestiegenen Einsatz von Calciumcarbonat als Füllstoff und Streichpigment erreichen die Calciumkonzentrationen im Kreislaufwasser und Abwasser von Papierfabriken eine kritische Größenordnung von über 400 mg/l Ca (beobachtete Konzentrationen bei altpapierverarbeitenden Papierfabriken mit spezifischen Abwassermengen unter 8 m3/t liegen zwischen 300 und 1100 mg/l Ca). In Folge treten vermehrt innerbetrieblich und in den Prozessen der Abwasserreinigung Probleme durch Calciumcarbonat-Ausfällungen auf. Calciumcarbonat (Kalkstein) verkrustet Oberflächen bis hin zum völligen Zusetzen von Rohrleitungen, verdrängt Biomasse und nimmt Einfluss auf das Absetzverhalten von biologischem Schlamm. Nach Jung, Demel und Götz (2006) standen Calciumcarbonat-Ablagerungen nach Geruch, Temperatur und CSB-Gehalten an vierter Stelle der auftretenden Probleme im Wasserkreislauf.
Ansatzpunkte zur Vermeidung/Verringerung von Calciumcarbonat-Ablagerungen sind:
- Vermeidung der Auflösung in der Stoffaufbereitung: z.B. Rohstoffauswahl, pH-Wert-Regelung etc.
- Vermeidung der Ausfällung: pH-Wert-Einstellung, Härtestabilisatoren usw.
- Elimination von Calcium-Ionen bzw. von Calciumcarbonat
Hinsichtlich der Punkte 1. und 2. sind den Variationsmöglichkeiten aus produkt- und produktionstechnischen Gründen sowie unter Kostenaspekten enge Grenzen gesetzt, so dass diese nur in Einzelfällen Erfolg versprechend angewendet werden können. Grundsätzlich ist der Elimination von Calcium-Ionen bzw. Calciumcarbonat der Vorzug einzuräumen, da dies zu einer Entfrachtung und somit zu einer Entlastung des jeweiligen Wasserkreislaufs führt.
Die bisher angewandten bzw. angebotenen Verfahren zur Calcium-Elimination machen sich dabei überwiegend das hohe Kalkabscheidepotenzial biologisch teilgereinigter Abwässer nach der Anaerob-Stufe zunutze, indem durch Lauge-Zugabe und/oder CO2-Strippung der pH-Wert angehoben und die Calcium-Ionen als Calciumcarbonat gefällt werden. Der Wirkungsgrad der Verfahren liegt je nach Anwendung bei etwa 60 bis 90 %, wobei in aller Regel eine Elimination von 70 % ausreicht, um Probleme zu vermeiden. Der Einsatz bleibt auf den Bereich von biologischen Kreislaufwasser- bzw. Abwasserreinigungsanlagen beschränkt. Alternativ kann in Belebungsanlagen bereits ausgefallenes Calciumcarbonat physikalisch abgetrennt und ausgeschleust werden. Hierzu wird der Rücklaufschlamm über Hydrozyklone oder Sedimentationsrinnen geleitet und so die Biomasse vom anorganischen Kalk teilweise separiert. Wenigstens zwei solcher Systeme sind in Betrieb und werden von vielen Anlagenherstellern angeboten.
4.2.4 Weitergehende Reinigungsverfahren
Weitergehende Reinigungsverfahren können dann zum Einsatz kommen, wenn es aus Gründen des Gewässerschutzes erforderlich ist und mit konventionellen Verfahren die erforderliche Reinigungsleistung nicht erzielt werden kann oder eine Wiederverwendung von gereinigtem Abwasser angestrebt wird (z.B. beschränkte Wasserentnahmerechte).
Unter weitergehender Abwasserreinigung sind in diesem Zusammenhang Verfahren zu verstehen, die einer konventionellen biologischen Anlagenachgeschaltet sind, um Feststoffe, TOC, AOX oder Farbe weitergehend zu eliminieren.
In der Papierindustrie finden folgende Verfahren Anwendung:
- Biofiltration,
- Filteranlagen (z.B. Sandfilter, Scheibenfilter, Trommelfilter, Tuchfilter),
- weitergehende Oxidationsprozesse (AOP, z.B. Kombination Ozon/Biofilter),
- Membranverfahren
- Fällung/Flockung und Abtrennung mit Flotation oder Sedimentation.
Biofiltration
Unter Biofiltration ist eine belüftete Filteranlage zu verstehen, bei der die mechanische Filtration durch biologische Abbauprozesse ergänzt wird. Diese Systeme werden als alleinige Stufe (bei schwach belastetem Abwasser) oder als nachgeschaltete Stufe nach einer Belebungsanlage eingesetzt.
Filteranlagen: Sandfilter, Scheibenfilter, Trommelfilter, Tuchfilter
Neben den Biofiltern können Sandfilter zur Elimination von Feststoffen nach der biologischen Reinigung eingesetzt werden, wobei die Feststoffe durch regelmäßiges Rückspülen aus dem Filter entfernt werden. Die Erfahrungen zeigen, dass die Feststoffentfernung in der Regel gut funktioniert. Bei der Rückführung von biologisch gereinigtem Abwasser in die Produktion kommt einer effektiven Feststoffentfernung eine besondere Bedeutung zu. Eine Elimination der gelösten Stoffe (CSB, BSB) erfolgt nicht oder nur in sehr geringem Ausmaß. Durch Einsatz von Flockungs- und Fällungsmitteln kann die Elimination verstärkt werden. Sandfilter finden auch Anwendung zur nachgeschalteten Denitrifikation oder P-Elimination.
Eine Besonderheit stellt die Kombination von Flotation und Sandfilter (Sandfloat), integriert in einer Anlage, dar. Vorliegende Erfahrungen zeigen, dass dieses System einen sehr guten Feststoffrückhalt ermöglicht und auch bei Stoßbelastungen zuverlässig arbeitet.
Mikrofiltrationstechniken wie Scheibenfilter, Trommelfilter oder Tuchfilter werden in der Papierindustrie bereits in verschiedenen Bereichen innerhalb der Produktion eingesetzt. In der Abwasserreinigung finden sie ebenfalls Anwendung.
Weitergehende Oxidationsverfahren
Mit der chemischbiochemischen Oxidation (Ozon + Biofilter) als bevorzugter Variante der weitergehenden Oxidationsverfahren (Advanced Oxidation Process AOP) können in einer der biologischen Stufe nachgeschalteten einstufigen Behandlung rund 50 % CSB-Elimination (bezogen auf das biologisch vollständig gereinigte Abwasser), bei Einsatz von 0,6 bis 1,0 g Ozon pro eliminiertem g CSB, erreicht werden. Leistung und Effizienz dieses Verfahrens wurden in den letzten Jahren wesentlich gesteigert. Insbesondere aufgrund des hohen Energiebedarfs für die Ozonerzeugung wird dieses Verfahren nur dann zur Anwendung kommen, wenn die zu stellenden Anforderungen an die Abwassereinleitung mit biologischen Verfahren allein nicht erfüllt werden können.
Die Ozonbehandlung in Kombination mit sowohl einer vor- als auch einer nachgeschalteten biologischen Stufe ist ein Verfahrenskonzept, das eine weitgehende Reinigung auf sehr hohe Ablaufqualitäten erlaubt. Bei diesem Konzept werden durch partielle Oxidation biologisch schwer abbaubare in abbaubare Substanzen umgesetzt. Gleichzeitig werden dabei Farbe, Spurenstoffe, Komplexbildner und AOX reduziert. In der nachgeschalteten biologischen Stufe können dann die nun biologisch abbaubaren Inhaltsstoffe eliminiert werden.
Membrantechnologie
Der Einsatz der Membrantechnologie (z.B. Ultrafiltration, Nanofiltration, Umkehrosmose) kommt als weitergehende Reinigungsstufe in Frage, wenn gewässerbedingt sehr hohe Ablaufqualitäten erreicht werden müssen, oder Teilströme wieder in den Produktionsprozess zurückgeführt werden sollen. Da mit Membranverfahren lediglich eine Abtrennung der unerwünschten Inhaltsstoffe erfolgt, wird das Problem der Entsorgung verlagert. Somit werden für die Retentate nachgeschaltete, technologisch aufwendige Behandlungsverfahren oder eine Entsorgung erforderlich. Die einzelnen Membranverfahren unterscheiden sich durch die eingesetzten Membranmaterialien, Porendurchmesser, Modultypen und Transportmechanismen sowie den jeweiligen Arbeitsdruck. Auf Grund des kleineren Porendurchmessers ist bei der Nanofiltration auch eine Rückhaltung von gelöstem CSB möglich. Für die Entfernung von einwertigen Salzen (z.B. Chlorid) ist der Einsatz einer Umkehrosmose erforderlich. Die Membrananlagen werden im Allgemeinen in vollständig biologisch gereinigtem Abwasser eingesetzt, ggf. nach einer Filtration (z.B. Sandfilter).
Die Wirtschaftlichkeit der Membranverfahren hängt u.a. sehr stark von der erreichbaren Lebensdauer der Membranen, der Filtrationsleistung und dem Reinigungsaufwand aufgrund von Belagbildung (Scaling und Biofouling) ab. In Altpapier verarbeitenden Betrieben stellen hohe Calciumbelastungen (Probleme durch Kalkausfällung) ein wesentliches Kriterium für die Anwendung der Membrantechnologie dar. Dieses Problem kann aber durch ein geeignetes vorgeschaltetes Kalkabscheidungsverfahren kontrolliert werden.
In Abhängigkeit des eingesetzten Verfahrens werden sehr hohe Wasserqualitäten erzielt, die für die Wiederverwendung auch bei empfindlichen Aggregaten geeignet sind.
4.2.5 Abwasserbehandlungsverfahren bei den einzelnen Herkunftsbereichen
Bei der Herstellung holzfreier Papiere wird das Abwasser zum Teil nur mechanisch oder physikalisch-chemisch behandelt. Die BSB5-Konzentrationen im unbehandelten Abwasser liegen bei diesem Herstellungsbereich meist zwischen 25 und 50 mg/l. Bei derart geringen organischen Belastungen ist eine biologische Behandlung oft nicht effizient durchzuführen. Auf eine biologische Abwasserbehandlung kann verzichtet werden, wenn entsprechend Teil C, Absatz 3 des Anhangs 28 mit mechanisch oder physikalisch-chemischen Verfahren eine produktionsspezifische BSB5-Fracht von 1 kg/t nicht überschritten und ein BSB5-Überwachungswert bis zu 50 mg/l eingehalten werden kann.
Bei gestrichenen holzfreien Papieren, holzhaltigen Papieren (gestrichen und ungestrichen) sowie bei überwiegend aus Altpapier hergestellten Papieren wird das Abwasser mechanisch (physikalisch-chemisch) und biologisch behandelt.
Bei der Herstellung von holz- und altpapierhaltigen Druckpapieren mit sehr hohen Anforderungen an die optische Qualität des erzeugten Produkts (z.B. Weiße, Helligkeit, Reinheit der Druckoberfläche, etc.) und damit an die eingesetzten Faserstoffe, werden über 50 % des Faserstoffs deinkt oder gebleicht. Dementsprechend hoch ist die Konzentration von Holz- und Altpapierinhaltsstoffen, die bei der Zerfaserung von Holz bzw. beim Deinken von Altpapier (Entfernen der Druckfarbe) sowie der anschließenden Faserstoffbleiche in Lösung gehen. Dabei ergeben sich Abwasserbelastungen bis zu 20 kg TOC/t Faserstoff. Selbst bei hochwirksamen biologischen Abwasserreinigungsverfahren resultieren daraus TOC-Frachten von deutlich mehr als 0,9 kg/t im behandelten Abwasser. Nach Anhang 28 Teil C, Absatz 5 kann in diesen Fällen im wasserrechtlichen Bescheid eine höhere Fracht für den TOC bis 1,8 kg/t zugelassen werden.
Bei der Herstellung von hochausgemahlenen Papieren und Spezialpapieren können produktionsbedingt höhere Gehalte an organischen Faserinhaltsstoffen oder Additiven ins Abwasser gelangen. Für diese Produktionen können für das behandelte Abwasser gemäß Anhang 28 Teil C, Absatz 6 höhere Frachten bis zu 2,0 kg/t im wasserrechtlichen Bescheid zugelassen werden.
Die bei der Produktion von Verpackungspapieren anfallenden Abwässer weisen im Allgemeinen eine hohe organische Belastung und gute Abbaubarkeit auf. Die hohe Belastung wird im Wesentlichen durch den Grad der Kreislaufeinengung und den Rohstoff Altpapier beeinflusst. Das eingesetzte Altpapier kann sortenbedingt in der TOC-Belastung erhebliche Schwankungen aufweisen (5 - 17 kg TOC pro Tonne Altpapier). Auch die biologische Abbaubarkeit der aus dem Altpapier stammenden TOC-verursachenden Substanzen kann variieren.
Die Kreislaufeinengung oder -schließung führt auch zu einem erheblichen Anstieg der anorganischen Belastung durch z.B. Sulfat, Calcium und Chlorid, was sich ungünstig auf den Produktionsprozess und den Betrieb der Abwasserbehandlung auswirken kann.
Einzelnen Papierfabriken, die Verpackungspapiere herstellen, gelingt es, abwasserfreie oder sehr enge Wasserkreisläufe zu fahren. Andere können wegen der technischen Beschaffenheit der Anlage, den erforderlichen Produktqualitäten und der verfügbaren Wasserqualität keine abwasserfreien oder weitgehend geschlossenen Wasserkreisläufe realisieren, ohne signifikante Problemverlagerungen in Kauf zu nehmen.
Eine Verringerung der spezifischen Abwassermenge auf weniger als 3 m3/t Produkt ist für Firmen mit zu hoch vorbelasteten Oberflächenwässern als Frischwasserquelle auf Grund der Salzproblematik (ab 500 mg Chlorid/l) wegen der V4A-Stahl-Korrosion nicht umsetzbar. Weitere Einengung führt zu Überschreitungen der Korrosionsgrenzen mengenmäßig ausreichend verfügbarer Edelstahltypen bzw. zu erhöhtem Energieaufwand bei Einsatz von weiterführenden Reinigungsverfahren.
4.2.6 Produktionsspezifische Frachtwerte und Maschinenkapazität
Teil C, Absatz 7 des Anhangs 28 legt fest, dass sich die produktionsspezifischen Frachtwerte (kg/t) für den TOC in den Absätzen 1, 3, 5 und 6 aus dem Verhältnis der Schadstofffracht zur Maschinenkapazität, die der wasserrechtlichen Zulassung zugrunde liegt, ergeben. Die Schadstofffracht ergibt sich aus einer Multiplikation des Konzentrationswerts der qualifizierten Stichprobe oder der 2-Stunden-Mischprobe mit dem Volumen des Abwasserstroms, der mit der Probenahme korrespondiert.

Bezugsgröße für die produktionsspezifischen Frachten für die Parameter TOC und AOX ist die Maschinenkapazität. Dies ist die Kapazität aller in einer wasserrechtlich gemeinsam erfassten Produktionsanlage vorhandenen Maschinen zur Erzeugung von Papier, Karton und Pappe. Als Maschinenkapazität wird die Erzeugungsmenge der Maschinen pro Zeiteinheit des Produktes bezeichnet, mit dem die größte Produktionsmenge pro Zeiteinheit erzielt werden kann. Dabei kann für jede Maschine entsprechend ihrer Konstruktion ein anderes Produkt maßgebend sein. Wenn unabhängig von den Papiererzeugungsmaschinen arbeitende Streichmaschinen Bestandteil der Produktionsanlage sind, wird die in den vorhandenen Anlagen maximal auftragbare Masse (das Strichgewicht) der Maschinenkapazität der Rohpapiererzeugungsmaschinen zugerechnet.
Als Überwachungswert wird in der Regel zur Verminderung des Überwachungsaufwandes ein Konzentrationswert festgelegt, der in vier von fünf Messungen nicht überschritten werden darf. Das Abwasserabgabengesetz fordert die Festlegung eines Konzentrationswertes. Zusätzlich kann auch eine Frachtbegrenzung festgelegt werden. Der Überwachungswert lässt sich mit Hilfe der folgenden Formel berechnen:
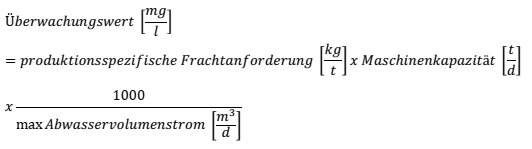
Hierbei wird mit dem maximalen Abwasservolumenstrom gerechnet, da die Anforderung die maximal zulässige Konzentration erfassen muss. Würde stattdessen eine mittlere Abwassermenge zur Berechnung genutzt werden, könnte es bei Ausschöpfung der tatsächlich erlaubten Abwassermenge zu Überschreitungen des Überwachungswertes für die spezifische Fracht kommen. In den meisten Fällen wird die maximale Abwassermenge nicht voll ausgeschöpft, dadurch kommt es zu einer vermeintlichen Benachteiligung der Papierfabriken. Dem gegenüber steht jedoch, dass auch die Maschinenkapazität in der Regel nicht ausgeschöpft wird. Würde stattdessen die reale Produktionsmenge zu Grunde gelegt, führte das zu niedrigeren Konzentrationswerten.
Alternativ kann auch mit der tatsächlichen Abwassermenge des Probezeitraumes und der über diesen Zeitraum gemittelten Konzentration die Fracht berechnet werden. Konsequenterweise müsste in diesem Fall auch die reale Produktionsmenge verwendet werden. Dies erhöht den Überwachungsaufwand erheblich, spiegelt dafür jedoch die realen Produktionsbedingungen besser wieder (Produktionsschwankungen, Produktwechsel, Wassersparmaßnahmen). Allerdings ist diese Berechnungsmethode bei Stillstand der Anlagenicht anwendbar.
5 Auswahl der Parameter und Stoffe, für die gemäß Anhang 28, Anforderungen zu stellen sind
5.1 Hinweise für die Auswahl der Parameter
Die abfiltrierbaren Stoffe wurden für die Fälle aufgenommen, bei denen das Abwasser entsprechend dem Stand der Technik nicht biologisch gereinigt werden braucht. Damit soll eine weitgehende Entfernung von Feststoffen gewährleistet werden. In den abfiltrierbaren Stoffen sind auch Stoffe enthalten (z.B. Füllstoffe), die nicht mit dem TOC erfasst werden.
Der gesamte organische Kohlenstoff (TOC; engl.: Total Organic Carbon) erfasst den im Wasser enthaltenen organisch gebundenen Kohlenstoff, gebunden an gelösten und suspendierten Stoffen. Der TOC wurde aufgenommen, weil die Durchführung der CSB-Bestimmung mit einem erheblichen Verbrauch an ökotoxikologisch bedenklichen Chemikalien verbunden ist. Die damit einhergehende Belastung der Umwelt und die arbeitshygienischen Umstände machen einen Ersatz des CSB durch die Messgröße TOC sinnvoll. Die TOC-Bestimmung bietet mittel- und langfristig durch eine nahezu chemikalienfreie Durchführung und durch ihr großes Automatisierungspotential die Möglichkeit einer effizienteren, wirtschaftlicheren Überwachung. Der TOC ermöglicht - ebenso wie der CSB - als Summenparameter eine Beurteilung der Abbauleistung der Abwasserbehandlungsanlage. Der TOC erfasst auch die schwer abbaubaren organischen Stoffe, daher hat der TOC eine besondere Bedeutung für die weitere Nutzung der Gewässer.
Der chemische Sauerstoffbedarf (CSB) ist ein Maß für die chemisch oxidierbaren Inhaltsstoffe. Der CSB wurde aufgenommen, weil er als Summenparameter eine Beurteilung der Abbauleistung der Abwasserbehandlungsanlage ermöglicht. Der CSB erfasst auch die schwer abbaubaren organischen Stoffe, daher hat der CSB eine besondere Bedeutung für die weitere Nutzung der Gewässer. Außerdem ist der CSB ein für die Abwasserabgabe maßgebender Parameter.
Mit dem biochemischen Sauerstoffbedarf (BSB5) werden die im Abwasser vorhandenen biologisch abbaubaren organischen Inhaltsstoffe erfasst. Er ist damit ein geeigneter Summenparameter zur Beurteilung der Reinigungsleistung einer biologischen Abwasserreinigungsanlage. Er ist auch ein Maß für die durch die Einleitung zu erwartende Sauerstoffzehrung im Gewässer.
Phosphor (Pges) wurde aufgenommen, weil er als Pflanzennährstoff das Algenwachstum fördert und in vielen Gewässern der limitierende Faktor für die Eutrophierung ist. Phosphor ist ein für die Abwasserabgabe maßgebender Parameter.
Stickstoff, gesamt (Nges, als Summe von Ammonium-, Nitrit- und Nitratstickstoff) bleibt als Anforderung im Anhang 28 enthalten, weil Stickstoffverbindungen als Pflanzennährstoffe das Algenwachstum fördern und neben Phosphor limitierender Faktor für die Eutrophierung werden können. Stickstoff, gesamt, ist ein derzeit noch für die Abwasserabgabe maßgebender Parameter.
Beim gesamten gebundenen Stickstoff, (TNb, engl. Total Nitrogen bound) werden nicht nur die anorganischen Stickstoff-Einzelverbindungen Nitrat, Nitrit und Ammonium, sondern auch organische Stickstoffverbindungen erfasst. Dies ist aus ökologischer Sicht sinnvoll, da organisch gebunden Stickstoffverbindungen längerfristig auch als Nährstoffe verfügbar sind. In anderen Fällen handelt es sich um besonders schwer abbaubare organische Verbindungen, die ebenfalls aus Umweltsicht zu vermeiden sind. Stickstoffverbindungen fördern als Pflanzennährstoffe das Algenwachstum und können neben Phosphor limitierender Faktor für die Eutrophierung werden. Der TNb ersetzt drei verschiedene Verfahren für die Bestimmung des gesamten anorganischen Stickstoffs und hat ein hohes Automatisierungspotential. Mit dieser Messgröße folgt das deutsche Wasserrecht dem europäischen Recht, das bereits für kommunales Abwasser die Erfassung des organisch gebundenen Stickstoffs einschließt.2 Der gesamte, gebundene Stickstoff ist zukünftig ein für die Abwasserabgabe maßgebender Parameter.
Adsorbierbare organische Halogenverbindungen (AOX) erfassen als Summenparameter halogenorganische Stoffe, die insbesondere aus dem Einsatz von Nassfestmitteln auf der Basis von Epichlorhydrin sowie durch die Verwendung von mit Chlor oder Chlorverbindungen gebleichten Zellstoffen in das Abwasser gelangen können. AOX ist ein für die Abwasserabgabe maßgebender Parameter.
Bei der Bestimmung von AOX aus der 2-Stunden-Mischprobe sind gegenüber der Stichprobe keine Minderbefunde wegen Flüchtigkeit einzelner Bestandteile zu erwarten. Die AOX-gebenden Komponenten sind überwiegend chlorierte höhermolekulare Verbindungen, die z.B. aus gebleichtem Zellstoff stammen (chlorierte Ligninderivate), beim Einsatz von Chlorbleichlauge zur Ausschussbehandlung entstehen oder mit Nassfestmitteln eingetragen werden (Polyamidamin-Epichlorhydrin). Sie verbleiben im Wasser gelöst und gehen nicht in die Gasphase über.
Die Hydrolyseprodukte des Epichlorhydrins, 1,3-Dichlor-2-propanol (DCP) und 3-Chlorpropan-1,2-diol (CPD), von denen prozessbedingt Spuren in Nassfestmitteln enthalten sind, können ebenfalls zum AOX beitragen. Aufgrund ihrer physikalisch-chemischen Daten ist beim Stehen einer Abwasserprobe über zwei Stunden keine Verflüchtigung dieser Substanzen über die Gasphase zu erwarten (Vergleiche dazu auch die Stoffeigenschaften Dampfdruck bei unterschiedlichen Temperaturen, Siedepunkt, Löslichkeit (in GESTIS Stoffdatenbank 3)
Sollten flüchtige AOX-relevante Substanzen in den Papiermaschinenkreislauf eingetragen werden, werden diese auch mit einer Stichprobe kaum mehr im Abwasser zu erfassen sein. Bei einer mittleren Verweildauer im Kreislauf von mehreren Stunden, bei erhöhter Temperatur (30 - 50 °C) und starker Turbulenz im teilweise offenen System (Siebpartie, Siebwasserrinne, Flotationsbecken) werden solche Substanzen bereits an die Luft abgegeben, noch bevor sie in den Abwasserstrom gelangen.
5.2 Hinweise auf solche Parameter, die gegebenenfalls im Einzelfall zusätzlich begrenzt werden sollen
Auf Grund örtlicher Gegebenheiten kann es erforderlich sein, im Einzelfall in der wasserrechtlichen Erlaubnis weitere Parameter wie pH-Wert, Leitfähigkeit, ergänzende biologische Wirktests, Temperatur, Färbung, Wärmefracht und Schwermetalle zu begrenzen.
5.3 Statistische Hinweise zum Überwachungswert
Bei der Analyse der Ablaufkonzentrationen der Abwasserbehandlungsanlage ist die Statistik wichtig, um die Einhaltbarkeit des behördlich festgelegten Überwachungswertes nach der Definition der AbwV § 6 Abs. 1 zu überprüfen.
Wahrscheinlichkeitstheoretische Betrachtungen haben dazu geführt, den 95-Perzentilwert (Mittelwert+2x Standardabweichung) als beste Annäherung an den statistisch nicht definierten Überwachungswert (ÜW) zu sehen [Caspary und Bardossy, 1989, 1992; Scholz et al.]. Ergibt also die Auswertung der Jahresdaten einer Abwasserbehandlungsanlage, dass Mw+2s < ÜW (Mw = Mittelwert; s = Standardabweichung), dann kann der Betreiber davon ausgehen, dass nur eine geringe Wahrscheinlichkeit der Feststellung einer Überschreitung bei der behördlichen Kontrolle gemäß den Vorgaben in § 6 Abs. 1 AbwV besteht, auch wenn einzelne Werte der Eigenkontrolle höher waren als der Überwachungswert.
Wenn in einem untersuchten Beispiel [C.H. MÖBIUS 2017] bei der Auswertung eines Histogramms der 95-Perzentilwert zwischen 100 und 110 mg/l CSB ermittelt wird, wäre ein ÜW von 110 mg/l mit ausreichend geringer Überschreitungswahrscheinlichkeit eingehalten worden, obwohl der höchste gemessene Wert 149 mg/l war und 6 Werte über 110 mg/l lagen. Eine genauere Risikoabschätzung anhand gegebener Ablaufmessdaten bietet eine von [Caspary] erarbeitete Berechnungsmethode.
Die praktische Erfahrung mit dem hier gezeigten Vorgehen belegt aber, dass so ausreichende Sicherheit zu erreichen ist.
5.4 Umsetzung von EU-rechtlichen Anforderungen nach den §§ 57, 58 WHG
Die Richtlinie 2010/75/EU des Rates vom 24. November 2010 über Industrieemissionen (integrierte Vermeidung und Verminderung der Umweltverschmutzung) legt integrierte, medienübergreifende Regelungen für die Genehmigungsverfahren für bestimmte industrielle Tätigkeiten und Anlagen fest. Zu den im Anhang I der Richtlinie festgelegten Tätigkeiten nach Artikel 10 gehört auch die Herstellung von Papier und Pappe. Die abwasserbezogenen Anforderungen der Richtlinie sind durch entsprechende Änderungen im WHG und in der AbwV sowie durch die Industriekläranlagen-Zulassungs- und Überwachungsverordnung in deutsches Recht umgesetzt worden (siehe das Gesetz vom 8. April 2013 (BGBl. I, S. 734) sowie die Verordnung vom 2. Mai 2013 (BGBl. I. S. 973)).
Die Mitgliedstaaten haben sicherzustellen, dass die der Richtlinie unterfallenden Anlagen gemäß den besten verfügbaren Techniken (BVT) - in Deutschland nach dem Stand der Technik - genehmigt und betrieben werden (siehe § 60 Abs. 1 Satz 2 WHG). Zu den besten verfügbaren Techniken werden von der Kommission Referenzdokumente herausgegeben, die BVT-Merkblätter (BAT-Reference Documents - BREF), in denen die BVT beschrieben und definiert werden. Nach Artikel 13 Absatz 5 der Richtlinie über Industrieemissionen können maßgebliche Teile eines BVT-Merkblattes, die sogenannten BVT-Schlussfolgerungen, im Regelungsverfahren nach Artikel 75 Absatz 2 der Richtlinie beschlossen werden. In der Richtlinie wurde dabei von der in Artikel 291 AEUV eingeräumten Möglichkeit Gebrauch gemacht, Durchführungsbefugnisse der Kommission zu übertragen. Die Kommission hat die BVT-Schlussfolgerungen für die Zellstoff- und Papierindustrie als "Durchführungsbeschluss (2014/687/EU) der Kommission vom 26. September 2014 über Schlussfolgerungen zu den besten verfügbaren Techniken (BVT) gemäß der Richtlinie 2010/75/EU des Europäischen Parlaments und des Rates in Bezug auf die Herstellung von Zellstoff, Papier und Karton" nach Artikel 13 Absatz 5 der Richtlinie 2010/75/EU erlassen.
Die Richtlinie über Industrieemissionen sieht vor, dass Emissionsgrenzwerte festgelegt werden, mit denen sichergestellt wird, dass die Emissionen unter normalen Betriebsbedingungen die mit den besten verfügbaren Techniken assoziierten Emissionswerte, wie sie in den BVT-Schlussfolgerungen festgelegt sind, nicht überschreiten (siehe § 57 Abs. 3 Satz 1 WHG). Nach § 57 Abs. 4 Satz 1 Nr. 1 WHG ist nach Veröffentlichung der BVT-Schlussfolgerungen innerhalb eines Jahres eine Überprüfung und gegebenenfalls eine Anpassung der Rechtsverordnung, hier Abwasserverordnung, vorzunehmen. Die branchenbezogenen europäischen Anforderungen aus den BVT-Schlussfolgerungen werden in den jeweiligen Anhängen der Abwasserverordnung in deutsches Recht umgesetzt.
Die in den vorliegenden Hinweisen und Erläuterungen beschriebenen Techniken entsprechen den besten verfügbaren Techniken für die Herstellung von Papier und Pappe aus dem BVT-Merkblatt. Artikel 15 der IE-Richtlinie regelt das Vorgehen bei der Festlegung von Emissionsgrenzwerten (EGW) durch die zuständigen nationalen Behörden. Nach Artikel 15 (3) müssen die EGW von der zuständigen nationalen Behörde so festgelegt werden, dass sichergestellt ist, dass die Emissionen die BAT-AEL im Normalbetrieb nicht überschreiten.
Hierzu kann die Behörde
- die BAT-AEL direkt als EGW übernehmen (indem sie sie kleiner oder gleich den BAT-AEL festlegt) oder
- die EGW weniger streng festlegen, wobei jedoch zur Sicherstellung, dass hierdurch unter normalen Betriebsbedingungen die BAT-AEL nicht überschritten werden, jährlich ein Nachweis erbracht werden muss.
Nach Artikel 15 (4) der IE-Richtlinie kann die Genehmigungsbehörde in besonderen Fällen auch davon abweichende, weniger strenge Emissionsgrenzwerte festlegen (gilt nicht für die in den Anhängen V bis VIII festgesetzten Emissionsgrenzwerte). Diese Ausnahmefälle liegen vor, wenn bei geografischen oder technischen Besonderheiten die Kosten mit Blick auf den erzeugten Umweltnutzen als unverhältnismäßig bewertet werden und keine erheblichen Umweltverschmutzungen zu befürchten sind.
Das Prinzip der bisherigen IVU-Richtlinie, das bei der Festlegung von EGW die jeweils besten verfügbaren Techniken einer Branche zu Grunde zu legen sind, wurde in der IE-Richtlinie beibehalten. Die auf der Grundlage der IE-Richtlinie erarbeiteten BVT-Schlussfolgerungen erhalten durch ihre Verbindlichkeit eine erheblich größere Bedeutung bei der Umsetzung in nationales Recht.
Im Anhang 28 wurden die in den BVT-Schlussfolgerungen als Jahresmittelwerte festgelegten Emissionsgrenzwerte für Emissionen in ein Gewässer entsprechend der Variante a) des Artikels 15 (3) direkt übernommen.
Die Anforderungen der BVT-Schlussfolgerungen für die Herstellung von Zellstoff, Papier und Pappe sind im Rahmen der Novelle der Anhänge 19 und 28 umgesetzt worden (s. Abwasserverordnung Anhang 19 und 28, zuletzt geändert durch Artikel 1 der 8. Verordnung zur Änderung der Abwasserverordnung vom 22. August 2018 (BGBl. I S. 1327)
In dem geänderten Anhang 28 wird auch der durch die Änderung des Wasserhaushaltsgesetzes durch das Gesetz vom 8. April 2013 (BGBl. I, S. 734) und durch die Änderung der Abwasserverordnung durch die Verordnung vom 2. Mai 2013 (BGBl. I. S. 973) eingeführten Direktwirkung der Abwasserverordnung Rechnung getragen. Die Abwasserverordnung richtet sich nun im Hinblick auf bestimmte Anforderungen unmittelbar an den Einleiter und dient nicht mehr allein als Vorgabe für die zuständige Behörde.
Einleiter sind nach § 1 Absatz 2 der Abwasserverordnung verpflichtet, die allgemeinen Anforderungen nach § 3 sowie des Teils B der Anhänge, die in den Anhängen genannten Betreiberpflichten und die in den Anhängen gekennzeichneten Emissionsgrenzwerte einzuhalten, sofern nicht weitergehende Anforderungen in der wasserrechtlichen Zulassung für das Einleiten von Abwasser festgelegt sind.
Die Betreiberpflichten sind in Teil H des Anhangs 28 festgelegt. Hier sind Anforderungen an die Überwachung verschiedener Parameter nach den BVT-Schlussfolgerungen für die Herstellung von Papier und Pappe geregelt. Weitergehende landesrechtlichen Vorschriften für die Selbstüberwachung, sofern ein Bundesland hierzu Vorschriften erlassen hat, werden von den Vorgaben des Teils H nicht berührt. Des Weiteren wird die Vorlage eines Jahresberichtes nach Anlage 2 Nummer 3 gefordert, um den Berichtspflichten für Industrieemissionsanlagen nachzukommen. Ähnliche Auskunftspflichten der Betreiber finden sich bereits in § 7 Absatz 2 der Industriekläranlagen-Zulassungs- und Überwachungsverordnung (IZÜV) und § 31 Absatz 1 des Bundes-Immissionsschutzgesetzes (BImSchG). Der Jahresbericht nach Anlage 2 Nummer 3 AbwV konkretisiert die Informationspflichten der Einleiter für den Abwasserbereich und ermöglicht so die Vorlage einheitlicher Jahresberichte. Auf bestehende Berichtspflichten kann dabei aufgebaut und bestehende Berichte können aufgrund von landesrechtlichen Vorschriften (bspw. Regelungen zu Selbst- bzw. Eigenüberwachung) als Grundlage herangezogen werden.
Mit der Achten Verordnung zur Änderung der Abwasserverordnung vom 22. August 2018 (BGBl. I S. 1327)wird der Geltungsbereich der Anforderungen nach Teil D (Anforderungen an das Abwasser vor Vermischung) der Anhänge der AbwV klargestellt. Die Anforderungen der Teile D gelten vor der Vermischung mit Abwasser unterschiedlicher Herkunft, d.h. vor der Vermischung mit Abwasser, das einem anderen Anhang der Abwasserverordnung unterliegt, z.B. mit kommunalem Abwasser nach Anhang 1 bei Indirekteinleitung von industriellem Abwasser in eine öffentliche Abwasseranlage oder mit Abwasser aus indirekten Kühlsystemen nach Anhang 31 AbwV. Findet keine Vermischung mit anderem Abwasser statt, so gelten diese Anforderungen nach dem neuen § 5 Satz 4 an der Einleitungsstelle in das Gewässer.
Die in den vorliegenden Hinweisen und Erläuterungen beschriebenen Techniken und die Anforderungen im Anhang 28 entsprechen den besten verfügbaren Techniken (BVT) und den damit verbundenen Emissionswerten.
5.5 Weitergehende Anforderungen
Die am 20. Juni 2016 in Kraft getretene "Verordnung zum Schutz der Oberflächengewässer" (Oberflächengewässerverordnung - OGewV) regelt Anforderungen an die Eigenschaften von Oberflächengewässern, mit dem Ziel der bundeseinheitlichen Umsetzung der normativen Anforderungen der Europäischen Wasserrahmenrichtlinie und deren 2008 verabschiedeten Tochterrichtlinie über Umweltqualitätsnormen 2008/105/EG (UQN-RL) sowie deren Fortschreibung 2013. Sie normiert Vorgaben zum chemischen und zum ökologischen Zustand oder zum ökologischen Potenzial von Oberflächengewässern. So legt sie z.B. Umweltqualitätsnormen und Regeln zur Einstufung des Gewässerzustands fest und beschreibt darüber hinaus Bewirtschaftungsanforderungen an Oberflächengewässer, die der Trinkwassergewinnung dienen.
Sofern aufgrund dieser Vorschriften und Regelungen Bewirtschaftungsziele festgelegt bzw. zugehörige Maßnahmenprogramme aufgestellt werden, sind die daraus abzuleitenden, weitergehenden immissionsbezogenen Anforderungen bei der Abwassereinleitung zu berücksichtigen.
Müssen aufgrund örtlicher Gegebenheiten an die Beschaffenheit des einzuleitenden Abwassers weitergehende Anforderungen gestellt werden, so können diese durch weitergehende Reinigungsverfahren wie nachgeschaltete Biofiltration, Fällung/Flockung oder Filtration erreicht werden. Durch Einsatz von Membran- oder Ozontechnologie kann die Abwasserbelastung (z.B. TOC und AOX) unter Inkaufnahme eines erhöhten Energieverbrauches weiter vermindert werden.
Die Entscheidung Nr. 2455/2001/EG des Europäischen Parlaments und des Rates vom 20. November 2001 zur Festlegung der Liste prioritärer Stoffe (bekannt sind z.B. Perfluoroktansulfansäure und ihre Derivate (PFOS), 1,2-Dichlorethan und Dichlormethan oder Bis(2-ethylhexyl)phthalat (DEHP)) im Bereich der Wasserpolitik und zur Änderung der Richtlinie 2000/60/EG (Wasserrahmenrichtlinie) ist am 21. November 2001 in Kraft getreten (ABl. EG vom 15.12.2001 Nr. L 331 S. 1). Damit sind prioritäre und prioritäre gefährliche Stoffe als Anhang X der Wasserrahmenrichtlinie (WRRL) aufgelistet worden. Die Überprüfung, Anpassung und Erweiterung dieser Stoffliste kann neuen Erkenntnissen angepasst werden. Nach Artikel 16 WRRL festzulegende Strategien gegen die Wasserverschmutzung werden vom Europäischen Parlament und dem Rat festgelegt. Dies betrifft Maßnahmen zur schrittweisen Reduzierung der prioritären Stoffe sowie zur Beendigung oder schrittweisen Einstellung von Einleitungen, Emissionen und Verlusten prioritärer gefährlicher Stoffe.
Zu diesem Zweck wurde am 16. Dezember 2008 die Richtlinie 2008/105/EG des Europäischen Parlaments und des Rates über Umweltqualitätsnormen im Bereich der Wasserpolitik und zur Änderung und anschließenden Aufhebung der Richtlinien des Rates 82/176/EWG, 83/513/EWG, 84/156/EWG und 86/280/EWG sowie zur Änderung der Richtlinie 2000/60/EG erlassen. Diese ist am 13.01.2009 in Kraft getreten und musste bis zum 13.07.2010 in nationales Recht umgesetzt werden (ABl. EG vom 24.12.2008 Nr. L 348 S. 84). Die Richtlinie enthält verbindliche EU-weit geltende Umweltqualitätsnormen für insgesamt 27 prioritäre Stoffe und bestimmte andere Schadstoffe.
Die Emissionen der sog. prioritär gefährlichen Stoffe müssen nach Verabschiedung dieser Richtlinie bis zum Ende des Jahres 2028 (phasing out) beendet sein. Für prioritäre Stoffe zielen die Maßnahmen auf eine schrittweise Reduzierung ab.
6 Abfallverwertung und Abfallbeseitigung
In Papier erzeugenden Unternehmen fallen je nach eingesetztem Faserrohstoff (Holz, Zellstoff, Altpapier) und Produktionsprozess verschiedene Rückstände an, die, soweit man sich ihrer entledigen will oder muss, Abfälle mit definierten Abfallschlüsselnummern darstellen.
Abbildung 15: Die typischen Rückstände der Papierherstellung [Pfaff, Jung 2006]
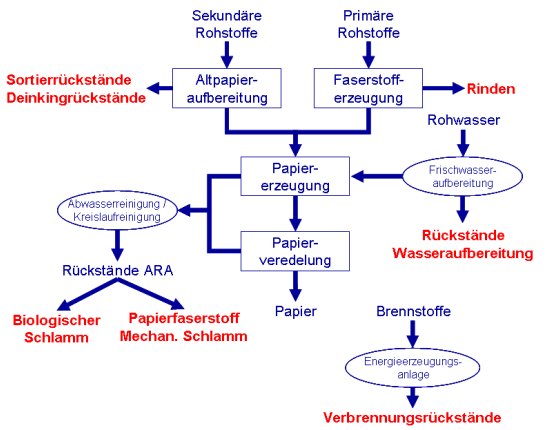
Der Verbleib der verschiedenen Rückstände und ihre Zuordnung zu Abfallschlüsselnummern in der Abfallverzeichnisverordnung (AVV) sind in der folgenden Tabelle dargestellt.
Tabelle 3: Einsatz- und Entsorgungswege verschiedener Rückstände
| Rückstand | Abfall-Vermeidung (innerbetrieblicher Einsatz) | Produkt | Abfall zur Verwertung / Beseitigung | AVV-Nr. |
| Sägemehl | X | X | X | 03 01 05 |
| Rinden- und Holzabfälle | X | X | X | 03 03 01 |
| Sortierrückstände, Rejekte, Spuckstoffe | X | X | 03 03 07 | |
| Deinkingrückstände | X | X | 03 03 05 | |
| Altpapier-Sortierrückstände | X | X | X | 03 03 08 |
| Faserabfälle, Faser-, Füller- und Überzugsschlämme aus der mechanischen Abtrennung - aus biolog. ARA (Überschussschlamm) | X | X | 03 03 10 | |
| Schlämme aus der betriebseigenen Abwasserbehandlungsnlage mit Ausnahme derjenigen, die unter 03 03 10 fallen | X | X | 03 03 11 | |
| Verbrennungsrückstände | X | X | 10 01 01 19 01 12 |
Im Folgenden werden mögliche Verwertungswege für bestimmte Reststoffe benannt: Sägemehl
Sägemehl wird je nach Qualität als Faserrohstoff genutzt oder z.B. als Porosierungsstoff in Ziegeleien, als Brennstoff oder zum Räuchern in Metzgereien eingesetzt.
Rinde
Rinde lässt sich als Reinsubstrat oder zusammen mit anderen Stoffen, z.B. Schlämmen aus der Abwasserreinigung, gut kompostieren und zu Humus oder Rindenmulch verarbeiten. Der Einsatz im Garten- und Landschaftsbau stellt meist einen Einsatz als Produkt dar. Rinde stellt aufgrund des hohen Energiegehaltes bei gleichzeitig niedrigem Aschegehalt einen guten, relativ rückstandsarmen biogenen Brennstoff dar.
Sortierrückstände, Rejekte
Sortierrückstände und Rejekte fallen bei den verschiedenen Reinigungs- und Sortierstufen in der Rohstoffaufbereitung sowie Papierherstellung und -veredelung an. Je nach Beschaffenheit können sie nach Entwässerung als Brennstoff eingesetzt oder stofflich, z.B. in der Zement- oder Ziegelindustrie verwertet werden. Vor einem Einsatz ist in der Regel eine Absonderung von Störstoffen (Metalle, PVC, Steine, Glas) erforderlich.
Deinkingrückstände
Deinkingrückstände fallen bei der Ablösung der Druckfarben und der Ausschleusung von nicht mehr für die Papierherstellung geeigneten Altpapierbestandteilen an.
Sie werden überwiegend in eigenen oder fremden Energieerzeugungsanlagen eingesetzt. Sie eignen sich auch als Porosierungsmittel bei der Ziegelherstellung. Heizwert und Füllstoff-/Pigmentgehalt lassen auch die Verwertung in der Zementindustrie zu.
Rückstände aus der Kreislauf- und Abwasserreinigung
Diese Rückstände können aufgrund ihrer Eigenschaften und Zusammensetzung unterschiedlichen Einsatz- oder Verwertungswegen zugeführt werden. Zum großen Teil werden sie in der Ziegelindustrie als Pororsierungsmittel oder in Energieerzeugungsanlagen eingesetzt. Ein Teil der Stoffe wird kompostiert. Dabei sind die Anforderungen der Düngemittelverordnung (DüMV § 3 Abs. 1) zu beachten.
Verbrennungsrückstände
Die Rückstände aus Feuerungsanlagen der Papierindustrie werden vor allem in der Baustoffindustrie verwertet. Ein Teil der Aschen wird auch deponiert.
Abbildung 16: Entsorgungs- und Verwertungswege von Rückständen bezogen auf die einzelnen Produktionsverfahren [Quelle: VDP]
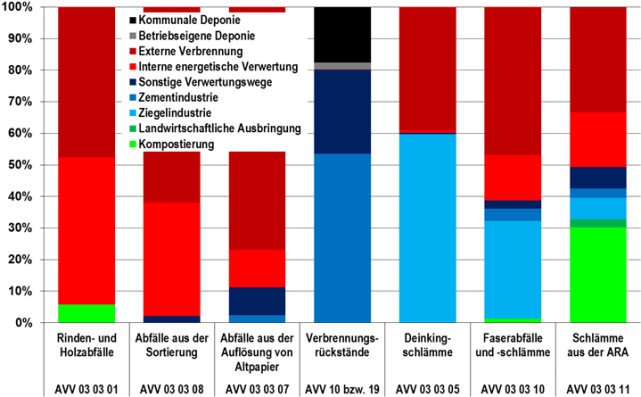
| AVV 03 03 01 |
Rinden- und Holzabfälle |
| AVV 03 03 05 | Deinkingschlämme aus dem Papierrecycling |
| AVV 03 03 07 | Mechanisch abgetrennte Abfälle aus der Auflösung von Papier- und Pappeabfällen |
| AVV 03 03 08 | Abfälle aus dem Sortierer von Papier und Pappe für das Recycling |
| AVV 03 03 10 | Faserabfälle, Faser-, Füller- und Überzugsschlämme aus der mechanischen Abtrennung |
| AVV 03 03 11 | Schlämme aus der betriebsteigenen Abwasserreinigungsanlage |
| AVV 10 ... AVV 19 ... | Verbrennungsrückstände |
Die Abfallverzeichnisverordnung führt zudem folgende Abfallarten auf, die bei integrierten Papierfabriken zu erwarten sind, d.h. solchen mit Zellstoffherstellung am selben Standort:
- Sulfitschlämme aus der Rückgewinnung von Kochlaugen (AVV 03 03 02)
- Kalkschlammabfälle (AVV 03 03 09)
Zur Umsetzung des medienübergreifenden Ansatzes der IE-Richtlinie wurden für den Anhang 28 die Schnittstellen zwischen den Bereichen Abwasser und Abfall analysiert. Ergebnis der Untersuchung ist, dass es wenige relevante Schnittstellen zwischen Abwasser und Abfallwirtschaft gibt. Eine erkennbare Schnittstelle ist die Abwasserreinigung. Dort fällt Faser- und Biomasseschlamm an, der schadlos zu verwerten oder zu beseitigen ist. Die Beschaffenheit des Schlammes wird durch die wasserwirtschaftlich erforderliche Abwasserreinigung beeinflusst. Wesentliche Rückwirkungen der Vorgaben des Anhangs 28 auf die Abfallwirtschaft wären vorstellbar, wenn durch den Einsatz eines Hilfsstoffes für die Abwasserreinigung die anschließende Klärschlammentsorgung erschwert würde. Dafür wurden aber keine praktischen Beispiele identifiziert.
Die Entsorgung der bei der Papierherstellung anfallenden Hauptabfallfraktionen wird sachgerecht durch abfallrechtliche Anforderungen gemäß Kreislaufwirtschaftsgesetz (KrWG) geregelt. Fragen der innerbetrieblichen Vermeidung und Verwertung liegen im Regime des Bundes-Immissionsschutzgesetzes (BImSchG § 5 Abs. 1 Satz 3).
Der medienübergreifende Aspekt in Bezug auf abfallwirtschaftliche Belange wird durch die Anforderungen des Anhangs 28 zur Vermeidung schädlicher organischer Inhaltsstoffe im Abwasser - und somit im Klärschlamm - berücksichtigt. Durch diese Anforderungen zur Vermeidung umweltgefährlicher chemische Additive werden mögliche Anreicherungen von persistenten Schadstoffen in Böden minimiert - für den Fall, dass der Schlamm landwirtschaftlich verwertet wird. Weitere medienübergreifende Aspekte wurden für den Bereich Abfallwirtschaft nicht identifiziert.
Zur Konkretisierung der durch das BImSchG und das KrWG geforderten Verwertungs- und Vermeidungspflichten, werden in folgenden Regelungen Möglichkeiten zur Abfallvermeidung und -wertung aufgezeigt:
- Musterverwaltungsvorschrift des LAI zur Vermeidung und Verwertung von Reststoffen nach § 5 Abs. 1 Nr. 3, Sp. 2 (Anlagen mit Maschinen zur fabrikmäßigen Papier- und Pappeherstellung) (03.1994).
- Das DWA-Merkblatt M 731 "Abwasser und Abfälle aus der Papierherstellung" (August 2011) enthält ebenfalls Hinweise zur Vermeidung und Verwertung von Rückständen.
- BVT-Merkblatt für die Zellstoff- und Papierindustrie (2015), das auszugsweise auf Deutsch übersetzt ist und die besten verfügbaren Techniken in der Zellstoff- und Papierindustrie beschreibt (https://www.umweltbundesamt.de/themen/wirtschaft-kon-sum/beste-verfuegbare-techniken/sevilla-prozess/bvt-merkblaetter-durchfuehrungs-beschluesse).
Die Studie "Ökoeffizienzanalyse von Reststoffströmen in der Papierindustrie: Ist-Zustand und Optimierungsansätze" 4 kommt zu dem Ergebnis, dass die bereits heute praktizierte betriebsnahe Verwertung von Rückständen zur Wärme- und Stromerzeugung die Umwelt deutlich entlastet. Das Projekt zeigte aber auch, wie diese positiven Wirkungen auf die Umwelt künftig noch weiter verbessert werden können und zugleich Möglichkeiten bestehen, die Kosten der Entsorgung zu senken.
Die Ökoeffizienzanalyse von Reststoffströmen in der Papierindustrie beschreibt folgende Elemente eines ökoeffizienten Entsorgungssystems:
- Gemeinsame innerbetriebliche Verwertung von Rinde, Deinking- Rückständen und Sortierrückständen aus der Altpapieraufbereitung in Kraft-Wärme-Kopplung-Anlagen, bei denen eine ganzjährige und umfassende Abwärmenutzung gewährleistet ist,
- Verwertung der Verbrennungsrückstände in der Zementindustrie und
- Verwertung der Rückstände aus der Abwasserreinigung in der Ziegelindustrie.
Für die Umsetzung der Erkenntnisse der Ökoeffizienzanalyse sind die jeweiligen Verhältnisse vor Ort zu berücksichtigen.
Rechtsquellen:
Bei der Verwertung und Beseitigung von Abfällen können je nach Einzelfall folgende abfallrechtlichen Rechtsvorschriften des Bundes und der EU in der jeweils gültigen Fassung zu beachten sein:
Tabelle 4: Für die Papierherstellung relevante abfallrechtliche Vorschriften des Bundes und der EU
| Rechtsquelle (Bundesgesetze, -verordnungen und Verwaltungsvorschriften) | Für die Papierindustrie wesentliche Inhalte bzw. anzuwenden bei: |
| Gesetz zur Förderung der Kreislaufwirtschaft und Sicherung der umweltverträglichen Bewirtschaftung von Abfällen (Kreislaufwirtschaftsgesetz - KrWG) vom 24.02.2012 |
|
| Verordnung über das Europäische Abfallverzeichnis (AVV - Abfallverzeichnis-Verordnung) vom 10.12.2001 |
|
| Verordnung über die Nachweisführung bei der Entsorgung von Abfällen (NachwV) vom 20.10.2006 |
|
| Verordnung über die Entsorgung von gewerblichen Siedlungsabfällen und von bestimmten Bau- und Abbruchabfällen (Gewerbeabfallverordnung - GewAbfV) vom 19.06.2002 |
|
| Verordnung über die Verwertung von Bioabfällen auf landwirtschaftlich, forstwirtschaftlich und gärtnerisch genutzten Böden (Bioabfallverordnung - BioAbfV) vom 21.09.1998 |
|
| Klärschlammverordnung (AbfKlärV) vom 15.04.1992 |
|
| Verordnung über Anforderungen an die Verwertung und Beseitigung von Altholz (Altholzverordnung - AltholzV) vom 15.08.2002 |
|
| Rechtsquelle (Bundesgesetze, -verordnungen und Verwaltungsvorschriften) | Für die Papierindustrie wesentliche Inhalte bzw. anzuwenden bei: |
| Verordnung über die Vermeidung von Verpackungsabfällen (Verpackungsverordnung - VerpackV) vom 21.08.1998, Fassung vom 01.04.2009 |
|
| Seit 01.01.2019 gilt das Verpackungsgesetz - VerpackG. Die bis dahin gültige VerpackV tritt dann außer Kraft |
|
| Altölverordnung (AltölV) vom 27.10.1987, Fassung vom 16.04.2002 |
|
Für die Verbrennung oder Mitverbrennung von Abfällen in betriebseigenen Kraftwerksanlagen der Papierfabrik ist die 17. BImSchV zu beachten (siehe Abschnitt 8).
Tabelle 5: EU-Vorschriften zu internationalen Abfalltransporten
| EU-Vorschriften | |
| Verordnung (EG) Nr. 1013/2006 über die Verbringung von Abfällen vom 14. Juni 2006 |
|
| Verordnung (EG) Nr.1418/2007 der Kommission vom 29. November 2007 über die Ausfuhr von bestimmten in An- hang III oder IIIA der Verordnung (EG) Nr. 1013/2006 des Europäischen Parlaments und des Rates aufgeführten Abfällen, die zur Verwertung bestimmt sind, in bestimmte Staaten, für die der OECD-Beschluss über die Kontrolle der grenzüberschreitenden Verbringung von Abfällen nicht gilt
(Ausfuhr grün gelisteter Abfälle zur Verwertung in Nicht-OECD-Drittstaaten) |
|
Weiter zu beachten sind die einschlägigen Ländergesetze und -verordnungen im Bereich Abfallwirtschaft sowie die abfallwirtschaftlichen Satzungen der Gemeinden, in denen die jeweilige Papierfabrik bzw. das Entsorgungsunternehmen ansässig ist.
7 Luftemissionen, Geruch und Lärm
Wichtigste Grundlagen für diesen Bereich sind das Bundes-Immissionsschutzgesetz (BImSchG) sowie die darauf erlassenen Verordnungen (13. und 17. BImSchV) und Verwaltungsvorschriften (TA Luft und TA Lärm). Das BImSchG regelt das immissionsschutzrechtliche Genehmigungsverfahren für Produktionsanlagen und Nebeneinrichtungen und fordert über § 10 Abs. 5 eine vollständige Koordination aller Zulassungsverfahren sowie der Inhalts- und Nebenbestimmungen (Abstimmung der Genehmigungsbehörden bei unterschiedlichen Zuständigkeiten für unterschiedliche Rechtsbereiche; hier: immissionsschutzrechtliche Genehmigung für Errichtung und Betrieb sowie wasserrechtliche Erlaubnis).
Im Rahmen des immissionsschutzrechtlichen Genehmigungsverfahrens werden u. a. auch die Fragen der Umweltverträglichkeit einer Anlage sowie der Energieeffizienz diskutiert.
In der 13. bzw. 17. BImSchV werden Emissionsgrenzwerte und Messverpflichtungen für den Kraftwerksbereich der Papierfabriken festgelegt. Aufgrund des Rechtscharakters der Verordnung ist diese automatisch für den Betreiber inhaltlich verbindlich. Der Kraftwerksbereich hat in der Regel nur wenige Auswirkungen auf den Wasserpfad.
Neben den Verordnungen gibt es 2 Verwaltungsvorschriften zum BImSchG. In der TA Luft werden allgemeine Anforderungen an die Errichtung und den Betrieb der Papierfabriken gestellt, allerdings sind Papierfabriken nur in wenigen Punkten betroffen, z.B. bzgl. Geruch.
In der TA Lärm werden Immissionsrichtwerte zum Schutz der Nachbarschaft entsprechend den betroffenen Gebietsausweisungen festgelegt. Mit Ausnahme des Betriebes einer Abwasserbehandlungsanlage bestehen nur wenige Berührungspunkte zum Wasserpfad.
Rechtsquellen
Beim Betrieb von Papiermaschinen und den dazugehörigen Nebenanlagen sind folgende immissionsschutzrechtliche Vorschriften des Bundes und der EU in der jeweils gültigen Fassung zu beachten:
Tabelle 6: Für die Papierherstellung relevante Immissionsschutzvorschriften des Bundes und der EU
| Rechtsquelle (Bundesgesetze, -verordnungen und Verwaltungsvorschriften) | Für die Papierindustrie wesentliche Inhalte bzw. anzuwenden bei: |
| Technische Anleitung zur Reinhaltung der Luft (TA Luft) vom 24.07.2002 |
|
| Technische Anleitung zum Schutz gegen Lärm (TA Lärm) vom 26.08.1998 |
|
| 13. Verordnung zur Durchführung des Bundes-Immissionsschutzgesetzes (Verordnung über Großfeuerungs- und Gasturbinenanlagen) vom 20.07.2004, geänderte Fassung vom 06.06.2007 beinhaltet BREF Großfeuerungsanlagen |
|
| 17. Verordnung zur Durchführung des Bundes-Immissionsschutzgesetzes (Verordnung über die Verbrennung und Mitverbrennung von Abfällen) vom 14.08.2003 beinhaltet BREF Abfallverbrennungsalagen | Die Verordnung gilt für die Errichtung, die Beschaffenheit und den Betrieb von immissionsschutzrechtlich genehmigungsbedürftigen Verbrennungs- oder Mitverbrennungsanlagen, in denen feste, flüssige oder in Behältern gefasste gasförmige Abfälle oder ähnliche feste oder flüssige brennbare Stoffe oder feste, flüssige oder gasförmige Stoffe, die bei der Pyrolyse oder Vergasung von Abfällen entstehen, eingesetzt werden.
Die Verordnung gilt u.a. nicht für Verbrennungs- oder Mitverbrennungsanlagen sowie für einzelne Verbrennungs- oder Mitverbrennungslinien, die - abgesehen vom Einsatz von Regelbrennstoffen - ausschließlich faserhaltige pflanzliche Abfälle einschließlich der Ablaugen aus der Herstellung von natürlichem Zellstoff und aus der Herstellung von Papier aus Zellstoff einsetzen. Zusatzbedingung ist, dass diese Stoffe am Herstellungsort der Mitverbrennung zugeführt werden und die erzeugte Wärme genutzt wird. |
| 44. Verordnung zur Durchführung des Bundes-Immissionsschutzgesetzes (Verordnung über mittelgroße Feuerungsanlagen) vom 30.08.2018 | Die Verordnung gilt für Verbrennungsanlagen ab 1 MW bis unter 50 MW Feuerungswärmeleistung sowie für genehmigungsbedürftige Feuerungsanlagen unter 1 MW Feuerungswärmeleistung.
Die Verordnung gilt u. a. nicht für Ablaugekessel in Anlagen für die Zellstofferzeugung sowie für Feuerungsanlagen, für die Regelungen im PP BREF bestehen. Sie enthält u. a. Emissionsgrenzwerte, Messvorschriften und Berichtspflichten. |
8 Energieverbrauch und Energieeffizienz
8.1 Energiebedarf und -effizienz in der Papierfabrik
Die Papierindustrie gehört neben den Branchen Baustoffe, Chemie, Glas und NE-Metalle/Stahl zu den fünf energieintensiven Industrien in Deutschland. Die Energiekosten tragen durchschnittlich mit rund 15 % zu den Herstellungskosten von Papier-, Pappe- und Kartonprodukten bei, in Einzelfällen sogar bis zu knapp 30 %.
Aus Kostengründen ist die Papierindustrie seit jeher bestrebt, den Energieverbrauch zu minimieren und so konnte der spezifische Energieeinsatz (Dampf & Strom) von rund 8.200 kWh/t (1955) auf ca. 2.800 kWh/t i. J. 2016 [VDP 2016] reduziert werden. Der anteilige Strombedarf änderte sich mit 1.000 ± 150 kWh/t über die Jahre hinweg nur wenig, liegt aber seit Anfang der 90er Jahre im Mittel unter 1.000 kWh/t.
Abbildung 17: Energieeffizienz in der Papierindustrie von 1955 bis 2016 in kWh/t Papier [VDP 2016]
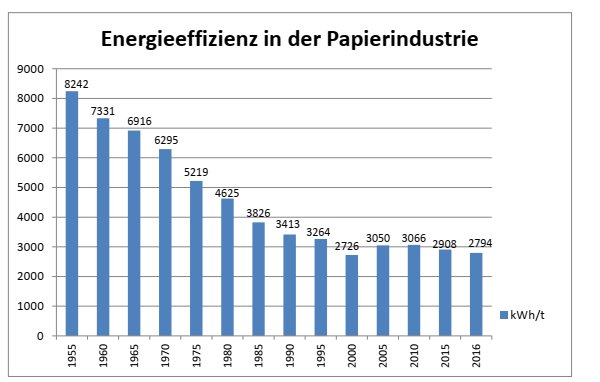
Ähnlich dem spezifischen Frischwasserbedarf bzw. Abwasseranfall variiert der spezifische Energieeinsatz zwischen den verschiedenen Produktsorten stark. Abbildung 18 vermittelt einen Eindruck zu den in verschiedenen Sorten erforderlichen Energieeinträgen. Auch innerhalb der Sorten gibt es z. T. große Schwankungsbreiten. Die größten Einflussfaktoren hier sind die jeweils spezifischen Produktanforderungen, die Rohstoffzusammensetzung, das Alter und die Effizienz des Maschinenparks, die Produktionsleistung der Anlagen sowie klimatische Einflüsse des Standortes.
Abbildung 18: Spezifischer Energieeinsatz bei verschiedenen Papiersorten [Vogt M. et al. 2008 Branchenleitfaden, bearbeitet]
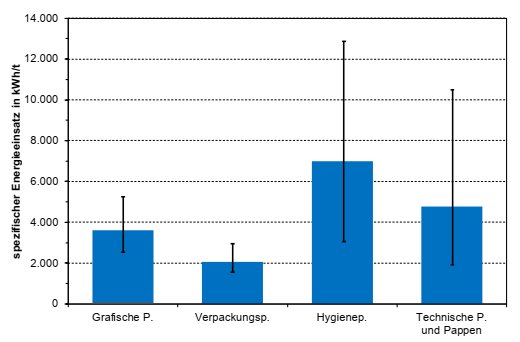
Naturgemäß und unabhängig von der Papiersorte ist der Prozessschritt der Trocknung in allen Fällen der energieintensivste Abschnitt der Papierherstellung. Sofern integriert Holzstoff erzeugt wird oder eine Mahlung erforderlich ist, tragen auch diese Prozessschritte maßgeblich zum Gesamtenergieverbrauch bei. Einen qualitativen Überblick zur Relevanz der einzelnen
Prozessschritte hinsichtlich des Anteils am Gesamtenergieverbrauch zeigt die Matrix in Abbildung 19. Der Beitrag von Hilfsbetrieben, Nebenanlagen und Querschnittstechnologien am Gesamtenergieverbrauch liegt in Summe deutlich unter 5 % (s. Tabelle 7).
Abbildung 19: Relevanz einzelner Prozessschritte hinsichtlich ihres Anteils am Gesamtenergieverbrauch
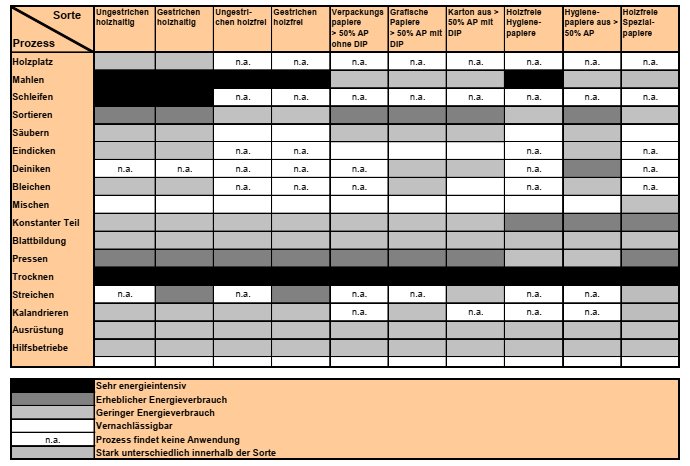
Tabelle 7: Typische Energieverbräuche von Nebenanlagen [Vogt M. et al. 2008 Branchenleitfaden]
| Bereich | Energieverbrauch kWh/t | Anmerkung |
| Abwasserreinigung (mechan. Vorreinigung und Aerobie) | 4 ... 40 | Pumpen, Rührwerk, Belüftung |
| Abwasserreinigung (mechan. Vorreinigung, Anaerobie und Aerobie) | 5 ... 40
-20 ... -15 | ohne Biogasnutzung
mit Biogasnutzung (AP-Sorten: 25 kWh/t) |
| Frischwasseraufbereitung | 2 ... 5 | Rohwasserpumpen und Filter |
| Druckluft | 20 ... 30 | Drucklufterzeuger und Trockner |
| Werksverkehr | 1 ... 2 | Stapler, Flurförderfahrzeuge |
| Ausrüstung | 10 ... 40
30 ... 80 | Umroller, Rollenschneider, Ausschusshandling
mit Formatausrüstung und Versand |
Die in der Vergangenheit erreichten Energieeinsparungen sind u. a. auf folgende Faktoren zurückzuführen:
- Substitution der energieintensiven Holzstofferzeugung durch Altpapier
- verstärkter Einsatz von Kraft-Wärme-Kopplung in den industrieeigenen Kraftwerken
- Verbesserung der mechanischen Entwässerung in der Pressenpartie
- Einsatz von Aggregaten mit höheren Wirkungsgraden
- Verringerung der notwendigen Trocknungsenergie auf Grund höherer Filmpressentrockengehalte durch Optimierung von Streich-/Stärkeauftragsverfahren und -aggregate innerhalb der Trockenpartie
- bedarfsgerechtere Regelung von Motoren für Pumpen, Rührwerke, Ventilatoren etc. durch Einsatz von Frequenzumformern
- wirksamere Additive
- Ausbau von Wärme-Rückgewinnungsanlagen
Wärmerückgewinnungsanlagen sind vor allem in den Abluftströmen aus Papier- und Streichmaschinen installiert. In Einzelfällen erfolgt ein Wärmetausch zwischen dem Abwasser der Holzstofferzeugung und Prozesswasser zur Papiermaschine, weiterhin erfolgt die Warmwasserbereitstellung in Papierfabriken über Frischwasser, das als Kühlwasser an verschiedenen Stellen (Brüdenkondensator/en, Kühlzylindern, Ölkühlern, etc.) der Produktion eingesetzt wird. Wie Tabelle 8 zeigt, sind die meisten Abwärmeströme niederkalorisch, eine weitergehende Wärmenutzung ist kostenintensiv und erfolgt derzeit nicht. Wärmepumpen zur Erzeugung von industrieller Prozesswärme aus Abwärme oder ORC-Anlagen zum Zwecke der Stromerzeugung haben sich bisher noch nicht durchgesetzt, sind aber Gegenstand von Machbarkeitsstudien bzw. FuE-Arbeiten.
Tabelle 8: Temperaturniveaus von typischen Abwärmeströmen (PTS-Daten)
| Abwärmestrom | Medium | Temperaturbereich |
| Abwasser Papiermaschine | Wasser | 20 ... 40 °C |
| Abwasser Stoffaufbereitung mit DI | Wasser | 40 ... 60 °C |
| Abwasser Stoffaufbereitung ohne DI | Wasser | 30 ... 50 °C |
| Abwasser Schleiferei / TMP Anlage | Wasser | 60 ... 70 °C |
| Abluft Produktionshalle | Luft | 30 ... 40 °C |
| Abluft Vakuumpumpen | Luft | 40 ... 50 °C |
| Abluft Vakuumgebläse | Luft | 130 ... 160 °C |
| Abluft Trockenpartie PM | Luft | 60 ... 80 °C |
| Abluft Trockenpartie SM | Luft | 100 ... 140 °C |
Nutzung von Niedertemperaturabwärme
Eine Möglichkeit zur Reduzierung des Primärenergiebedarfs stellt die optimale Integration von Abwärme im Prozess dar. Bei der Wärmeintegration können dabei scheinbar widersprüchliche Zielstellungen wie die Erhöhung der Prozesstemperatur und die Senkung der Abwassertemperatur durch geschickte Auswahl von Maßnahmen zur Optimierung des Wärmehaushaltes einer Papierfabrik genutzt werden.
Allerdings unterliegt die Nutzung von Niedertemperaturabwärme gewissen Grenzen und ist unter den heute gegebenen Randbedingungen wirtschaftlich meist nicht darstellbar. Voraussetzung ist z.B., dass Wärmequellen und -senken räumlich nahe beieinander liegen sowie Nachfrage und Angebot von Wärme möglichst zeitgleich auftreten. Wird aufgrund der Entfernung ein hoher Bedarf an Rohrleitungen, Pumpen etc. notwendig, leidet die Wirtschaftlichkeit.
Eine externe Nutzung von Niedertemperaturabwärme wird praktiziert. Das Potential und die Wirtschaftlichkeit sind aber stark von den vorhandenen Wärmeabnehmern (z.B. Hallen- oder Schwimmbäder, Wohnungen, Gärtnereien etc.) sowie von den logistischen Randbedingungen abhängig. Selten befinden sich mögliche Abnehmer mit konstantem Bedarf in unmittelbarer Nähe zur Papierfabrik, so dass lange Rohrnetze zum Abnehmer notwendig sind. Muss darüber hinaus ein Fernwärmenetz erst aufgebaut werden, ist mit hohen Investitionskosten zu rechnen und die Wirtschaftlichkeit der Maßnahme in Frage gestellt. Die Übernahme der Kosten für den Wärmetransport ist eine umstrittene Frage, weder der Erzeuger (Papierfabrik) noch der Abnehmer erklären sich hierzu freiwillig bereit. Weiterhin sind redundante Systeme und damit noch höhere Investitionen erforderlich, die eine Sicherung der Energiebereitstellung bei Revisionszeiten, bei verringerter Produktion oder längeren Ausfallzeiten garantieren.
Zur Verbesserung der Energieeffizienz des Gesamtprozesses sind eine aufwändige und detaillierte Analyse der Energiesituation - Bezug, Erzeugung und Verbrauch etc. - sowie eine Festlegung der konkreten Energieziele des jeweiligen Standortes erforderlich. Zur Bewertung von Prozessstufen, von Teilprozessen oder der Gesamtsituation werden typischerweise kosten- oder produktionsbezogene Kennzahlen herangezogen, z.B.:
Die Vergleiche der Kennzahlen unterschiedlicher Jahre geben Hinweise auf systematische Veränderungen bei der Produktion, Verhaltensänderungen des Personals bezüglich Änderungen des Betriebsablaufes oder über technische Veränderungen sowie Mängel an Anlagen und anderen Geräten. Der Branchenleitfaden für die Papierindustrie in [Vogt M. 2008] enthält eine Reihe von anschaulichen Praxisbeispielen zur Verbesserung der Energieeffizienz in verschiedenen Produktionen, was den Rahmen dieses Hintergrundpapiers sprengen würde.
8.2 Energieeffizienz der betrieblichen Abwasserreinigungsanlagen
Dem vorhergehenden Abschnitt ist zu entnehmen, dass die Abwasserreinigung mit einem Energiebedarf von bis zu 10 kWh/t, in Einzelfällen bis 40 kWh/t, nur einen geringen Anteil von weniger als 0,5 % des Gesamtenergiebedarfs einer Papierfabrik ausmacht. Dennoch summieren sich die Abwasserreinigungskosten in Abhängigkeit von der Anlagengröße, von der zu behandelnden Abwassermenge etc. und unter Berücksichtigung der Kosten für Personal, Chemikalien und Wartung auf einen jährlichen Aufwand von mehreren hunderttausend Euro, bei großen Produktionsstandorten sogar in Millionenhöhe. Letztgenannte Standorte haben in der Abwasserreinigung einen Strombedarf von bis 10 Mio. kWh/a.
Für die Erfassung des Energieverbrauchs ist zunächst eine Festlegung der Systemgrenzen erforderlich (s. Abbildung 20). In Anlehnung an die Arbeiten in [Demel et al. 2003; Demel und Hamm 2004] sollte die Systemgrenze mindestens alle biologischen Reinigungsstufen inkl. der Zwischen- (ZK) und Nachklärstufen (NK) umfassen sowie die Biogasverwertung aus anaeroben Stufen und ggf. weitergehende Reinigungsstufen.
Abbildung 20: Vorschlag von Systemgrenzen zur Erfassung des Energiebedarfs bei der Abwasserreinigung
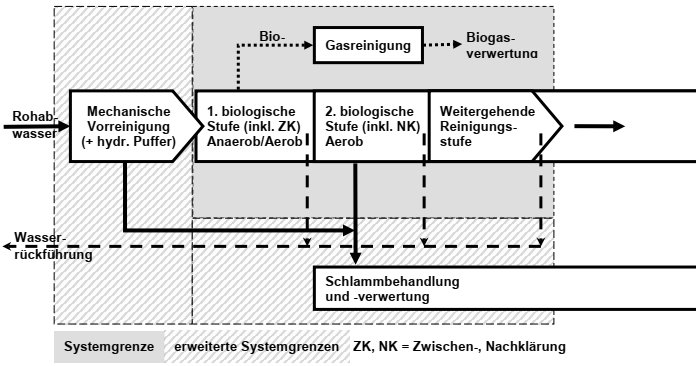
Schlammanfall, -behandlung und -verwertung fallen je nach Standort (Papiersorte, Abwasserbeschaffenheit) und örtlichen Gegebenheiten sehr unterschiedlich aus. Einige Papierfabriken gehen den Weg der externen stofflichen Verwertung, z.B. als Porosierungsmittel in der Ziegelindustrie. In anderen Werken wiederum ist eine interne stoffliche Verwertung möglich, z.B. als Bestandteil der Zwischenlage in mehrlagigem Karton oder auch eine thermische Nutzung, z. B bei vorhandener Reststoffverbrennung. Die erweiterte Systemgrenze eignet sich deshalb nur beim Vergleich von Reinigungsanlagen/Reinigungskonzepten für einen Standort, also bei Neukonzeptionen oder wesentlichen Änderungen, jedoch nicht oder nur bedingt beim Vergleich von Anlagen an verschiedenen Standorten. In den folgenden Ausführungen ist die Schlammbehandlung und -verwertung deshalb ausgenommen. Das angeführte Zahlenmaterial stammt im Wesentlichen aus [Demel et al. 2003,Demel und Hamm 2004 und Haberkern 2008].
Die Belüftung ist mit großem Abstand der wichtigste Stromverbraucher auf Kläranlagen, gefolgt von der Durchmischung und Förderung der Abwasserströme. Der Energieverbrauch von Räumerbrücken, Chemikalienzubereitungen etc. ist nachrangig. In bestimmten Systemen, z.B. Tropfkörper oder Biofilter, dominiert die Pumpenenergie den Strombedarf.
Nur in seltenen Fällen erfolgt eine getrennte Erfassung des Stromverbrauchs von Belüftern und von Rührwerken bzw. Pumpen, man betrachtet daher meist den gesamten Stromverbrauch einer Abwasserreinigungsanlage. Für eine detaillierte Auswertung sollten aber die relevantesten einzelnen Stromverbraucher in der ARA separat erfasst und analysiert werden.
Im Allgemeinen lassen sich die wichtigsten Ansatzpunkte zur Stromeinsparung wie folgt zusammenfassen:
- Anordnung, Bemessung und regelmäßige Wartung von Belüfterelementen
- Energieeffiziente Regelung der Belüftung (z.B. bedarfsgerechte Sauerstoff-Sollwerte)
- Einsatz von Pumpenlaufrädern mit hohem Wirkungsgrad und deren regelmäßige Wartung
- Vermeidung von örtlichen Druckverlusten
- Strömungstechnisch und energetisch optimierte Rührwerke
Diese lassen sich nach [Haberkern 2008] noch weiter aufschlüsseln (vgl. Abbildung 21). In diesem für kommunale Kläranlagen entworfenen Schema ist vor allem die linke Spalte für Anlagen in der Papierindustrie relevant, Faulgaserzeugung aus Klärschlamm (mittlere Spalte) und der damit verbundene Wärmebedarf (rechte Spalte) spielen keine Rolle.
Abbildung 21: Ansatzpunkte zur Energieoptimierung (nach [Haberkern 2008] überarbeitet) +/++/+++ zeigen qualitative Gewichtung // in Rot: nicht relevant für Papierindustrie
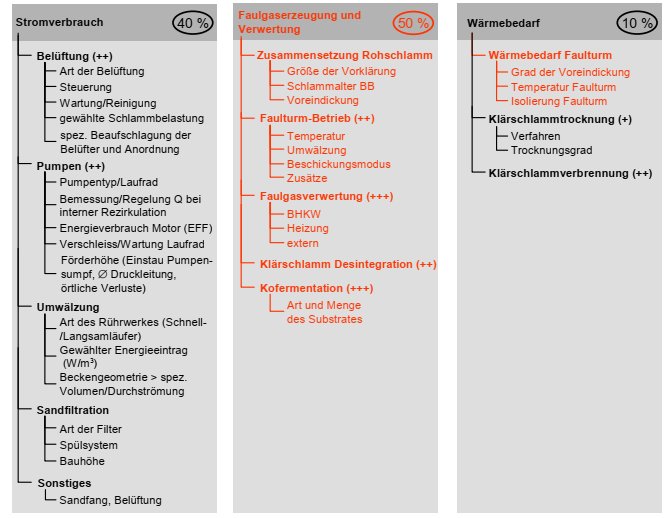
Gemäß [Möbius 2017] haben die Systeme zum Lufteintrag zwar unterschiedliche theoretische Leistungen, sind aber in der Praxis gleich wirksam, sofern sie im richtigen Tiefenbereich (siehe Tabelle 9) eingesetzt werden. Bezogen auf die eliminierte BSB5-Fracht liegt der Energiebedarf bei 0,6 -- 3 kWh/kg BSBeliminiert, bei guter Auslegung < 1 kWh/kg BSBeliminiert.
Tabelle 9: Belüftertypen und Beckentiefen nach [Möbius 2017]
| Belüftertyp | empfohlene Beckentiefe [m] |
| Oberflächenbelüfter (Kreisel, Walzen) | 2 -- 4 |
| Tauchbelüfter | 4 -- 6 |
| Injektor | 5 -- 30 |
| Druckbelüftung grobblasig | 7 -- 14 |
| Druckbelüftung feinblasig | 4 -- 8 |
Analog zur Beurteilung der Energieeffizienz des Herstellungsprozesses (s. Kap. 9.1) können bei der Abwasserreinigung ebenfalls produktionsbezogene Kennwerte herangezogen werden. Üblich ist aber auch der Bezug auf die behandelte Abwassermenge oder auf die eliminierte organische Fracht, ausgedrückt als BSB oder CSB und zukünftig als TOC:
Die Werte sind anzugeben als Jahresmittelwert und als Monatswert (dort Minimal, Mittelwert, Maximalwert); ggf. sind stichpunktartig erläuternde Angaben zu machen, die das Verständnis erleichtern.
Hinzu kommt bei Anaerobverfahren: Erzeugte Biogasmenge als spezifische Methanrate in m3 CH4/kg CSBeliminiert oder TOCeliminiert, Energiegehalt des Biogases als oberer Heizwert des Biogases in MJ/m3 und kWh/m3, Spezifischer Energiegewinn des Anaerobreaktors: kWhgesamt/kg CSBeliminiert oder TOCeliminiert Biogasreinigung ist Teil des Systems.
Kennzahlen für die Nutzung des Biogases sind:
kWhthermisch/ pro kg TOCeliminiert und kWhelektrisch / kg TOCeliminiert.
Tabelle 10 vermittelt einen Eindruck über typische spezifische Stromverbräuche in verschiedenen Abwasserreinigungsanlagen bei der Herstellung von Zeitungsdruck- (ZDP) und von Verpackungspapieren (VP). Alle in Tabelle 10 angeführten ZDP-Fabriken betreiben mehrstufige aerobe Reinigungsanlagen, darunter sind ein Werk mit anaerober Reinigungsstufe und zwei Werke mit weitergehenden Verfahren (Sandfilter/Flotation bzw. Ozon + Biofilter). Alle VP-Werke betreiben einen Anaerobreaktor als erste biologische Reinigungsstufe. Die Werte aus Möbius 2017 basieren auf Modellbetrachtungen, Details sind der Seite 235 ff. in [Möbius 2017] zu entnehmen.
Lässt man zunächst einmal den spezifischen Energiegewinn durch die anaerobe Reinigung in den VP-Werken außer Acht, so liegen diese Werke im spezifischen Energieeinsatz bezogen auf die eliminierte organische Fracht deutlich niedriger als ZDP-Standorte. Bezogen auf die Abwassermenge resultieren aber spezifische Kennwerte in ähnlicher Größenordnung, mitunter sogar deutlich höher. Unter Berücksichtigung der Biogasverwertung allerdings resultiert ein Energieüberschuss. Vor diesem Hintergrund haben sich anaerobe Reinigungsstufen zwischenzeitlich auch in ZDP-Fabriken mehr und mehr durchgesetzt.
Tabelle 10: Beispielhafte spezifische Energiekennwerte von Abwasserreinigungsanlagen in Papierfabriken zur Herstellung von Zeitungsdruck- und Verpackungspapier
| Energieeinsatz | Zeitungsdruckpapier | Verpackungspapier | |||||||||
| kWh/kg BSBeliminiert1 | 1,00 ... 1,50 | 0,39... 1,19 | |||||||||
| kWh/kg BSBeliminiert2 | 0,58 | 0,41 | 0,96 | 1,13 | 0,89 | 0,50 | - | 0,24 | 0,20 | 0,30 | 0,19 |
| kWh/kg CSBeliminiert | 1,28 | 0,91 | 2,14 | 2,52 | 1,98 | 0,92 | - | 0,43 | 0,37 | 0,54 | 0,35 |
| spez.
Energiegewinn kWh/kg CSBeliminiert | - | - | - | - | - | 4,8 | 2,9 | 2,6 | 4,1 | 2,5 | 4,6 |
| kWh/m3 Abwasser1 | 0,50 ... 0,75 | 0,51 ... 1,55 | |||||||||
| kWh/m3 Abwasser | 1,45 | 1,51 | 1,91 | 2,09 | 3,56 | 2,71 | - | 4,42 | 3,07 | 2,33 | 0,70 |
| kWh/tBrutto | 13,8 | 12,5 | 24,5 | 39,2 | 34,7 | 12,7 | - | 6,6 | 7,7 | 11,2 | 3,5 |
aus [Möbius 2017]; 2) "kWh/kg BSBeliminiert" berechnet aus BSB:CSBZDP = 0,45; BSB:CSBVP = 0,55; bearbeitete Daten aus [Demel et al. 2003 und Demel und Hamm 2004]
Ziel einer Prozessoptimierung ist immer die Kostensenkung als Ganzes und das bei gleichbleibender oder verbesserter Reinigungsleistung, Betriebsstabilität etc. Über die Energieeffizienz hinaus dürfen deshalb die anderen Kostenarten wie Chemikalien, Personal sowie Wartung/Instandhaltung nicht außer Acht gelassen werden. Tabelle 11 verdeutlicht, dass sich durch eine Energieeffizienzsteigerung rund ein Drittel der Betriebskosten beeinflussen lassen. Darüber hinaus spielt natürlich der Energiepreis selbst eine wichtige Rolle. Dieser lag bei den in den Jahren 2002/2003 untersuchten Werken im Bereich von 2,6 - 6,1 Euro Ct/kWh.
Tabelle 11: Zusammensetzung der Betriebskosten (ohne Abschreibung und ohne Abwasserabgabe)
| Kostenanteile [%] | Zeitungsdruckpapier | Verpackungspapier | |||||||||
| Chemikalien | 20 | 13 | 6 | 10 | 38 | 28 | 16 | 19 | 23 | 23 | 21 |
| Energie | 30 | 35 | 38 | 56 | 33 | 24 | 35 | 14 | 37 | 23 | 13 |
| Personal | 20 | 20 | 15 | 19 | 18 | 19 | 22 | 20 | 13 | 12 | 26 |
| Wartung | 30 | 33 | 41 | 15 | 11 | 28 | 27 | 47 | 27 | 42 | 40 |
aus [Demel 2003 et al. und Demel und Hamm 2004].
Voraussetzung für die dauerhafte energetische Optimierung der Anlage ist die Schaffung von Transparenz, d.h. Überwachung der größten Stromverbraucher (Gebläsestationen und Pumpwerke) durch Stromzähler und Messung des Druckverlustes der Belüftungseinrichtungen mit Manometern. Durch diese Maßnahme können auch sich anbahnende Betriebsstörungen frühzeitig erkannt werden (Verstopfung von Pumpen, Ausfall der Belüftung).
Die Erfassung des Energieverbrauchs der genannten Großverbraucher sollte im Rahmen der betrieblichen Eigenkontrolle erfolgen.
9 Übergangsregelungen und Fristen
Nach § 57 Abs. 4 Nr. 2 WHG ist innerhalb von vier Jahren nach Veröffentlichung von BVT-Schlussfolgerungen zur Haupttätigkeit sicherzustellen, dass die betreffenden Einleitungen oder Anlagen die Emissionsgrenzwerte der Rechtsverordnung einhalten; dabei gelten die Emissionsgrenzwerte als im Einleitungsbescheid festgesetzt, soweit der Bescheid nicht weitergehende Anforderungen im Einzelfall festlegt. Für den Bereich der Papierindustrie bedeutet dies, dass die im Anhang 28 unter Teil B Absatz 1 Nummer 1 und Nummer 5 bis 9 sowie Absatz 5, Teil C Absatz 8, Teil D Absatz 4 und Teil H genannten Anforderungen spätestens ab dem 1. Oktober 2018 einzuhalten sind.
10 Hinweise zur Fortschreibung
Die BREF-Dokumente bzw. die BVT-Schlussfolgerungen werden fortgeschrieben, wenn erkennbar ist, dass sich der Stand der Technik geändert hat oder die Überwachungsergebnisse eine Anpassung rechtfertigen. Im Zuge der Änderungen der Vorgaben der Europäischen Union sind dann auch die nationalen Regelungen, wie z.B. der Anhang 28, entsprechend anzupassen.
11 Literatur
Bobeck B. und Hamm U., Grundlegende Untersuchungen zur Vermeidung von Betriebsproblemen bei der thermophilen anaeroben Behandlung von Kreislaufwässern der Papierindustrie, AiF- Forschungsvorhaben Nr. 13415 N, PMV, TU-Darmstadt, Dezember 2004
Caspary H.J., Risikoquantifizierung bei der Festlegung der Überwachungswerte nach dem Abwasserabgabengesetz, Korrespondenz Abwasser 46, (1999), Nr. 11, S. 1720 - 1729
Caspary H.J. und A. Bardossy (1989), Einfluß der Festsetzungsarten "arithmetisches Mittel" und "4-von-5 Regelung" auf die Höhe der Abwasserabgabe, Korrespondenz Abwasser 36, (1989), Nr. 7, S. 766 - 775
Demel I., Schmid F., Bobek B., Hamm U., Benchmarking von Abwasserreinigungsanlagen - Prozess vergleich und Effizienzsteigerung, Das Papier -, 39 - 44 (2003) Nr. 1
Demel I., Hamm U. Benchmarking bei Abwasserreinigungsanlagen, Das Papier -, 43 - 48 (2004) Nr. 10
Efinger D., Der R2S-Reaktor - Funktion und erste Erfahrungen; IN: PTS-Seminar "Betrieb biologischer Abwasserreinigungsanlagen - Anaerobtechnologie und Betrieb von Anaerobanlagen", 13. - 14.10.2008, PTS München, PTS-Manuskript AR 819, G. Weinberger, H.-J. Öller (Hrsg).
Geller A., Sangl R. und H. L. Baumgarten, Technologie des Wassergebrauchs in Papierfabriken; IN: PTS-Manuskript PTS-MS 07/93, PTS-Verlag, München 1993
Haberkern B., Maier W., Schneider U. Steigerung der Energieeffizienz auf kommunalen Kläranlagen, Forschungsbericht 205 26.307 UBA-FB 001075, Umweltbundesamt (Hrsgb.), März 2008, 226 S.
Heijnsbergen, E. van, Schalk, J.A.C., Euser, S.M., Brandsema, P.S., Boer, J.W. den, Roda Husman, A.M. de (2015): Confirmed and Potential Sources of Legionella Reviewed. Environmental Science & Technolgy 49 (8), pp. 4797-4815
Helble A. u. Möbius C.H., Kreislaufeinengung und -schließung mit Hilfe interner und externer Verfahren zur weitergehenden Abwasserbehandlung, Das Papier 54, 206-218 (2000), Nr.12
Irmer U., Duffek A., Hoffmann A., Larws D., Mohaupt V., Schudoma D., Walter A.-B., Wellmitz J: Die neue Oberflächengewässerverordnung (OGewV), KA Korrespondenz Abwasser, Abfall (58) Nr. 12 (Recht 1145-1154) 2011
Jung H., Kappen J., Hesse A. und Götz B., Wasser- und Abwassersituation in der deutschen Papier- und Zellstoffindustrie - Ergebnisse der Wasserumfrage 2010, Wochenblatt für Papierfabrikation, 737 - 739, Nr. 9 (2011)
Jung H., Kappen J., Hesse A. und Götz B., Aufkommen und Verbleib der Rückstände aus der deutschen Papier- und Zellstoffindustrie - Ergebnisse der Rückstandsumfrage 2010, Wochenblatt für Papierfabrikation, 869 - 871, Nr. 11 (2011)
Kuhn C., Vergleich der Anaerob-Systeme IC, Biobed und UASB; IN: PTS-Seminar "Betrieb biologischer Abwasserreinigungsanlagen - Anaerobtechnologie und Betrieb von Anaerobanlagen", 13. - 14.10.2008, PTS München, PTS-Manuskript AR 819, G. Weinberger, H.-J. Öller (Hrsg).
Maisa, A., Brockmann, A., Renken, F., Lück, C., Pleischl, S., Exner, M., Daniels-Haardt, I., Jurke, A. (2015): Epidemiological investigation and casecontrol study: a Legionnaires' disease outbreak associated with cooling towers in Warstein, Germany, August-September 2013. Eurosurveillance Vol. 20, Issue 46, 19 November 2015
Ministerium für Umwelt und Verkehr Baden-Württemberg, Phase III: Substitutions- und Minderungspotentiale. Ecotec-Studie, Juni 2003
MKULNV (Hrsg.) 2015: Bericht der Expertenkommission Legionellen. Im Auftrag des Ministeriums für Klimaschutz, Umwelt, Landwirtschaft, Natur- und Verbraucherschutz des Landes Nordrhein-Westfalen. April 2014 bis April 2015. Stand 22.05.2015
C.H. Möbius, Abwasser der Papier- und Zellstoffindustrie, 5. Auflage, Dezember 2017, Quelle: http://www.cm-consult.de, Datei AbwasserCM_500.pdf
Schmidt Th., Demel I. u. Lange S., Weitergehende Abwasserreinigung von Papierfabriksabwässern mit Ozon: Konzeption und erste Betriebserfahrungen
Das Papier 55, 45-49 (2001), Nr. 2
Scholz R.W., Popp M., May T.W. u. Nothbaum N., Risikoberechnungen zur Abwasserabgabe Ber. der ATV 43, (1994), S. 45 - 59
Vogt M., Blum O., Kirschbaum S., Meyer B., Meyer J., Schubert A., Branchenleitfaden für die Papierindustrie, München, Duisburg, Aachen: Papiertechnische Stiftung, Institut für Energie- und Umwelttechnik e.V., RWTH Aachen, EUtech Energie & Management GmbH 2008
Zellcheming Technical Committee "Chemical Additives (CHAD), Chemical Additives for the Production of Pulp & Paper, Deutscher Fachverlag, Frankfurt am Main 2008, ISBN 978-386641-120-3
Zippel F., Wasserhaushalt von Papierfabriken, Dt. Fachverlag., Frankfurt am Main, 1999, ISBN 3-87150-619-2
N. N., Abwasserrecht, Verlag Bundesanzeiger, 3. Aufl. 2003, ISBN 3-89817-285-6
N. N., AltpapierListe der europäischen (CEPI/B.I.R.) Standardsorten und ihre Qualitäten, EN
N. N., BREF Pulp and Paper: Integrated Pollution Prevention and Control (IPPC), Reference Document on Best Available Techniques in the Pulp and Paper Industry; December 2001, Seville/Spain, http://eippcb.jrc.es/reference/pp.html
N.N., Merkblatt DWA-M 731, Abwasser und Abfälle aus der Papierherstellung, DWA Deutsche Vereinigung für Wasserwirtschaft, Abwasser und Abfall e.V., Hennef, August 2011
N. N., Empfehlung XXXVI. Papiere, Kartons und Pappen für den Lebensmittelkontakt, Stand vom 01.09.2017, Bundesinstitut für Risikobewertung, www.bfr.bund.de
N. N., Merkblatt ATV-DVWK-M 364, Behandlung, Verwertung und Beseitigung produktionsspezifischer Abfälle aus der Papierherstellung, GFA - Gesellschaft zur Förderung der Abwassertechnik, Hennef, September 2001, ISBN 3-935669-26-7
N. N. Papier 2017 - Ein Leistungsbericht, Verband Deutscher Papierfabriken e. V. (Hrsgb.), März 2017
N. N.,Tetrasodium ethylenediaminetetraacetate(Na4EDTA) - Strategy for Limiting Risks Environment: 2004,http://echa.europa.eu/documents/10162/415c121b-12cd-40a2-bd56-812c57c303ce
12 Erarbeitung der Grundlagen
Die Grundlagen für den Anhang 28 wurden in einer gemeinsamen Arbeitsgruppe von Behörden- und Industrievertretern unter der Leitung von Herrn Suhr und Frau Reichart (beide Umweltbundesamt) sowie Herrn Rörig (Bayerisches Landesamt für Umwelt) erarbeitet.
_____
1) Richtlinie 2008/1/EG des Europäischen Parlaments und des Rates über die integrierte Vermeidung
2) Richtlinie zur Behandlung von kommunalem Abwasser (91/271EWG)
3) http://www.dguv.de/ifa/gestis/gestis-stoffdatenbank/index.jsp
4) Peché et. al (bifa Umweltinstitut, Augsburg in Zusammenarbeit mit der Forschungsstelle für Energiewirtschaft, München, der Papiertechnischen Stiftung, München und dem Verband Bayerischer Papierfabriken, München: Ökoeffizienzanalyse von Reststoffströmen in der Papierindustrie): Ist-Zustand und Optimierungsansätze, Augsburg, 11.2007, gefördert vom Bayerischen Staatsministerium für Umwelt, Gesundheit und Verbraucherschutz und dem Verband Bayerischer Papierfabriken (zu beziehen bei: www.bifa.de => Publikationen => bifa-Texte => bifa-Text Nr. 39).
 | ENDE | |
...
X
⍂
↑
↓