

| |
zurück | |
Tabelle a 2-4: Kennwerte der Schlagenergie und der seitlichen Breitung im Kerbschlagbiegeversuch an Querproben
| Stahlsorte | Nenndicke s in mm |
Wertart1 | Schlagenergie bei der Temperatur in °C mindestens |
Seitliche Breitung in mm bei der Temperatur in °C mindestens |
||||||||
| - 20 | 0 | + 5 | +20 | +33 | Hochlage2 | - 20 | 5 | + 33 | Hochlage2 | |||
| 15 MnNi 6 3 | s ≤ 150 | MW | 80 | 110 | 130 | 130 | 130 | 130 | ||||
| EW | 68 | 90 | 100 | 100 | 100 | 100 | 0,9 | 1,3 | 1,3 | 1,3 | ||
| 150 < s ≤ 350 | MW | 70 | 90 | 110 | 130 | 130 | 130 | |||||
| EW | 56 | 72 | 88 | 100 | 100 | 100 | 0,9 | 1,3 | 1,3 | 1,3 | ||
| 20 MnMoNi 5 5 | s ≤ 1000 | MW | 41 | |||||||||
| EW | 34 | 683 | 100 | 0,93 | 1,3 | |||||||
| 15 NiCuMoNb 5 S | s ≤ 400 | MW | 60 | 80 | 95 | |||||||
| EW | 42 | 56 | 66 | 683 | 100 | 0,93 | 1,3 | |||||
| C 22.8 S | s ≤ 500 | MW | 41 | 49 | ||||||||
| EW | 34 | 42 | 683 | 100 | 0,93 | 1,3 | ||||||
| WStE 355 S | s ≤ 400 | MW | 41 | |||||||||
| EW | 34 | 683 | 100 | 0,93 | 1,3 | |||||||
| 1) MW : Mittelwert aus 3 Proben, EW Einzelwert.
2) Die Prüfung erfolgt im Allgemeinen bei 80 °C. Die Prüfung darf entfallen, wenn die Erfüllung der Forderungen bereits bei einer tieferen Temperatur nachgewiesen wurde. 3) Auf Vereinbarung in der Bestellung gilt diese Forderung auch bei tieferer Temperaturen, jedoch nicht tiefer als 0 °C. |
||||||||||||
Tabelle a 2-5: Angaben zur Wärmebehandlung
| Stahlsorte | Normalglühen
°C |
Temperaturbereich für | ||
| Vergüten | Spannungsarmglühen3
°C |
|||
| Austenitisieren
°C |
Anlassen
°C |
|||
| 15 MnNi 6 3 | 880 bis 9601 | 530 bis 580 | ||
| 20 MnMoNi 5 5 5 | 870 bis 9402 | 630 bis 680 | 580 bis 620 | |
| 15 NiCuMoNb 5 S | 900 bis 9801 | 640 bis 670 | 580 bis 620 | |
| 880 bis 9304 | 640 bis 6904 | 580 bis 620 | ||
| C 22.8 S | 880 bis 9201 | 870 bis 9102 | 640 bis 660 | 530 bis 600 |
| WStE 355 S | 880 bis 9201 | 880 bis 9404 | 610 bis 680 | 530 bis 580 |
| 1) Nach Erreichen der Temperatur über den gesamten Querschnitt Abkühlen an ruhender Luft.
2) Abkühlung in Wasser. 3) Bei mehrfachen Spannungsarmglühungen gilt die angegebene Temperaturspanne für die letzte Spannungsarmglühung. Vorausgehende Spannungsarmglühungen können bei 530 °C bis 570 °C durchgeführt werden. 4) Abkühlen in Öl oder Wasser. Diese Behandlung wird bei größeren Wärmebehandlungswanddicken angewendet, um die Mindesttemperatur von 640 °C für das Anlassen einhalten zu können. 5) Zweistufiges Vergüten ist nach Begutachtung durch den Sachverständigen zulässig. |
||||
Tabelle a 2-6: Angaben zum thermischen Trennen und zum Schweißen sowie Grenzwanddicken für das Spannungsarmglühen
| Stahlsorte | Nenndicke s in mm |
Thermisches Trennen Vorwärmtemperatur Tv in °C |
Schweißen1 | Grenzwanddicke für den Verzicht auf das Spannungsarmglühen nach denn Schweißen in mm |
||
| Vorwärmtemperatur TV und Zwischenlagentemperatur TZ in °C |
Haltetemperatur TH2 in °C |
Abkühl- zeit t8/5 in s |
||||
| 15 MnNi 6 3 | s ≤ 15 | RT ≤ Tv | RT ≤ T ≤ 150 | RT ≤ TH | 8 bis 25 | 385 |
| 15 < s ≤ 30 | RT ≤ TV | 80 ≤ T ≤ 180 | RT ≤ TH | |||
| 30 < s ≤ 50 | 100 ≤ TV | 100 ≤ T ≤ 2203 | 100 ≤ TH | |||
| 50 < 150 | 120 ≤ Tv | 120 ≤ T ≤ 2203 | 120 ≤ TH | |||
| 20 MnMoNi 5 5 | s > 15 | 150 ≤ TV ≤ 250 | 150 ≤ T ≤ 2503 | 150 ≤ TH ≤ 250 | 7 bis 25 | Spannungsarmglühen ist immer erforderlich |
| 120 ≤ TH ≤ 1804 | ||||||
| 15 NiCuMoNb 5 S | s ≤ 15 | RT ≤ Tv | 80 ≤ T ≤ 180 | RT ≤ TH | 10 bis 25 | Spannungsarmglühen ist immer erforderlich |
| 15 < s ≤ 30 | RT ≤ TV | 100 ≤ T ≤ 180 | 100 ≤ TH | |||
| 30 < s ≤ 50 | 100 ≤ TV | 120 ≤ T ≤ 220 | 120 ≤ TH | |||
| s > 50 | 120 ≤ Tv | 120 ≤ T ≤ 220 | ||||
| C 22.8 S | s ≤ 30 | RT ≤ Tv | 80 ≤ T ≤ 150 | RT ≤ TH | 8 bis 25 | 30 |
| 30 < s ≤ 50 | RT ≤ TV | 80 ≤ T ≤ 2003 | RT ≤ TH | |||
| s > 50 | 120 ≤ Tv | 120 ≤ T ≤ 2203 | 120 ≤ TH | |||
| WStE 355 S | s ≤ 15 | RT ≤ Tv | RT ≤ T ≤ 150 | RT ≤ TH | 8 bis 25 | 385 |
| 15 < s ≤ 30 | RT ≤ Tv | 80 ≤ T ≤ 180 | RT ≤ TH | |||
| 30 < s ≤ 50 | 100 ≤ TV | 100 ≤ T ≤ 2203 | 100 ≤ TH | |||
| s > 50 | 120 ≤ Tv | 120 ≤ T ≤ 2203 | 120 ≤ TH | |||
| 1) Wird durch Schweißversuche en sprechend KTA 3211.3 nachgewiesen, dass die für den Anwendungsfall geforderten Eigenschaften auch durch andere als die hier aufgeführten Bedingungen mit ausreichender Sicherheit erreicht werden, so können diese Bedingungen angewendet werden.
2) Definition siehe DIN EN ISO 13916. 3) Beim Schweißplattieren, höchstens 180 °C. 4) Das Bauteil ist aus der Schweißwärme einer Nachwärmung von mehr als 2 Stunden bei etwa 280 °C oder einer verzögerten Abkühlung zu unterziehen, sofern nicht aus der Schweißwärme unmittelbar die Spannungsarmglühbehandlung durchgeführt oder das Schutzgas-schweißverfahren angewendet werden. 5) Bei einfacher geometrischer Form und 100 % zerstörungsfreier Prüfung der Schweißnähte darf die Grenzwanddicke bis auf 50 mm angehoben werden, sofern nicht besondere Forderungen hinsichtlich des Wärmebehandlungszustandes gestellt werden. |
||||||
Tabelle a 2-7: Notwendigkeit des Nachweises der mechanischen Eigenschaften im simulierend spannungsarmgeglühten Zustand und Durchführung des simulierenden Spannungsarmglühens
| Stahlsorte | Nachweis erforderlich | Simulierendes Spannungsarmglühen | |
| Temperatur in °C | Haltedauer1 in min | ||
| 15 MnNi 6 3 | ja2 | 560 bis 580 | 900 |
| 20 MnMoNi 5 5 | 600 bis 620 | ||
| 15 NiCuMoNb 5 S | 600 bis 620 | ||
| C 22.8 S | 580 bis 600 | ||
| WStE 355 S | 560 bis 580 | ||
| 1) Diese Angaben gelten nur dann, wenn bei der Bestellung keine anderen Angaben gemacht worden sind.
2) zum Nachweis bei Erzeugnisformen aus dem Stahl 20 MnMoNi 5 5 siehe Abschnitt a 2.3.2 (5). |
|||
a 3 Ferritische Stähle der Werkstoffgruppe W I für nahtlose Rohre, nahtlose Rohrbogen und nahtlose Formstücke
a 3.1 Allgemeines
Der Abschnitt a 3 legt die Einzelheiten zur Herstellung, chemischen Zusammensetzung, zu den kennzeichnenden mechanisch-technologischen Eigenschaften und zur Wärmebehandlung sowie zur Weiterverarbeitung der Stahlsorten:
für nahtlose Rohre, nahtlose Rohrbogen und nahtlose Formstücke fest.
a 3.2 Herstellung der Werkstoffe und Lieferzustand
a 3.2.1 Herstellung
(1) Die Stähle sind nach dem Sauerstoffaufblas-Verfahren oder im Elektroofen zu erschmelzen. Bei Anwendung anderer Verfahren ist der Nachweis der Gleichwertigkeit zu erbringen.
(2) Die Stähle sind besonders beruhigt herzustellen.
a 3.2.2 Lieferzustand
(1) Der übliche Lieferzustand ist für die Stahlsorten:
| a) 15 MnNi 6 3 | normalgeglüht, |
| b) 20 MnMoNi 5 5 | flüssigkeitsvergütet, |
| c) 15 NiCuMoNb 5 S | normalgeglüht und angelassen (luftvergütet) oder flüssigkeitsvergütet. |
(2) Wenn die maßgebliche Wärmebehandlung im Zuge der Weiterverarbeitung durchgeführt wird, dürfen die normalgeglüht zu liefernden Rohre auch im Walzzustand, die vergütet zu liefernden auch normalgeglüht oder angelassen, in Sonderfällen auch im Walzzustand ausgeliefert werden.
a 3.3 Werkstoffkennwerte
a 3.3.1 Chemische Zusammensetzung
Für die chemische Zusammensetzung nach der Schmelzen- und Stückanalyse gelten die in Tabelle a 3-1 festgelegten Werte.
a 3.3.2 Mechanisch-technologische Eigenschaften
(1) Die Kennwerte der mechanisch-technologischen Eigenschaften im Zugversuch bei Raumtemperatur sind in Tabelle a 3-2 festgelegt.
(2) Die Kennwerte der mechanisch-technologischen Eigenschaften im Zugversuch bei erhöhten Temperaturen sind in Tabelle a 3-3 festgelegt. Die Prüftemperatur für die Durchführung des Zugversuchs bei erhöhter Temperatur ist für die Stahlsorten wie folgt festgelegt:
(3) Die Kennwerte der Schlagenergie und der seitlichen Breitung sind in Tabelle a 3-4 festgelegt.
(4) Die Angaben für die Schlagenergie in J und die seitliche Breitung in mm gelten für Normproben mit einer Probenbreite von 10 mm.
(5) Der Nachweis der mechanisch-technologischen Eigenschaften hat an simulierend spannungsarmgeglühten Proben zu erfolgen (siehe Tabelle a 3-5). Bei Erzeugnisformen aus denn Stahl 20 MnMoNi 5 5 mit zu verschweißenden Nenndicken bis einschließlich 50 mm darf der Nachweis der mechanisch-technologischen Eigenschaften im Lieferzustand erfolgen.
a 3.3.3 Korngröße
(1) Die Ferritkorngröße muss mindestens folgende Korngrößen-Kennzahl nach DIN EN ISO 643 haben:
(2) Bei Stählen mit Anteilen an bainitischem Gefüge gelten die Forderungen nur für die Gefügeanteile an polygonalem Ferrit.
a 3.3.4 Physikalische Eigenschaften
Anhaltswerte für die physikalischen Eigenschaften sind dem Anhang AP zu entnehmen.
a 3.4 Angaben zur Wärmebehandlung
Anhaltswerte zum Wärmebehandeln sind in Tabelle a 3-6 angegeben.
a 3.5 Umformen
a 3.5.1 Warmumformen
Hinweis:Unter Warmumformen wird das Umformen bei Temperaturen oberhalb der höchsten für das Spannungsarmglühen zulässigen Temperatur verstanden, auch wenn die Erzeugnisformen nur örtlich im Bereich der Umformung auf die entsprechenden Temperaturen gebracht werden. Der Begriff Warmumformen schließt auch Anpass- und Richtarbeiten bei den entsprechenden Temperaturen ein.
(1) Zum Warmumformen sind die Rohre auf mindestens 750 °C, jedoch nicht über 1.050 °C zu erwärmen. Zum Warmumformen sind die Rohre aus dem Stahl 15 MnNi 6 3 auf mindestens 750 °C, jedoch nicht über 1.100 °C zu erwärmen. Schmieden und Stauchen wird dabei im oberen Gebiet des Temperaturbereichs bei 1.100 °C bis 900 °C durchgeführt. Warmbiegen von Rohren und ähnliche Umformarbeiten sollen im unteren Gebiet des Temperaturbereichs vorgenommen werden. Eine Kornvergröberung durch Überzeiten oder durch Überhitzen ist zu vermeiden.
(2) Nach dem Warmumformen sind die Erzeugnisformen im Ganzen erneut nach den Angaben in Tabelle a 3-5 wärmezubehandeln.
(3) Wird von den Festlegungen (1) und (2) abgewichen, z.B. bei Umformen mit örtlichem Anwärmen ohne nachfolgende Wärmebehandlung der ganzen Erzeugnisform, ist der Nachweis der Gleichwertigkeit zu erbringen.
(4) Die Temperaturführung ist zu überwachen.
a 3.5.2 Kaltumformen und Kaltbiegen
Hinweis:Unter Kaltumformen und Kaltbiegen wird das Umformen bei Raumtemperatur oder mit Erwärmen bis zur höchsten für das Spannungsarmglühen zulässigen Temperatur verstanden.
(1) Nach Kaltumformen mit Umformgraden kleiner als oder gleich 2 % ist keine Wärmebehandlung erforderlich.
(2) Nach Umformen mit Kaltumformgraden zwischen 2 % und kleiner als oder gleich 5 % ist ein Spannungsarmglühen notwendig.
(3) Nach Kaltumformen mit Umformgraden größer als 5 % muss die maßgebliche Wärmebehandlung durchgeführt werden.
(4) Bei abweichendem Vorgehen ist der Nachweis der Gleichwertigkeit zu erbringen.
(5) Bei Kaltbiegungen darf auf eine Wärmebehandlung nach dem Kaltbiegen verzichtet werden, wenn der entsprechende Nachweis erbracht wurde. Im Bereich der Kaltbiegungen sind Anschweißungen und Richtarbeiten nicht zugelassen.
Hinweis:Unter Kaltbiegungen werden Maschinenkaltbiegungen von Rohren mit DN 150 und mit Biegeradien Rm > 2,5 · Da verstanden.
a 3.6 Thermisches Trennen und Schweißen
a 3.6.1 Thermisches Trennen
Für das thermische Trennen ist SEW 088 zu berücksichtigen. Empfohlene Vorwärmtemperaturen sind in Tabelle a 3-7 angegeben.
a 3.6.2 Schweißen
(1) Die Anwendung folgender Schweißverfahren gilt als begutachtet:
(2) Die überprüften Arbeitsbereiche für das Schweißen sind in Tabelle a 3-7 angegeben. Andere Arbeitsbereiche für das Schweißen sind zulässig, wenn dafür Verfahrensprüfungen nach KTA 3211.3 durchgeführt wurden.
(3) Die Festlegungen für das Schweißen in SEW 088 sind zu beachten. Es sind basisch umhüllte Stabelektroden oder Schweißpulver mit basischer Charakteristik zu bevorzugen. Darüber hinaus sind für Stähle mit Rp0,2BT gleich oder größer als 370 N/mm2 Schweißzusätze mit folgendem Gehalt an diffusiblem Wasserstoff vorzusehen:
(4) In Abhängigkeit von der Nenndicke und der Geometrie der Bauteile ist nach dem Schweißen ein Spannungsarmglühen erforderlich. Die Nenndicken, bei denen auf ein Spannungsarmglühen verzichtet werden kann, sind in Tabelle a 3-7 angegeben.
(5) Die zerstörungsfreien Prüfungen nach dem Schweißen sind frühestens 48 Stunden nach Beendigung der Schweißarbeiten durchzuführen. Die Wartezeit darf entfallen, wenn es sich um Schweißnähte handelt, die spannungsarm- oder wasserstoffarmgeglüht, oder einer verzögerten Abkühlung unterzogen, oder unter Schutzgas geschweißt wurden.
Tabelle a 3-1: Chemische Zusammensetzung der Stahlsorten nach der Schmelzen- und Stückanalyse
| Stahlsorte | Nachweis an | Grenzwert | Massenanteile in %1, 2 | |||||||||||||||
| C | Si | Mn | P | S | Alges | N | As | Cu | Cr | Mo | Nb | Ni | Sn | Ti | V | |||
| 15 MnNi 6 3 | Schmelze | min. | 0,12 | 0,15 | 1,20 | 0,020 | 0,50 | |||||||||||
| max. | 0,18 | 0,35 | 1,65 | 0,015 | 0,005 | 0,055 | 0,015 | 0,015 | 0,06 | 0,15 | 0,05 | 0,004 | 0,85 | 0,010 | 0,020 | 0,020 | ||
| Stück | min. | 0,10 | 0,15 | 1,15 | 0,015 | 0,50 | ||||||||||||
| max. | 0,20 | 0,37 | 1,70 | 0,017 | 0,007 | 0,065 | 0,016 | 0,016 | 0,07 | 0,20 | 0,05 | 0,004 | 0,90 | 0,013 | 0,020 | 0,020 | ||
| 20 MnMoNi 5 5 | Schmelze | min. | 0,174 | 0,15 | 1,20 | 0,010 | 0,40 | 0,50 | ||||||||||
| max. | 0,23 | 0,30 | 1,50 | 0,012 | 0,008 | 0,040 | 0,013 | 0,025 | 0,12 | 0,20 | 0,55 | 0,80 | 0,011 | 0,020 | ||||
| Stück | min. | 0,154 | 0,10 | 1,15 | 0,010 | 0,40 | 0,45 | |||||||||||
| max. | 0,25 | 0,35 | 1,55 | 0,0123 | 0,0123 | 0,050 | 0,0133 | 0,025 | 0,123 | 0,20 | 0,553 | 0,85 | 0,0113 | 0,020 | ||||
| 15 NiCuMoNb 5 S | Schmelze | min. | 0,10 | 0,25 | 0,80 | 0,015 | 0,50 | 0,25 | 0,015 | 1,00 | ||||||||
| max. | 0,17 | 0,50 | 1,20 | 0,016 | 0,005 | 0,035 | 0,020 | 0,80 | 0,30 | 0,40 | 0,025 | 1,30 | 0,020 | |||||
| Stück | min. | 0,08 | 0,21 | 0,75 | 0,010 | 0,45 | 0,20 | 0,010 | 0,95 | |||||||||
| max. | 0,19 | 0,54 | 1,25 | 0,020 | 0,006 | 0,040 | 0,022 | 0,85 | 0,35 | 0,45 | 0,030 | 1,35 | 0,020 | |||||
| 1) Die aus den Tabellenwerten abzuleitenden Unterschiede zwischen der chemischen Zusammensetzung nach der Schmelzen- und der Stückanalyse sind zum Teil kleiner als sie aufgrund der metallurgischen Zusammenhänge erwartet werden. Der Grund liegt darin, dass hier die Grenzwerte für die chemische Zusammensetzung nach der Stückanalyse nur auf den bei der Begutachtung erfassten Schmelzen beruhen. Daher werden die Werte nach Vorliegen weiterer Unterlagen überprüft.
2) Falls die angegebenen Grenzgehalte nach der Schmelzenanalyse überschritten werden, sind die Grenzgehalte nach der Stückanalyse maßgebend. 3) Werden diese Werte überschritten und Gehalte in den Stückanalysen bis zu P ≤ 0,015 %, S ≤ 0,015 %, Mo ≤ 0,63 %, Cu ≤ 0,18 %, Sn ≤ 0,016 % und Nges ≤ 0,015 % in Anspruch genommen, so hat der Sachverständige bis auf weiteres zu prüfen, ob Schweißsimulationsversuche und gegebenenfalls Tangentialschliffuntersuchungen notwendig sind. Ist im Rahmen der Weiterverarbeitung eine Zwischenglühung bei 550 °C vorgesehen, so ist die Zulässigkeit dieser Glühtemperatur im Rahmen der vorgenannten Versuche oder Untersuchungen nachzuweisen. Prüfumfang und -durchführung sind mit dem Sachverständigen zu vereinbaren. Die Prüfungen können entfallen, wenn dies im Werkstoffgutachten festgelegt ist. 4) Bei Vergütungswanddicken kleiner gleich 30 mm sind C-Gehalte der Schmelzenanalyse von größer gleich 0,14 % bis kleiner gleich 0,18 % und der Stückanalyse von größer oder gleich 0,12 % bis kleiner oder gleich 0,20 % zulässig. |
||||||||||||||||||
Tabelle a 3-2: Kennwerte der mechanisch-technologischen Eigenschaften im Zugversuch bei Raumtemperatur
| Stahlsorte | Wärmebehandlungswanddicke in mm |
Zugfestigkeit Rm in N/mm2 |
Streckgrenze ReH in N/mm2 1 mindestens |
Probenrichtung | Bruchdehnung a in % mindestens |
Brucheinschnürung Z in % mindestens | |
| Einzelwert | Mittelwert | ||||||
| 15 MnNi 6 3 | ≤ 70 | 490 bis 610 | 330 | längs | 24 | 45 | - |
| quer | 22 | 45 | - | ||||
| > 70 ≤ 130 |
470 bis 590 | 310 | quer | 22 | 45 | - | |
| längs | 24 | 45 | - | ||||
| senkrecht | - | 35 | 45 | ||||
| 20 MnMoNi 5 5 | ≥ 15 ≤ 100 |
570 bis 710 | 430 | längs/quer | 19 | 45 | - |
| < 100 ≤ 200 |
560 bis 700 | 390 | längs/quer | 19 | 45 | ||
| senkrecht | - | 35 | 45 | ||||
| 15 NiCuMoNb 5 S | ≤ 60 | 610 bis 760 | 440 | längs | 19 | - | - |
| quer | 17 | - | - | ||||
| senkrecht | - | 25 | 35 | ||||
| 1) wenn die Streckgrenze nicht ausgeprägt ist, gelten die Werte für die 0,2 %-Dehngrenze. | |||||||
Tabelle a 3-3: Kennwerte der mechanisch-technologischen Eigenschaften im Zugversuch bei erhöhten Temperaturen
| Stahlsorte | Prüftemperatur in °C |
Zugfestigkeit Rm in N/mm2 mindestens |
0,2 %-Dehngrenze Rp0,2 in N/mm2 mindestens |
Bruchdehnung a in % mindestens (längs oder quer) |
||
| 15 MnNi 6 3 | für Wärmebehandlungswanddicken in mm | |||||
| ≤ 70 | > 70
≤ 130 |
≤ 70 | > 70
≤ 130 |
|||
| 100 | 420 | 400 | 285 | 260 | ||
| 145 | 415 | 375 | 275 | 240 | ||
| 200 | 400 | 375 | 245 | 220 | ||
| 250 | 400 | 375 | 220 | 200 | ||
| 300 | 400 | 375 | 210 | 190 | ||
| 350 | 390 | 375 | 190 | 170 | ||
| 20 MnMoNi 5 5 | für Wärmebehandlungswanddicken in mm | 16 | ||||
| ≥ 15
≤ 100 |
> 100
≤ 200 |
≥ 15
≤ 100 |
> 100
≤ 200 |
|||
| 100 | 530 | 530 | 412 | 370 | ||
| 200 | 513 | 510 | 392 | 360 | ||
| 300 | 513 | 510 | 371 | 350 | ||
| 350 | 513 | 510 | 363 | 343 | ||
| 375 | 505 | 505 | 358 | 330 | ||
| 400 | 500 | 500 | 353 | 320 | ||
| 15 NiCuMoNb 5 S | für Wärmebehandlungswanddicken in mm | |||||
| ≤ 60 | ≤ 60 | |||||
| 100 | 540 | 422 | ||||
| 150 | 530 | 412 | ||||
| 200 | 520 | 402 | ||||
| 250 | 520 | 392 | ||||
| 300 | 520 | 382 | ||||
| 350 | 510 | 373 | ||||
| 400 | 500 | 343 | ||||
Tabelle a 3-4: Kennwerte der Schlagenergie und der seitlichen Breitung im Kerbschlagbiegeversuch Querproben
| Stahlsorte | Nennwanddicke s in min |
Wertart1 | Schlagenergie in J bei der Temperatur in °C mindestens |
Seitliche Breitung in mm bei der Temperatur in °C mindestens |
||||||||
| -20 | 0 | +5 | +20 | +33 | Hochlage2 | -20 | +5 | +33 | Hochlage2 | |||
| 15 MnNi 6 3 | ≤ 130 | MW | 80 | 110 | 130 | 130 | 130 | 130 | ||||
| EW | 68 | 90 | 100 | 100 | 100 | 100 | 0,9 | 1,3 | 1,3 | 1,3 | ||
| 20 MnMoNi 5 5 | ≤ 200 | MW | 414 | |||||||||
| EW | 344 | 683 | 100 | 0,9 | 1,3 | |||||||
| 15 NiCuMoNb 5 S | ≤ 60 | MW | 60 | 80 | 95 | |||||||
| EW | 42 | 56 | 66 | 683 | 100 | 0,9 | 1,3 | |||||
| 1) MW : Mittelwert aus drei Proben; EW : Einzelwert.
2) Die Prüfung erfolgt im Allgemeinen bei 80 °C. Die Prüfung kann entfallen, wenn die Erfüllung der Forderungen bereits bei einer tieferen Temperatur nachgewiesen wurde. 3) Auf Vereinbarung in der Bestellung gilt diese Anforderung auch bei tieferen Temperaturen, jedoch nicht tiefer als 0 °C. 4) Bei Längsproben betragen die Mindestwerte 60 J für den Mittelwert und 51 J für den Einzelwert. |
||||||||||||
Tabelle a 3-5: Notwendigkeit des Nachweises der mechanischen Eigenschaften inn simulierend spannungsarmgeglühten Zustand und Durchführung des simulierenden Spannungsarmglühens
| Stahlsorte | Nachweis erforderlich | Simulierendes Spannungsarmglühen | |
| Temperatur in °C |
Haltedauer1 in min |
||
| 15 MnNi 6 3 | ja | 560 bis 580 | 900 |
| 20 MnMoNi 5 5 | ja | 600 bis 620 | 900 |
| 15 NiCuMoNb 5 S | ja | 600 bis 620 | 900 |
| 1) Diese Angaben gelten nur dann, wenn bei der Bestellung keine anderen Angaben gemacht worden sind. | |||
Tabelle a 3-6: Angaben zur Wärmebehandlung
| Stahlsorte | Normalglühen ° C |
Temperaturbereich für Vergüten | Spannungsarmglühen3 ° C |
|
| Austenitisieren ° C |
Anlassen ° C |
|||
| 15 MnNi 6 3 | 880 bis 9601 | 530 bis 580 | ||
| 20 MnMoNi 5 5 | 870 bis 9302 | 630 bis 690 | 580 bis 620 | |
| 15 NiCuMoNb 5 S | 900 bis 9801 | 640 bis 680 | 580 bis 620 | |
| 880 bis 9304 | 640 bis 6904 | 580 bis 620 | ||
| 1) Nach Erreichen der Temperatur über den gesamten Querschnitt Abkühlen an ruhender Luft.
2) Abkühlung in Wasser. 3) Bei mehrfachen Spannungsarmglühungen gilt die angegebene Temperaturspanne für die letzte Spannungsarmglühung. Vorausgehende Spannungsarmglühungen können bei 530 °C bis 570 °C durchgeführt werden. 4) Abkühlen in Öl oder Wasser. Diese Behandlung wird bei größeren Wärmebehandlungswanddicken angewendet, um die Mindesttemperatur von 640 °C für das Anlassen einhalten zu können. |
||||
Tabelle a 3-7: Angaben zum thermischen Trennen und zum Schweißen sowie Grenzwanddicken für das Spannungsarmglühen
| Stahlsorte | Nennwanddicke s in mm |
Thermisches Tennen Vorwärmtemperatur TV in °C |
Schweißen1 | Grenzwanddicke für den Verzicht auf Spannungsarmglühen nach dem Schweißen
in mm |
||
| Vorwärmtemperatur TV und Zwischenlagentemperatur TZ in °C |
Haltetemperatur2 TH in °C |
Abkühlzeit t8/5 in s |
||||
| 15 MnNi 6 3 | s ≤ 15 | RT ≤ TV | RT ≤ T ≤ 150 | RT ≤ TH | 8 bis 25 | 385 |
| 15 < s ≤ 30 | RT ≤ TV | 80 ≤ T ≤ 180 | RT ≤ TH | |||
| 30 < s ≤ 50 | 100 ≤ TV | 100 ≤ T ≤ 2203 | 100 ≤ TH | |||
| s > 50 | 120 ≤ TV | 120 ≤ T ≤ 2203 | 120 ≤ TH | |||
| 20 MnMoNi 5 5 | s ≥ 15 | 15 ≤ TV ≤ 250 | 150 ≤ T ≤ 2503 | 150 ≤ TH ≤ 2504 | 7 bis 25 | Spannungsarmglühen ist immer erforderlich |
| 120 ≤ TH ≤ 1806 | ||||||
| 15 NiCuMoNb 5 S | s ≤ 15 | RT ≤ TV | 80 ≤ T ≤ 150 | RT ≤ TH | 10 bis 30 | |
| 15 < s ≤ 30 | RT ≤ TV | 100 ≤ T ≤ 180 | 100 ≤ TH | |||
| 30 < s ≤ 50 | 100 ≤ TV | 120 ≤ T ≤ 2203 | 120 ≤ TH | |||
| S > 50 | 120 ≤ TV | 120 ≤ T ≤ 2203 | 120 ≤ TH | |||
| 1) Wird durch Schweißversuche entsprechend KTA 3211.3 nachgewiesen, dass die für den Anwendungsfallgeforderten Eigenschaften auch durch andere als die hier aufgeführten Bedingungen mit ausreichender Sicherheit erreicht werden, so können diese Bedingungen angewendet werden.
2) Definition siehe DIN EN ISO 13916. 3) Beim Schweißplattieren, höchstens 180 °C. 4) Das Bauteil ist aus der Schweißwärme einer Nachwärmung von mehr als 2 Stunden bei etwa 280 °C oder einer verzögerten Abkühlung zu unterziehen, sofern nicht aus der Schweißwärme unmittelbar die Spannungsarmglühung durchgeführt, oder das Schutzgasschweißverfahren angewendet wird. 5) Bei einfacher geometrischer Form und 100 % zerstörungsfreier Prüfung der Schweißnähte darf die Grenzwanddicke bis auf 50 mm angehoben werden, sofern nicht besondere Forderungen hinsichtlich des Wärmebehandlungszustandes gestellt werden. 6) Beim Schweißplattieren. |
||||||
a 4 Gussstücke für Gehäuse aus ferritischem Stahlguss der Werkstoffgruppe W I
a 4.1 Allgemeines
Der Abschnitt a 4 legt die Einzelheiten zur Herstellung, chemischen Zusammensetzung, zu den kennzeichnenden mechanisch-technologischen Eigenschaften und zur Wärmebehandlung sowie zur Weiterverarbeitung der Stahlgusssorte GS-C 25 S für Gehäuse fest.
Hinweis:Bei den folgenden Festlegungen handelt es sich um vorläufige Angaben, da die ergänzende Begutachtung der Stahlgusssorte GS-C 25 S hinsichtlich der Einhaltung der Forderungen, die über die an die Stahlgusssorte GP240GH (Werkstoffnummer 1.0619) nach DIN EN 10213 gestellten Anforderungen hinausgehen, nicht abgeschlossen wurde und eine Einzelbegutachtung vorzunehmen ist.
a 4.2 Herstellung der Stähle
Die Stähle sind nach dem Sauerstoffaufblas-Verfahren oder im Elektroofen zu erschmelzen. Bei Anwendung anderer Verfahren ist der Nachweis der Gleichwertigkeit zu erbringen.
a 4.3 Werkstoffkennwerte
a 4.3.1 Chemische Zusammensetzung
Für die chemische Zusammensetzung nach der Schmelzen- und Stückanalyse gelten die in Tabelle a 4-1 festgelegten Werte.
a 4.3.2 Mechanisch-technologische Eigenschaften
(1) Die Kennwerte der mechanisch-technologischen Eigenschaften im Zugversuch bei Raumtemperatur einschließlich der Mindestwerte der Bruchdehnung sind in Tabelle a 4-2 festgelegt.
(2) Die Kennwerte der mechanisch-technologischen Eigenschaften im Zugversuch bei erhöhten Temperaturen sind in Tabelle a 4-3 festgelegt. Der Nachweis ist nur dann erforderlich, wenn die Auslegungstemperatur bei der Stahlgusssorte GS-C 25 S größer als 100 °C ist, soweit im Gutachten des Sachverständigen nichts anderes festgelegt ist.
(3) Die Kennwerte der Schlagenergie sind in Tabelle a 4-4 festgelegt.
(4) Die Angaben für die Schlagenergie in J gelten für Normproben mit einer Probenbreite von 10 mm.
(5) Der Nachweis der mechanisch-technischen Eigenschaften ist gemäß Tabelle a 4-6 zu führen.
a 4.3.3 Physikalische Eigenschaften
Anhaltswerte für die physikalischen Eigenschaften sind dem Anhang AP zu entnehmen.
a 4.4 Angaben zur Wärmebehandlung
Anhaltswerte zum Wärmebehandeln sind in Tabelle a 4-5 angegeben.
Tabelle a 4-1: Chemische Zusammensetzung nach der Schmelzen- und der Stückanalyse
| Stahlsorte | Nachweis an | Grenzwert | Massenanteile in % | |||||||||||||
| C | Si | Mn | P | S | Alges | N | As | Cr | Cu | Mo | Ni | Sn | V | |||
| GS-C 25 S | Schmelze | min. | 0,18 | 0,30 | 0,50 | - | - | 0,020 | - | - | - | - | - | - | - | - |
| max. | 0,22 | 0,60 | 1,10 | 0,015 | 0,010 | 0,070 | 0,015 | - | 0,30 | 0,18 | - | - | - | 0,02 | ||
| Stück | min. | 0,18 | 0,30 | 0,50 | - | - | 0,020 | - | - | - | - | - | - | - | - | |
| max. | 0,22 | 0,60 | 1,10 | 0,015 | 0,012 | 0,070 | 0,015 | - | 0,30 | 0,18 | - | - | - | 0,02 | ||
Tabelle a 4-2: Kennwerte der mechanisch-technologischen Eigenschaften im Zugversuch bei Raumtemperatur
| Stahlsorte | Nenndicke in mm höchstens |
0,2 %-Dehngrenze Rp0,2 in N/mm2 mindestens |
Zugfestigkeit Rm in N/mm2 | Bruchdehnung a in % mindestens |
| GS-C 25 S | 100 | 245 | 440 bis 590 | 22 |
Tabelle a 4-3: Kennwerte der mechanisch-technologischen Eigenschaften im Zugversuch bei erhöhten Temperaturen
| Stahlsorte | 0,2 %-Dehngrenze1 Rp0,2 in N/mm2 mindestens bei der Temperatur in °C |
Zugfestigkeit1 Rm in N/mm2 mindestens bei der Temperatur in °C |
Bruchdehnung1 a in % mindestens bei der Temperatur in °C |
|||||||||||||||
| 100 | 200 | 250 | 300 | 350 | 400 | 100 | 200 | 250 | 300 | 350 | 400 | 100 | 200 | 250 | 300 | 350 | 400 | |
| GS-C 25 | (205) | 175 | (160) | 145 | 135 | 130 | (410) | (400) | (400) | (390) | (375) | (355) | (21) | (20) | (19) | (18) | (20) | (25) |
| 1) Die in Klammem angegebenen Werte bedürfen noch der statistischen Absicherung. | ||||||||||||||||||
Tabelle a 4-4: Kennwerte der Schlagenergie
| Stahlsorte | Schlagenergie in J mindestens |
Hochlage2 der Schlagenergie in J mindestens |
||
| bei 0 °C | bei 33 °C1 | |||
| Mittelwert aus drei Proben | Einzelwert | Einzelwert | Einzelwert | |
| GS-C 25 S | 41 | 34 | 68 | 100 |
| 1) Auf Vereinbarung in der Bestellung gilt diese Anforderung auch bei tieferer Temperatur, jedoch nicht unterhalb + 5 °C.
2) Geprüft wird im Allgemeinen bei 80 °C. |
||||
Tabelle a 4-5: Angaben zur Wärmebehandlung und zum Vorwärmen vor dem Schweißen und thermischen Trennen sowie zum Spannungsarmglühen
| Stahlsorte | Vergüten | Vorwärmen
°C |
Spannungsarmglühen3
°C |
|
| Härten
°C |
Anlassen
°C |
|||
| GS-C 25 S | 900 bis 9401 | 650 bis 700 | 100 bis 2502 | 580 bis 620 |
| 1) Abschrecken in Öl oder Wasser.
2) Bei Vorliegen ausreichender Erfahrungen kann auf das Vorwärmen verzichtet werden. 3) Gegebenenfalls sind für das Spannungsarmglühen höhere Temperaturen bis 30 K unterhalb der tatsächlich angewendeten Anlasstemperatur zulässig. |
||||
Tabelle a 4-6: Notwendigkeit des Nachweises der mechanisch-technologischen Eigenschaften im simulierend spannungsarmgeglühten Zustand und Durchführung des simulierenden Spannungsarmglühens
| Stahlsorte | Nachweis erforderlich | Simulierendes Spannungsarmglühen | |
| Temperatur in °C | Haltedauer in min | ||
| GS-C 25 S | ja | 600 bis 620 | 900 |
a 5 Hochfeste Vergütungsstähle für Schrauben und Muttern
a 5.1 Allgemeines
Der Abschnitt a 5 legt die Einzelheiten zur Herstellung, chemischen Zusammensetzung, zu den kennzeichnenden mechanisch-technologischen Eigenschaften und zur Wärmebehandlung sowie zur Weiterverarbeitung der hochfesten Vergütungsstähle für Schrauben und Muttern fest. Diese Festlegungen gelten sowohl für gewalzte oder geschmiedete Stäbe wie für die aus den Stäben hergestellten Schrauben und Muttern.
a 5.2 Herstellung der Stähle und Lieferzustand
a 5.2.1 Herstellung
Hinweis:Die Stähle sind hochfeste Vergütungsstähle mit festgelegten Mindestwerten der Warmfestigkeitseigenschaften.
(1) Die Stähle sind nach dem Sauerstoffaufblas-Verfahren oder im Elektroofen zu erschmelzen. Bei Anwendung anderer Verfahren ist der Nachweis der Gleichwertigkeit zu erbringen. Die Stahlsorten 26 NiCrMo 14 6 und 34 CrNiMo 6 S sind pfannenmetallurgisch nachzubehandeln oder im Vakuum oder nach dem Elektroschlacke-Umschmelzverfahren umzuschmelzen.
(2) Die Stähle sind besonders beruhigt herzustellen.
a 5.2.2 Lieferzustand
Die Stähle sind im vergüteten Zustand oder im vergüteten und spannungsarmgeglühten Zustand auszuliefern.
a 5.3 Werkstoffkennwerte
a 5.3.1 Chemische Zusammensetzung
Für die chemische Zusammensetzung nach der Schmelzenanalyse gelten die in Tabelle a 5-1 festgelegten Werte.
Tabelle a 5-2 gibt die zulässigen Abweichungen der chemischen Zusammensetzung nach der Stückanalyse von den Grenzwerten der chemischen Zusammensetzung nach der Schmelzenanalyse an.
a 5.3.2 Mechanisch-technologische Eigenschaften
(1) Die mechanisch-technologischen Eigenschaften gelten für den Lieferzustand. Die Werte sind an Längsproben von den Probenentnahmeorten nach Abschnitt 8 nachzuweisen.
(2) Die Kennwerte der mechanisch-technologischen Eigenschaften im Zugversuch bei Raumtemperatur einschließlich der Mindestwerte der Brucheinschnürung sind in Tabelle a 5-3 festgelegt.
(3) Die Kennwerte der mechanisch-technologischen Eigenschaften im Zugversuch bei erhöhten Temperaturen sind in Tabelle a 5-4 festgelegt.
(4) Die Kennwerte der Schlagenergie und der seitlichen Breitung sind in Tabelle a 5-5 festgelegt.
a 5.3.3 Physikalische Eigenschaften
Anhaltswerte für die physikalischen Eigenschaften sind dem Anhang AP zu entnehmen.
a 5.4 Angaben zur Wärmebehandlung
Angaben für die Wärmebehandlung sind in Tabelle a 5-6 enthalten.
a 5.5 Weiterverarbeitung
Es darf nur eine spanende Bearbeitung erfolgen.
Hinweis:Ein Warm- oder Kaltumformen (Gewinderollen gilt nicht als Kaltumformen) ist nicht vorgesehen.
Tabelle a 5-1: Chemische Zusammensetzung nach der Schmelzenanalyse von hochfesten Vergütungsstählen für Schrauben und Muttern
| Stahlsorte | Grenzwert | Massenanteile in % | |||||||||
| C | Si | Mn | P | S | Cr | Mo | Ni | V | Alges | ||
| 20 NiCrMo 14 5 | min. | 0,18 | 0,15 | 0,30 | - | - | 1,20 | 0,25 | 3,40 | - | 0,020 |
| max. | 0,25 | 0,40 | 0,50 | 0,020 | 0,010 | 1,50 | 0,50 | 4,00 | - | 0,050 | |
| 26 NiCrMo 14 6 | min. | 0,25 | - | 0,20 | - | - | 1,20 | 0,35 | 3,30 | - | 0,020 |
| max. | 0,30 | 0,30 | 0,50 | 0,020 | 0,010 | 1,70 | 0,55 | 3,80 | 0,081 | 0,050 | |
| 34 CrNiMo 6 S | min. | 0,30 | 0,15 | 0,40 | - | - | 1,40 | 0,15 | 1,40 | - | - |
| max. | 0,38 | 0,40 | 0,70 | 0,020 | 0,010 | 1,70 | 0,35 | 1,70 | - | - | |
| 1) Werte größer 0,08 bis kleiner als oder gleich 0,12 % dürfen im Rahmen einer Einzelbegutachtung zugelassen werden. | |||||||||||
Tabelle a 5-2: Zulässige Abweichungen der chemischen Zusammensetzung nach der Stückanalyse von den Grenzwerten der chemischen Zusammensetzung nach der Schmelzenanalyse
| Element | Zulässige Grenzabweichung1 der Werte nach der Stückanalyse Massenanteile in % |
| C | ± 0,02 |
| Si | ± 0,03 |
| Mn | ± 0,04 |
| P | + 0,005 |
| S | + 0,005 |
| Al | ± 0,005 |
| Cr | ± 0,05 |
| Mo | ± 0,04 |
| Ni | + 0,052 |
| V | + 0,02 |
| 1) Werden bei einer Schmelze mehrere Stückanalysen durchgeführt und ergeben sich dabei Abweichungen der chemischen Zusammensetzung nach der Stückanalyse von den zulässigen Werten für die chemische Zusammensetzung nach der Schmelzenanalyse, so dürfen für ein bestimmtes Element entweder nur Überschreitungen oder nur Unterschreitungen der Grenzwerte nach Tabelle a 5-1 auftreten.
2) Bei zulässigen Nickelgehalten von 2,00 bis 4,00 % nach der Schmelzenanalyse sind Abweichungen der Werte nach der Stückanalyse von 0,07 % Ni zulässig. |
|
Tabelle a 5-3: Kennwerte der mechanisch-technologischen Eigenschaften im Zugversuch bei Raumtemperatur
| Stahlsorte | Durchmesser (Stäbe) in mm |
0,2 %-Dehngrenze Rp0,2 in N/mm2 mindestens |
Zugfestigkeit Rm in N/mm2 |
Bruchdehnung A in % mindestens |
Brucheinschnürung Z in % mindestens |
| 20 NiCrMo 14 5 (I) | ≤ 130 | 940 | 1040 bis 1240 | 14 | 55 |
| 20 NiCrMo 14 5 (II) | 980 | 1080 bis 1280 | 14 | 55 | |
| 26 NiCrMo 14 6 | 940 | 1040 bis 1240 | 14 | 50 | |
| 34 CrNiMo 6 S | 830 | 930 bis 1130 | 16 | 45 |
Tabelle a 5-4: Mindestwerte der mechanisch-technologischen Eigenschaften im Zugversuch bei erhöhten Temperaturen
| Stahlsorte | Durchmesser (Stäbe) in mm |
0,2 %-Dehngrenze Rp0,2 in N/mm2 bei |
Zugfestigkeit Rm in N/mm2 bei |
Bruchdehnung A in % bei |
Brucheinschnürung Z in % bei |
||||
| 300 °C | 350 °C | 300 °C | 350 °C | 300 °C | 350 °C | 300 °C | 350 °C | ||
| 20 NiCrMo 14 5 (I) | ≤ 130 | 785 | 735 | 860 | 840 | 14 | 14 | 55 | 55 |
| 20 NiCrMo 14 5 (II) | 830 | 785 | 900 | 880 | 14 | 14 | 55 | 55 | |
| 26 NiCrMo 14 6 | 790 | 785 | 860 | 820 | 14 | 14 | 45 | 45 | |
| 34 CrNiMo 6 S | 630 | 560 | 760 | 735 | 16 | 16 | 45 | 45 | |
Tabelle a 5-5: Kennwerte der Schlagenergie und der seitlichen Breitung an Längsproben bei 20 °C
| Stahlsorte | Durchmesser (Stäbe) in mm |
Schlagenergie in J | Seitliche Breitung in mm |
|
| Mittelwert | Einzelwert | Einzelwert | ||
| 20 NiCrMo 14 5 (I) | ≤ 130 | 76 | 61 | 0,65 |
| 20 NiCrMo 14 5 (II) | 76 | |||
| 26 NiCrMo 14 6 | 72 | |||
| 34 CrNiMo 6 S | 76 | |||
Tabelle a 5-6: Angaben für die Wärmebehandlung der hochfesten Vergütungsstähle für Schrauben und Muttern
| Stahlsorte | Temperaturbereich in °C für Austenitisieren |
Abkühlmittel | Temperaturbereich in °C für | |
| Anlassen | Spannungsarmglühen | |||
| 20 NiCrMo 14 5 (I) | 840 bis 900 | Wasser oder Öl | 520 bis 600 | 430 bis 470 |
| 20 NiCrMo 14 5 (II) | 800 bis 900 | 500 bis 580 | 430 bis 470 | |
| 26 NiCrMo 14 6 | 840 bis 870 | 530 bis 580 | 450 bis 500 | |
| 34 CrNiMo 6 S | 820 bis 870 | 550 bis 640 | 450 bis 500 | |
a 6 Stäbe für Schrauben und Muttern; ergänzende Festlegungen
a 6.1 Allgemeines
(1) Der Abschnitt a 6 gilt ergänzend für die in Tabelle a 6-1 genannten Stahlsorten bei Verwendung für Schrauben und Muttern im Geltungsbereich dieser Regel.
(2) Die Festlegungen gelten für gewalzte oder geschmiedete Stäbe und für die daraus hergestellten Schrauben und Muttern.
a 6.2 Abmessungsgrenzen
Die in Tabelle a 6-1 aufgeführten Stahlsorten dürfen bis zu den dort genannten Abmessungsgrenzen verwendet werden.
a 6.3 Kerbschlagbiegeversuch
Die im Kerbschlagbiegeversuch unter Berücksichtigung der Festlegungen nach Abschnitt 8.3 bei 20 °C mit Längsproben nachzuweisenden Werte der Schlagenergie und der seitlichen Breitung sind in Tabelle a 6-1 angegeben.
a 6.4 Zugversuch bei erhöhten Temperaturen
Die Werte der Zugfestigkeit für erhöhte Temperaturen sind in Tabelle a 6-1 angegeben.
Tabelle a 6-1: Grenzen der zulässigen Abmessungen und ergänzende Festlegungen für Stähle für Schrauben und Muttern
| Stahlsorte | Durchmesser in mm |
Schlagenergie in J (Längsproben) | Seitliche Breitung in mm | Zugfestigkeit Rm in N/mm2 | ||||
| Kurzname | Wärmebehandlungszustand | Anforderungen ergänzend zu | bei Raumtemperatur | mindestens bei der Temperatur | ||||
| Mittelwert mindestens |
Einzelwert mindestens |
Einzelwert mindestens |
300 ° C | 350 °C | ||||
| C35E | +QT | DIN EN 10269 | ≤ 60 | 55 | 39 | 0,60 | 400 | 390 |
| 25CrMo4 | +QT | ≤ 100 | 60 | 42 | 0,60 | 460 | 440 | |
| 21CrMoV5-7 | +QT | ≤ 100 | 63 | 52 | 0,60 | 590 | 560 | |
| X22CrMoV12-1 | +QT1 | ≤ 60 | 52 | 36 | - | 620 | 600 | |
| X 8 CrNiMoBNb 16 -16 + wk | + wk | VdTÜV- Werkstoffblatt 113/2 |
≤ 80 | 52 | 36 | - | 530 | 505 |
a 7 Gussstücke aus dem martensitischen Stahl G-X4 CrNi 13 4 (1.4317); ergänzende Festlegungen
a 7.1 Allgemeines
Der Abschnitt a 7 gilt ergänzend zu den Festlegungen im VdTÜV-Werkstoffblatt 452 bei Verwendung von Gussstücken aus dem rnartensitischen Stahl G-X4 CrNi 13 4 (1.4317) im Geltungsbereich dieser Regel.
a 7.2 Chemische Zusammensetzung
(1) Abweichend von den Angaben im VdTÜV-Werkstoffblatt 452 gelten die in Tabelle a 7-1 festgelegten Einschränkungen für die Schmelzen- und Stückanalyse.
(2) Bei Betriebstemperaturen im Dauerbetrieb über 300 °C ist das Verhältnis des Cr-Äquivalents zum Ni-Äquivalent kleiner als 2,0 einzustellen.
Cr-Äquivalent = % Cr + % Mo + 1,5 · % Si
Ni-Äquivalent = % Cr + % Mo + 1,5 · % Si
Tabelle a 7-1: Einschränkungen der chemischen Zusammensetzung gegenüber VdTÜV-Werkstoffblatt 452
| Element | Schmelze max. Gew.-% |
Stück max. Gew.-% |
| P | 0,020 | 0,025 |
| S | 0,015 | 0,020 |
a 7.3 Mechanisch-technologische Eigenschaften
In Prüfgruppe a 1 gelten abweichend von den Angaben im VdTÜV-Werkstoffblatt 452 die in Tabelle a 7-2 festgelegten Mindestanforderungen für die Schlagenergie im Kerbschlagbiegeversuch, wobei nur ein Einzelwert des Probensatzes den spezifizierten Mittelwert unterschreiten darf.
Tabelle a 7-2: Schlagenergie im Kerbschlagbiegeversuch (Mindestanforderungen) bei Raumtemperatur für Gussstücke in Prüfgruppe a 1
| Prüfbereich | Mittelwert aus 3 Proben
in J |
Kleinster Einzelwert
in J |
| Grundwerkstoff, Wärmeeinflusszone1 | 70 | 50 |
| Schweißgut1 (vergütet) |
70 | 50 |
| Schweißgut1 (angelassen/spannungsarmgeglüht) |
50 | 35 |
| 1) Der Nachweis hat im Rahmen der Verfahrens oder Arbeitsprüfung zu erfolgen. | ||
| Anhaltsangaben über physikalische Eigenschaften | Anhang AP |
AP 1 Allgemeines
Dieser Anhang enthält Anhaltsangaben über
für die in den Abschnitten a 1 bis a 5 genannten Stahlsorten.
AP 2 Kennwerte
AP 2.1 Allgemeines
Die in der Tabelle AP-1 aufgeführten Kennwerte der physikalischen Eigenschaften sind Anhaltsangaben, die auf der Grundlage von Messungen an einzelnen Schmelzen und von Schrifttumsangaben [ 3] zusammengestellt sind.
AP 2.2 Ermittlung der Kennwerte
Für die Ermittlung der hier genannten Kennwerte physikalischer Eigenschaften gibt es zurzeit keine genormten Verfahren.
AP 2.3 Streubreite der Kennwerte
(1) Änderungen in der chemischen Zusammensetzung und der Wärmebehandlung bewirken eine gewisse Streuung der physikalischen Eigenschaften. Besonders stark beeinflusst eine etwaige Kornorientierung die Werte des Elastizitätsmoduls.
(2) Unterschiede zwischen den angewendeten Messverfahren können zu einer zusätzlichen Streuung führen.
(3) Für eine statistische Beurteilung der Zuverlässigkeit reichen die derzeit verfügbaren Unterlagen nicht aus.
(4) Die Angaben zur Streubreite der Kennwerte in den Fußnoten 1 bis 5 zur Tabelle AP-1 sind dem Schrifttum entnommen. Sie machen eine Aussage über die durchschnittliche Streubandbreite der dort erfassten Messwerte.
Tabelle AP-1: Anhaltsangaben über die spezifische Dichte, den dynamischen Elastizitätsmodul und den mittleren linearen Wärmeausdehnungskoeffizienten der Stahlsorten nach Anhang a 1 bis a 5
| Stahlsorte | Spezifische Dichte1 in 106 g/m3 |
Dynamischer Elastizitätsmodul2 in 103 N/mm2 |
Mittlerer linearer Wärmeausdehnungskoeffizient3 in 10-6 K-1 |
Mittlere spezifische Wärmekapazität4 in J g-i K-1 |
Wärmeleitfähigkeit6 in W m-1 K-1 |
||||||||||||||||||
| bei der Temperatur in °C | zwischen 20 °C und der Temperatur in °C | zwischen 20 °C und der Temperatur in °C | bei der Temperatur in °C | ||||||||||||||||||||
| bei 20 °C | 20 | 100 | 200 | 300 | 350 | 400 | 100 | 200 | 300 | 350 | 400 | 100 | 200 | 300 | 350 | 400 | 20 | 100 | 200 | 300 | 350 | 400 | |
| 15 MnNi 6 3 | 7,85 | 211 | 206 | 198 | 191 | 187 | 12,4 | 12,9 | 13,3 | 13,6 | 0,46 | 0,49 | 0,51 | 0,52 | 0,53 | 42 | 43 | 42 | 41 | 40 | |||
| 15 NiCuMoNb 5 S | 7,84 | 210 | 206 | 199 | 191 | 183 | 12,4 | 13,0 | 13,6 | 14,1 | 44 | 44 | 43 | 42 | 40 | ||||||||
| 20 MnMoNi 5 5 | 7,86 | 211 | 206 | 199 | 192 | 184 | 12,7 | 13,2 | 13,6 | 14,0 | 44 | 44 | 43 | 41 | 39 | ||||||||
| 20 NiMoCr 14 5 | 7,84 | 205 | 200 | 191 | 182 | 11,2 | 11,6 | 12,1 | 12,2 | 29 | 30 | 31 | 31 | 31 | |||||||||
| 26 NiMoCr 14 6 | 7,84 | 205 | 200 | 191 | 182 | 11,2 | 11,6 | 12,1 | 12,2 | 29 | 30 | 31 | 31 | 31 | |||||||||
| 34 CrNiMo 6 S | 7,84 | 205 | 200 | 191 | 182 | 12,5 | 13,2 | 13,7 | 14,2 | 34 | 36 | 37 | 37 | 36 | |||||||||
| C 22.8 S | 7,80 | 212 | 205 | 200 | 192 | 183 | 12,5 | 13,1 | 13,6 | 14,0 | 43 | 43 | 42 | 41 | 39 | ||||||||
| GS-C 25 S | 7,83 | 211 | 204 | 196 | 186 | 177 | 12,2 | 12,9 | 13,4 | 13,9 | 43 | 43 | 42 | 41 | 39 | ||||||||
| WStE 255 S | 7,85 | 212 | 207 | 200 | 192 | 184 | 12,3 | 12,8 | 13,3 | 13,8 | 42 | 43 | 43 | 42 | 40 | ||||||||
| WStE 285 S | 7,85 | 212 | 207 | 200 | 192 | 184 | 12,3 | 12,8 | 13,3 | 13,8 | 42 | 43 | 43 | 42 | 40 | ||||||||
| WStE 315 S | 7,84 | 212 | 207 | 200 | 192 | 184 | 12,3 | 12,8 | 13,3 | 13,8 | 42 | 43 | 43 | 42 | 40 | ||||||||
| WStE 355 S | 7,83 | 212 | 207 | 200 | 192 | 184 | 12,3 | 12,8 | 13,3 | 13,8 | 42 | 43 | 43 | 42 | 40 | ||||||||
| 1) Durchschnittliche Streubandbreite gemessener Werte ± 0,05 · 106 g/m3.
2) Durchschnittliche Streubandbreite gemessener Werte ± 5 · 103 N/mm2. 3) Durchschnittliche Streubandbreite gemessener Werte ± 0,8 · 10-6 K-1. 4) Durchschnittliche Streubandbreite gemessener Werte ± 0,01 J g-1 K-1. 5) Durchschnittliche Streubandbreite gemessener Werte ± 3,5 W m-1 K-1 bei ferritischen Stählen, ± 1,5 W m-1 K-1 bei austenitischen Stählen. |
|||||||||||||||||||||||
| Fertigungsschweißungen an Gussstücken aus Stahl | Anhang B |
B 1 Allgemeines
Dieser Anhang gilt für Fertigungsschweißungen an Gussstücken aus Stahl zusätzlich zu den Festlegungen in DIN EN 1559-2 und DIN EN ISO 11970.
Hinweis:Fertigungsschweißungen sind nur dann anzuwenden, wenn eine Beseitigung der Fehler auf anderem Wege ohne Unterschreitung der Nenndicke nicht möglich ist.
B 2 Voraussetzungen
(1) Die allgemeinen Forderungen nach Abschnitt 3 müssen erfüllt sein.
(2) Fertigungsschweißungen sowie deren Prüfung und Dokumentation sollen sich entsprechend dem Fertigungsschema nach Bild 5.7-1 in den Herstellungsgang der Gussstücke einordnen. Die einzelnen Fertigungsschritte sollen in der beschriebenen Reihenfolge eingehalten werden. Bei Abweichungen von der Standardfertigungsfolge ist eine Vorprüfung der Fertigungsschrittfolge erforderlich. Unterschieden wird zwischen dem Vorgehen 1 - Fertigungsschweißen mit anschließendem Vergüten oder Lösungsglühen und Abschrecken - einerseits sowie dem Vorgehen 2 - Fertigungsschweißen ohne anschließendes Vergüten oder Lösungsglühen und Abschrecken - andererseits.
(3) Falls die Gussstücke nach dem Fertigungsschweißen nicht vergütet oder lösungsgeglüht und abgeschreckt werden, z.B. aufgrund des Bearbeitungszustandes, muss, soweit dies in Abschnitt 11.8 gefordert wird, die Zustimmung des Sach-verständigen zum Fertigungsschweißen vorliegen. In diesem Fall sind die Fertigungsschweißungen entsprechend Bild 5.7-1 zu dokumentieren.
(4) Als größere Fertigungsschweißung gilt jede zum Fertigungsschweißen vorbereitete Stelle, deren Tiefe 40 % der Wanddicke oder folgende Werte überschreitet:
(5) Bei größeren Fertigungsschweißungen, die anschließend vergütet oder lösungsgeglüht und abgeschreckt werden, ist der Sachverständige rechtzeitig vor der Durchführung der Schweißungen zu unterrichten. Ein Anhalten des Fertigungsablaufes ist nicht erforderlich.
(6) Bei kleinen Fertigungsschweißungen, die anschließend vergütet oder lösungsgeglüht und abgeschreckt werden, braucht der Sachverständige nicht unterrichtet zu werden.
B 3 Schweißzusätze und -hilfsstoffe
Die Schweißzusätze und -hilfsstoffe müssen den Anforderungen nach KTA 1408.1, KTA 1408.2 und KTA 1408.3 Abschnitt 3 genügen.
B 4 Wärmeführung beim Schweißen und Wärmebehandlung nach dem Schweißen
(1) Beim Schweißen sowie bei allen Schneid- und Fugarbeiten ist die entsprechend festgelegte Vorwärmtemperatur einzuhalten.
(2) Die Schweißbedingungen und Schweißparameter für ferritische und martensitische Stahlgusssorten sind so zu wählen, dass werkstoffbezogen möglichst niedrige Härtewerte erreicht werden. Durch Arbeitsproben ist nachzuweisen, dass Härtewerte von 350 HV 10 nicht überschritten werden.
(3) Fertigungsschweißungen sind entsprechend Bild 5.7-1 wärmezubehandeln.
(4) Die Zuordnung der Gussstücke zum Wärmebehandlungslos muss sichergestellt sein.
B 5 Verfahrensprüfungen
(1) Für sämtliche zu verschweißenden Werkstoffe und Schweißverfahren ist je vorgesehener Wärmebehandlung, Schweißposition und Wanddicke vor Beginn der Fertigungsschweißung eine Verfahrensprüfung nach DIN EN ISO 11970 und nach den nachfolgenden Festlegungen durchzuführen.
(2) Die für einen bestimmten Stahl abgelegte Verfahrensprüfung gilt innerhalb der in KTA 3211.3 festgelegten Grenzen auch für andere Stähle.
(3) Die Gültigkeitsdauer einer Verfahrensprüfung beträgt 24 Monate nach erfolgreichem Abschluss der Verfahrensprüfung. Stichtag hierfür ist die schriftliche Stellungnahme des Sachverständigen. Sie verlängert sich, wenn innerhalb dieser 24 Monate die Fertigung aufgenommen wird und Arbeitsprüfungen nach Abschnitt C 6 abgelegt werden, um weitere 24 Monate, gerechnet vom Gültigkeitsbeginn der Arbeitsprüfung.
(4) Wird die Fertigung nicht innerhalb von 24 Monaten nach erfolgreichem Abschluss der Verfahrensprüfung aufgenommen oder länger als 24 Monate unterbrochen, gilt die erste Arbeitsprüfung vor Aufnahme oder Wiederaufnahme der Fertigung als Wiederholung der Verfahrensprüfung. Für den Prüfumfang dieser Arbeitsprüfung sowie für den Gültigkeitsbeginn und die Gültigkeitsdauer gelten die Festlegungen der erstmaligen Verfahrensprüfung.
(5) Vor Durchführung der Verfahrensprüfung ist dem Sachverständigen ein Schweißplan und, wenn erforderlich, ein Wärmebehandlungsplan vorzulegen.
(6) Es ist für die Verfahrensprüfung nicht erforderlich, die gleichen Schmelzen des Grundwerkstoffs sowie die gleichen Chargen von Schweißzusätzen und -hilfsstoffen zu verwenden wie bei der Bauteilschweißung.
(7) Die Schweißung ist unter Dehnungsbehinderung auszuführen.
(8) Bei Verfahrensprüfungen sind Schweißprotokolle zu führen. Hierfür sind die Vordrucke nach KTA 3211.3 oder inhaltsgleiche Formblätter zu verwenden.
(9) Der Prüfumfang für die Verfahrensprüfungen nach DIN EN ISO 11970 ist in Tabelle B-1 festgelegt. Tabelle B-2 enthält zusätzlich Festlegungen zum technologischen Biegeversuch.
(10) Vorliegende Verfahrensprüfungen, die noch gültig sind, deren Erprobungsumfang jedoch nicht vollständig den Festlegungen der Tabelle B-1 entspricht, können durch ergänzende Erprobung in einer vorlaufenden Arbeitsprüfung erweitert werden.
B 6 Arbeitsprüfungen
(1) Je Geltungsbereich der Verfahrensprüfung hat der Hersteller während der Fertigung im Beisein des Sachverständigen jährlich eine Arbeitsprüfung durchzuführen. Neben den Festlegungen dieses Abschnitts ist KTA 3211.3 Abschnitt 5 zu berücksichtigen.
(2) Arbeitsprüfungen an einem Stahl der Werkstoffgruppe W I decken Arbeitsprüfungen an dem gleichen Stahl bei Verwendung in der Werkstoffgruppe W II ab.
(3) Die Prüfstücke für Arbeitsprüfungen müssen aus einer der abzudeckenden Schmelzen stammen.
(4) Die Schweißzusätze und -hilfsstoffe müssen aus einem der abzudeckenden Herstelllose stammen.
(5) Die Prüfstücke sind von Schweißern zu schweißen, die an der Fertigung beteiligt sind.
(6) Arbeitsprüfungen sind als Durchbruchschweißungen auszuführen. Sie decken sämtliche Ausmuldungsschweißungen ab.
(7) Die Prüfstücke sind simulierend im Einvernehmen mit dem Sachverständigen oder mitlaufend der gleichen Wärmebehandlung zu unterziehen wie das Gussstück.
(8) Prüfumfang und Anforderungen sind in Tabelle B-3 festgelegt.
B 7 Dokumentation
Die Dokumentation von Verfahrens- und Arbeitsprüfungen einschließlich der zugehörigen Vorprüfunterlagen hat nach den in DIN EN ISO 11970 für Verfahrensprüfungen getroffenen Festlegungen zu erfolgen und ist denn Abnahmezeugnis beizufügen.
Tabelle B-1: Prüfumfang und Festlegungen für Verfahrensprüfungen für Fertigungsschweißungen an Gussstücken aus Stahl
| Art der Prüfung | Probenzahl, Probenlage, Anforderungen | |
| Zerstörungsfreie Prüfungen | Oberflächenprüfung 100 %,
Volumenprüfung 100 %, Prüfdurchführung und Anforderungen gemäß den Festlegungen im Abschnitt 11.8. |
|
| Zugversuch (DIN EN ISO 4136 und DIN EN ISO 6892-1) |
a) Grundwerkstoff (DIN EN ISO 6892-1) 1 Probe (DIN 50125) bei Raumtemperatur. Anforderungen gemäß den Abschnitten 5.7, 6.7, 7.7 oder 9.2. b) Schweißverbindung (DIN EN ISO 4136) c) Reines Schweißgut (DIN EN ISO 6892-1) |
|
| Kerbschlagbiegeversuch (DIN EN ISO 148-1) | Ferritische Stähle der Werkstoffgruppe W I
Ein Probensatz aus dem Grundwerkstoff bei 0 °C. Je ein Probensatz aus Schweißgut und Wärmeeinflusszone bei 0 °C, 33 °C und 80 °C. Probenlage gemäß Bild B-1. Anforderungen siehe Abschnitt 4.3.1. Liegt die Temperatur, bei der 68 J (kleinster Einzelwert) und 0,9 mm seitliche Breitung (kleinster Einzelwert) erreicht werden, zwischen 0 °C und 33 °C, darf der genaue Wert dieser Temperatur als niedrigste zulässige Beanspruchungstemperatur durch Interpolation ermittelt werden. Der Zähbruchanteil ist zu bestimmen. |
|
| Ferritische Stähle der Werkstoffgruppe W II
Ein Probensatz aus dem Grundwerkstoff bei 0 °C (20 °C zulässig, wenn die niedrigste Beanspruchungstemperatur > 20 °C und auch das Schweißgut und die Wärmeeinflusszone bei 20 °C geprüft werden). Je ein Probensatz aus Schweißgut und Wärmeeinflusszone bei 0 °C (20 °C zulässig, wenn niedrigste Beanspruchungstemperatur > 20 °C). Probenlage gemäß Bild B-1. Anforderungen siehe Abschnitt 4.3.2. Der Zähbruchanteil ist zu ermitteln. |
||
| Austenitische Stähle
Je ein Probensatz aus dem Schweißgut bei Raumtemperatur. Probenlage gemäß Bild B-1. Anforderungen siehe Abschnitt 4.3.3. |
||
| Martensitische Stähle
Ein Probensatz aus dem Grundwerkstoff bei Raumtemperatur. Anforderungen gemäß den Abschnitten 5.7 oder 9.2. Je ein Probensatz aus Schweißgut und Wärmeeinflusszone bei Raumtemperatur. Probenlage gemäß Bild B-1. Anforderungen wie an den Grundwerkstoff. |
||
| Technologischer Biegeversuch (DIN EN ISO 5173) | Je eine Probe mit Wurzel und Decklage auf der Zugseite; Biegedorndurchmesser und Anforderungen siehe Tabelle B-2. | |
| Chemische Zusammensetzung | Schweißgut
Entfällt bei unlegierten Stählen. Nachzuweisende Elemente gemäß Eignungsprüfung der Schweißzusätze. |
|
| Metallographische Untersuchungen mit fotografischer Belegung | a) Makroschliff | |
| Zu beurteilen: | Lagenaufbau, Durchschweißung, Schlacken, Poren. | |
| Anforderungen: | Einwandfreier Lagenaufbau, einwandfreie Durchschweißung; vereinzelte Schlacken und Poren sind zulässig. | |
| b) Mikroschliff, Vergrößerung mindestens 100 : 1 (entfällt bei unlegierten Stählen) | ||
| Zu beurteilen: | Gefüge.
Bei Austenit zusätzlich Ermittlung des Deltaferritgehaltes im Schweißgut. |
|
| Anforderung: | Ferritgehalt 4 bis 10 % ist anzustreben; ein geschlossenes Netzwerk ist nicht zulässig. | |
| Härteprüfung HV 10 (DIN EN ISO 6507-1 und DIN EN ISO 6507-4) |
nach DIN EN ISO | 11970 |
| Nachweis der IK-Beständigkeit (DIN EN ISO 3651-2) | u. Austenitische Stähle Probenlage: Wurzelseite ohne zusätzliche Sensibilisierungsglühung. Anforderung: Rissfreiheit. |
|
Tabelle B-2: Biegedorndurchmesser für den technologischen Biegeversuch nach DIN EN ISO 5173 im Rahmen von Verfahrensprüfungen für Fertigungsschweißungen an Stahlguss
| Stahlgruppe | Zugfestigkeit Rm in N/mm2 |
Biegedorndurchmesser | Biegewinkel in Grad | Zulässige Abweichung |
| Ferritische und martensitische Stähle | Rm < 430 | 2 · a | 180 | Risse dürfen eine Länge von 1,6 mm nicht überschreiten. Aufbrüche, die auf Poren oder Bindefehler zurückzuführen sind, sind zulässig. |
| 430 ≤Rm < 460 | 2,5 · a | 180 | ||
| Rm ≥ 460 | 3 · a | 180 | Wie für ferritische und martensitische Stähle mit Rm < 460 N/mm2, jedoch zusätzlich:
|
|
| Austenitische Stähle | 3 · a | 180 |
Bild B-1: Lage des Kerbs bei Kerbschlagbiegeproben
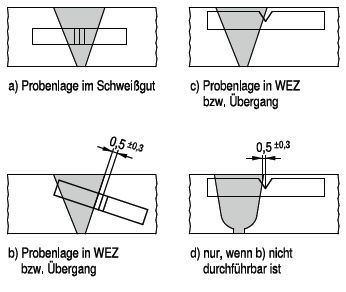
Tabelle B-3: Prüfumfang und Festlegungen für Arbeitsprüfungen für Fertigungsschweißungen an Gussstücken aus Stahl
| Art der Prüfung | Probenzahl, Probenlage, Anforderungen |
| Zerstörungsfreie Prüfungen | Oberflächenprüfung 100 %, Volumenprüfung 100 %, Prüfdurchführung und Anforderungen entsprechend den Festlegungen für den Grundwerkstoff (siehe Abschnitt 11.8). |
| Zugversuch (DIN EN ISO 4136, DIN EN ISO 6892-1 und DIN EN ISO 6892-2) |
a) Schweißverbindung (DIN EN ISO 4136)
2 Proben (DIN EN ISO 4136, Bild 2 a) oder b)), parallele Länge Lc = Schweißnahtbreite + mind. 60 mm) bei Raumtemperatur. Zu ermitteln sind Rm und Bruchlage (Anforderung an die Zugfestigkeit wie für den Grundwerkstoff). b) Reines Schweißgut (DIN EN ISO 6892-1 und DIN EN ISO 6892-2) Eine Probe (DIN 50125, LO = 5 · dO) bei Raumtemperatur und Auslegungstemperatur 1). Anforderungen an Rp02, Rm, A, Z, bei Austenit zusätzlich Rp1,0, wie bei Eignungsprüfung festgelegt. |
| Kerbschlagbiegeversuch (DIN EN ISO 148-1) |
Ferritische Stähle der Werkstoffgruppe W I
Je ein Probensatz aus Schweißgut und Wärmeeinflusszone bei 0 °C und bei der niedrigsten Beanspruchungstemperatur oder bei 33 °C, wenn die Zuordnung zu einer bestimmten Komponente nicht möglich ist. Probenlage gemäß Bild B-1. Anforderungen siehe Abschnitt 4.3.1. Liegt die Temperatur, bei der 68 J (kleinster Einzelwert) und 0,9 mm seitliche Breitung (kleinster Einzelwert) erreicht werden, zwischen 0 °C und 33 °C, darr der genaue Wert dieser Temperatur als niedrigste zulässige Beanspruchungstemperatur durch Interpolation ermittelt werden. Ist die Anforderung an die Mindestwerte der Schlagenergie und der seitlichen Breitung bei der niedrigsten Betriebstemperatur bereits bei 0 °C erfüllt, entfällt die Prüfung bei höherer Temperatur. Der Zähbruchanteil ist zu bestimmen. |
| Ferritische Stähle der Werkstoffgruppe W II
Je ein Probensatz aus Schweißgut und Wärmeeinflusszone bei 0 °C oder 20 °C, wenn die niedrigste Beanspruchungstemperatur > 20 °C ist. Probenlage gemäß Bild B-1. Anforderungen siehe Abschnitt 4.3.2. Der Zähbruchanteil ist zu ermitteln. |
|
| Austenitische Stähle
Je ein Probensatz aus dem Schweißgut und Wärmeeinflusszone bei Raumtemperatur. Probenlage gemäß Bild B-1. Anforderungen siehe Abschnitt 4.3.3. |
|
| Martensitische Stähle
Je ein Probensatz aus Schweißgut und Wärmeeinflusszone bei Raumtemperatur. Probenlage gemäß Bild B-1. Anforderungen wie an den Grundwerkstoff. |
|
| Metallographische Untersuchungen mit fotografischer Belegung | a) Makroschliff
Zu beurteilen: Lagenaufbau, Durchschweißung, Schlacken, Poren. Anforderungen: Einwandfreier Lagenaufbau, einwandfreie Durchschweißung; vereinzelte Schlacken und Poren sind zulässig. b) Mikroschliff, Vergrößerung mindestens 100 : 1 (entfällt bei unlegierten Stählen) Zu beurteilen: Gefüge. Bei Austenit zusätzlich Ermittlung des Deltaferritgehaltes im Schweißgut. Anforderung: Deltaferritgehalte 4 bis 10 % sind anzustreben; ein geschlossenes Netzwerk ist nicht zulässig. |
| Härteprüfung HV 10 (DIN EN ISO 6507-1) | Ferritische Stähle
Ein Härteprofil Grundwerkstoff-Wärmeeinflusszone-Schweißgut möglichst dicht unter der Oberfläche. Anforderung: 350 HV 10 darf nicht überschritten werden. |
| Nachweis der IK-Beständigkeit (DIN EN ISO 3651-2) |
Austenitische Stähle
Probenlage: Wurzelseite, ohne zusätzliche Sensibilisierungsglühung. Anforderung: Rissfreiheit. |
| 1) Der Warmzugversuch ist erforderlich, wenn die Betriebstemperatur oberhalb 200 °C (Prüfgruppen a 1 und a 2) oder oberhalb 300 °C (Prüfgruppe a 3) liegt. In diesen Fällen ist der Warmzugversuch bei ferritischen Stählen bei 350 °C, bei austenitischen Stählen bei 400 °C und bei martensitischen Stählen bei 320 °C durchzuführen. | |
| Verfahren zur Ermittlung des Deltaferritgehaltes | Anhang C |
C 1 Allgemeines
Der Anhang legt Einzelheiten zu dem in Abschnitt 4.4.6.9 (1) genannten Verfahren zur Ermittlung des Deltaferritgehaltes der Erzeugnisse fest.
C 2 Metallographische Ermittlung bei Gussstücken im Lieferzustand
(1) Aus dem Erzeugnis ist vom festgelegten Probenentnahmeort eine Probe zu entnehmen und für die metallographische Untersuchung in der üblichen Weise zu schleifen und zu polieren sowie nach Murakami [ 4] zu ätzen. Die Schlifffläche soll mindestens 10 mm · 10 mm betragen.
(2) Die Auswertung ist bei 100-facher Vergrößerung durchzuführen.
(3) Eine repräsentative Stelle der Schlifffläche ist als Fotografie mit 100-facher Vergrößerung zu dokumentieren.
(4) Für die quantitative Auswertung empfiehlt es sich, die Gefügeaufnahme mit einer entsprechenden Deltaferrit-Richtreihe zu vergleichen und einzustufen. Alternativ darf ein Verfahren der quantitativen Gefügebildanalyse angewendet werden.
(5) Im Prüfbericht sind anzugeben:
Dem Prüfbericht ist die Gefügeaufnahme beizufügen.
C 3 Metallographische Ermittlung an der Aufschmelzprobe
(1) Aus dem Erzeugnis ist vom festgelegten Probenentnahmeort eine Probe mit folgenden Abmessungen zu entnehmen:
Länge: 200 mm, Dicke: 25 mm bis 30 min, Breite: 40 mm
(2) Auf der Probe ist mittels WIG-Brenner ohne Schweißzusatz eine Blindraupe von mindestens 180 mm Länge mit folgenden Parametern (Richtwerte) zu ziehen:
Spannung rd. 20 V, Stromstärke rd. 160 A, Vorschubgeschwindigkeit rd. 20 cm/min.
(3) Bei Erzeugnissen, aus denen Proben mit den Abmessungen nach (1) nicht entnommen und bei denen die Schweißparameter nach (2) nicht eingehalten werden können, sind die Probenform und das Wärmeeinbringen so gut wie möglich den vorgesehenen Bedingungen der späteren Schweißungen am Erzeugnis anzupassen.
(4) Aus der Probe ist durch die Mitte der gezogenen Blindraupe senkrecht zur Oberfläche und zur Raupenlängsachse eine Probenscheibe zu entnehmen und auf einer Querschnittsfläche in der für metallographische Untersuchungen üblichen Weise zu schleifen und zu polieren sowie nach Murakami [ 4] zu ätzen.
(5) Die Auswertung ist bei 1.000-facher Vergrößerung durchzuführen.
(6) Eine repräsentative Stelle der Aufschmelzzone der Schlifffläche ist als Fotografie mit 1.000-facher Vergrößerung zu dokumentieren.
(7) Für die quantitative Auswertung empfiehlt es sich, die Gefügeaufnahme mit einer entsprechenden Deltaferrit-Richtreihe [ 5] zu vergleichen und einzustufen. Alternativ darf ein Verfahren der quantitativen Gefügebildanalyse angewendet werden.
(8) Im Prüfbericht sind anzugeben:
Dem Prüfbericht ist die Gefügeaufnahme mit Angabe des Bestimmungsortes beizufügen.
C 4 Metallographische Ermittlung bei Schweißgut (im Rahmen der Verfahrens- und Arbeitsprüfungen für Fertigungsschweißungen an Gussstücken)
(1) Aus der Schweißnaht ist eine Scheibe zu entnehmen, die deren gesamten Querschnitt erfasst. Für die metallographische Untersuchung ist die Scheibe auf einer Seite in der üblichen Weise zu schleifen und zu polieren sowie nach Murakami [ 4] zu ätzen.
(2) Über den gesamten Querschnitt der Schweißung ist eine Übersichtsaufnahme anzufertigen.
(3) Die Auswertung ist bei 1.000-facher Vergrößerung durchzuführen.
(4) Für die quantitative Auswertung empfiehlt es sich, die Gefügeaufnahmen mit einer entsprechenden Deltaferrit-Richtreihe [ 5] zu vergleichen und einzustufen. Alternativ darf ein Verfahren der quantitativen Gefügebildanalyse angewendet werden.
(5) Von mindestens drei für den Deltaferritgehalt repräsentativen Bereichen sind Gefügeaufnahmen mit 1.000-facher Vergrößerung anzufertigen.
(6) Im Prüfbericht sind anzugeben:
(7) Dem Prüfbericht sind die Übersichtsaufnahmen nach (2) und die Gefügeaufnahmen nach (5) beizufügen. In der Übersichtsaufnahme ist die Lage der Bereiche nach (5) zu kennzeichnen.
C 5 Rechnerische Abschätzung nach De Long
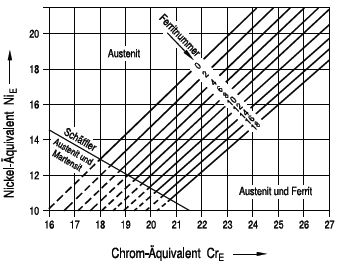
Hinweis:Zur rechnerischen Abschätzung des Deltaferritgehaltes wird Bild C-1 nach De Long [ 2] benutzt. In diesem Bild wird der Deltaferritgehalt in Abhängigkeit von der chemischen Zusammensetzung nicht in Volumenanteilen angegeben, sondern aufgrund einer besonderen Kalibrierung (vgl. DIN EN ISO 8249) durch den Kennwert "Ferritnummer (FN)" ausgedrückt. Im Bereich kleiner Ferritnummern bis FN 7 entspricht die Ferritnummer dem Deltaferritgehalt in %.
(1) Aus der chemischen Zusammensetzung des Grundwerkstoffes in Massenanteilen sind der Wert des Nickel-Äquivalentes NiE nach der Beziehung
| NiE = % Ni + 30 · (% C + % N) + 0,5 · % Mn | ( C 5-1) |
und der Wert des Chrom-Äquivalentes CrE nach der Beziehung
| CrE = % Cr + % Mo + 1,5 · % Si + 0,5 · % Nb | ( C 5-2) |
zu errechnen.
(2) Die errechneten Werte des Nickel-Äquivalentes und des Chrom-Äquivalentes sind die Koordinatenwerte eines Punktes im Bild C-1. Die dazugehörige Ferritnummer ist aus dem Bild abzulesen. Gegebenenfalls ist zwischen zwei Linien konstanter Ferritnummern zu interpolieren.
(3) Zur Dokumentation der rechnerischen Abschätzung sind anzugeben:
Bild C-1: Zusammenhang zwischen der chemischen Zusammensetzung und den Ferritnummern von aufgeschmolzenem Grundwerkstoff oder Schweißgut
| Durchführung von manuellen Ultraschallprüfungen | Anhang D |
D 1 Allgemeines
(1) Dieser Anhang beschreibt die Durchführung der manuellen Ultraschallprüfung.
(2) Es sind Festlegungen zur Justierung von Prüfsystemen für die Prüfung nach dem Impulsverfahren in Reflexion oder Durchschallung und zur Beschreibung von Anzeigen getroffen.
D 2 Begriffe, Kurzzeichen, Formeln
D 2.1 Begriffe
Es gelten die Festlegungen nach DIN EN 1330-4.
D 2.2 Kurzzeichen
In diesem Anhang werden folgende Kurzzeichen verwendet:
| Kurzzeichen | Größe oder Bezeichnung | Einheit |
| A | Auf die Nahfeldlänge bezogener Schallweg im allgemeinen AVG-Diagramm | - |
| a | Projektionsabstand | mm |
| a' | Verkürzter Projektionsabstand | mm |
| aLLT | Verkürzter Projektionsabstand bei der LLT-Technik | mm |
| AVG | Abstand/Verstärkung/Größe | - |
| αLm | Einschallwinkel der Longitudinalwelle | Grad |
| αTw | Auftreffwinkel der Transversalwelle an der Kontaktfläche des Prüfgegenstandes | Grad |
| C | Erforderliche Breite des Vergleichskörpers | mm |
| CLw | Schallgeschwindigkeit der Longitudinalwelle | m/s |
| CTw | Schallgeschwindigkeit der Transversalwelle | m/s |
| Deff | Effektive Schwingerabmessung gemäß Prüfkopfdatenblatt | mm |
| DFBB | Durchmesser der Flachbodenbohrung | mm |
| DKon | Durchmesser der Kontaktfläche eines Senkrechtprüfkopfes | mm |
| DKSR | Durchmesser des Kreisscheibenreflektors | mm |
| DQ | Effektive Schwingerabmessung quer zur Einschallrichtung | mm |
| DS-6dB | Schallbündelbreite für 6 dB-Abfall des Schalldruckes bezogen auf den Zentralstrahl | mm |
| DS-20dB | Schallbündelbreite für 20 dB-Abfall des Schalldruckes bezogen auf den Zentralstrahl | mm |
| Dz | Durchmesser der Querbohrung | mm |
| d | Krümmungsdurchmesser der Kontaktfläche am Prüfgegenstand | mm |
| dref | Krümmungsdurchmesser der Gegenfläche am Prüfgegenstand | mm |
| Δf | Bandbreite (Differenz zwischen oberer und unterer Grenzfrequenz), bezogen auf den 3 dB-Abfall | MHz |
| ΔSE | Abstand der Schalleintrittspunkte | mm |
| ES | Empfangsschwinger | - |
| fN | Nennfrequenz | MHz |
| φLw | Auftreffwinkel der Longitudinalwelle auf den Reflektor | Grad |
| φTw | Reflexionswinkel der Transversalwelle am Reflektor | Grad |
| G | Auf den effektiven Schwingerdurchmesser bezogener Reflektordurchmesser | - |
| GK | Geräteverstärkung bei Einstellung der Justierreflektoranzeige auf Kennhöhe am Bildschirm | dB |
| GT | Geräteverstärkung bei Einstellung der Durchschallungsanzeige auf Kennhöhe am Bildschirm | dB |
| `GT | Arithmetischer Mittelwert von GT-Werten | dB |
| GR | Geräteverstärkung für die Registrier- schwelle | dB |
| γ6 | Öffnungswinkel des Schallbündels bei der 6 dB-Grenze | Grad |
| H | Auf die Bildschirmhöhe bezogene Echohöhe | - |
| HE | Hauptecho bei der Prüfung mit Wellenumwandlungstechnik | - |
| KSR | Durchmesser des Kreisscheibenreflektors | mm |
| κ | Schallschwächungskoeffizient (abweichend von DIN EN 1330-4: auf den Schallweg bezogene Schallschwächung) | dB/mm |
| L | Abmessung der Kontaktfläche des Prüfkopfes in Krümmungsrichtung | mm |
| LLT | "Long-Long-Trans"-Wellenumwandlungstechnik | - |
| LW | Longitudinalwelle | - |
| λ | Wellenlänge | mm |
| N | Nahfeldlänge | mm |
| NE1; NE2 | Nebenechos bei der Prüfung mit Wellenumwandlungstechnik | - |
| n | Anzahl der Einzelmesswerte | - |
| p | Projektionsabstand im ganzen Sprung | mm |
| p' | Projektionsabstand bei der Prüfung mit Wellenumwandlungstechnik bei Optimierung eines Nebenechos | mm |
| p" | Projektionsabstand bei der Prüfung mit Wellenumwandlungstechnik bei Optimierung des Hauptechos | mm |
| Ra | arithmetischer Mittelwert der Profilordinaten (Mittenrauwert) Ra nach DIN EN ISO 4287 | µm |
| RL | Registrierlänge (Reflektorausdehnung) | mm |
| RLK | Korrigierte Registrierlänge | mm |
| S (mit und ohne Index) | Schallweg | mm |
| SEL | Sender-Empfänger-Longitudinalwellen | - |
| SE | Sender - Empfänger | - |
| SS | Sendeschwinger | - |
| s | Wanddicke, Nennwanddicke | mm |
| sj | Dicke des Vergleichskörpers | mm |
| S/N | Signal-Rausch-Verhältnis ist das Amplitudenverhältnis des Ultraschallechos eines Reflektors zum Rauschpegel (Der Rauschpegel ist der 95 %- Wert der Summenhäufigkeit der Echohöhen der Rauschanzeigen, ermittelt im fehlerfreien Prüfbereich). | - |
| TLL | "Trans-Long-Long"-Wellenumwandlung | - |
| 71N | Transversalwelle | - |
| V | Verstärkung im allgemeinen AVG-Diagramm | dB |
| YFBB | Reflektortiefenlage | mm |
| YS | Abstand der Prüfzonenmitte von der Kontaktfläche | mm |
| ZH | Tiefenbereich der Prüfzone | mm |
| ΔV | Empfindlichkeitskorrektur | dB |
| ΔVκ | Auf einen bestimmten Schallweg bezogene Schallschwächungskorrektur | dB |
| ΔVkoppl | Ankopplungskorrektur | dB |
| ΔVLLT | Echohöhendifferenz zwischen Bezugshöhe der Stirnfläche und dem Maximum der Empfindlichkeitskurve | dB |
| ΔVS | Divergenzkorrektur der Rückwandechokurve | dB |
| ΔV~ | Verstärkungskorrektur zur Berücksichtigung von Transferschwankungen | dB |
| ΔVT | Transferkorrektur | dB |
| ΔVZ | Verstärkungskorrektur zur Berücksichtigung unterschiedlicher Schallwege bei Anschallung einer Zylinderbohrung | dB |
D 2.3 Formeln
Die zu berechnenden Größen sind nach folgenden Gleichungen zu ermitteln:
| a) | Erforderliche Breite des Vergleichskörpers | |
| C ≥ DS-20dB | ( D-1) | |
| b) | Die auf den 20 dB-Echohöhenabfall bezogene Schallbündelbreite DS-20dB: | |
| DS-20dB = 2 · λ · (S / DQ) | ( D-2) | |
| c) | Umrechnung der Echohöhe von Querbohrungen Echohöhe von Kreisscheibenreflektoren: | in die |
 |
( D-3) | |
| wobei S > 1,5 · N und DZ > 1,5 · λ | ||
| d) | Der auf den 6 dB-Echohöhenabfall bezogene Schallbündeldurchmesser DS-6dB: | |
| DS-6dB = · S · tan γ6, | ( D-4) | |
| e) | Mittelwert der Geräteverstärkung `GT: | |
| `GT = (ΣGT / n) = (Summe der Einzelwerte / Anzahl der Einzelwerte), | ( D-5) | |
| f) | Korrigierte Registrierlänge RLK: | |
| RLK = RL - DS-6dB · (1 - (DS-6dB / RL) | ( D-6) | |
| g) | Schallweg ohne Seitenwandeinfluss | |
| S = (s · Deff) / (2 · λ) | ( D-7) | |
| h) | Verstärkungskorrektur ΔV~: | |
 |
( D-8) | |
oder |
( D-9) | |
| i) | Empfindlichkeitskorrektur ΔVZ: | |
| ΔVZ = 30 · lg (S2 / S2) | ( D-10) | |
| k) | Resultierende Geräteempfindlichkeit zur Einstellung der Registrierschwelle | |
| GR = GK + ΔVT + ΔV~ | ( D-11) | |
| mit | ||
| ΔVT = ΔVkopll + ΔVκ | ( D-12) | |
| l) | Nullpunktverschiebung bei SEL-Prüfköpfen | |
| S = 1,5 · s + a | ( D-13) | |
| m) | Schalllaufweg bis zur Prüfzonenmitte bei LLT-Prüfköpfen | |
| SJust - SLW + 2 · STW | ( D-14) | |
| mit SLW = (2 · s - Ys) / cos αLW | ( D-15) | |
| und STW = Ys / cos αTW | ( D-16) | |
| oder in der Näherung für Stahl | ||
| SJust = 2 · (s + Ys) / cos αLW | ( D-17) |
D 3 Anforderungen an den Prüfgegenstand
(1) Die Kontaktflächen des Prüfgegenstandes und die Gegenflächen müssen groß genug sein, um das Prüfvolumen vollständig erfassen zu können.
(2) Die Kontaktflächen müssen frei sein von störenden Unebenheiten und Verunreinigungen (z.B. Kerben, Zunder, Schweißspritzer, Drehriefen). Wird die Gegenfläche als Reflexionsfläche benutzt, so sind an diese die gleichen Anforderungen zu stellen wie an die Kontaktflächen.
(3) Der arithmetische Mittelwert der Profilordinaten (Mittenrauwert) Ra nach DIN EN ISO 4287 darf auf den zu prüfenden Flächen einen Wert von 20 µm nicht Ìberschreiten.
(4) Bei einer Welligkeit der Kontaktflächen muss diese so gering sein, dass die Prüfkopfsohle ausreichend aufliegt. Dies ist im Allgemeinen der Fall, wenn der Abstand zwischen Prüfkopfsohle und Kontaktfläche an keiner Stelle mehr als 0,5 mm beträgt.
(5) Die Formabweichung von der Sollkontur der Kontaktflächen soll bezogen auf eine Referenzfläche von 40 mm · 40 mm nicht mehr als 0,5 mm betragen. Bei der Wahl anderer Abmessungen von Referenzflächen ist die zugeordnete Formabweichung entsprechend der Seitenlänge der gewählten Referenzfläche linear umzurechnen.
D 4 Anforderungen an das Prüfsystem
D 4.1 Prüfausrüstung
(1) Die eingesetzte Prüfausrüstung einschließlich der erforderlichen Messgeräte und Hilfsmittel muss eine dem Verwendungszweck entsprechende Genauigkeit und Stabilität aufweisen.
(2) Die Prüfgeräte und Prüfköpfe sollen die Anforderungen gemäß DIN EN 12668-1 oder DIN EN 12668-2 erfüllen. Für die Kontrolle der Eigenschaften der kompletten Prüfausrüstung gelten die Anforderungen gemäß DIN EN 12668-3.
(3) Das Kombinieren von Geräten, Kabeln und Prüfköpfen verschiedener Hersteller ist zulässig, wenn sichergestellt ist (z.B. über Messungen an Bezugsreflektoren), dass die Genauigkeit der Ergebnisse nicht beeinträchtigt wird.
(4) Es sind Prüfköpfe mit Schallfeldern zu verwenden, die die Einhaltung der geforderten Prüfempfindlichkeit (Registrierschwelle) im zu prüfenden Bereich sicherstellen.
Hinweis:Im Allgemeinen werden bei Nennwanddicken gleich oder kleiner als 40 mm eine Nennfrequenz von 4 MHz und eine Schwingergröße DQ von etwa 10 mm und bei Nennwanddicken größer als 40 mm eine Nennfrequenz von 2 MHz und eine Schwingergröße DQ von etwa 20 mm angewendet.
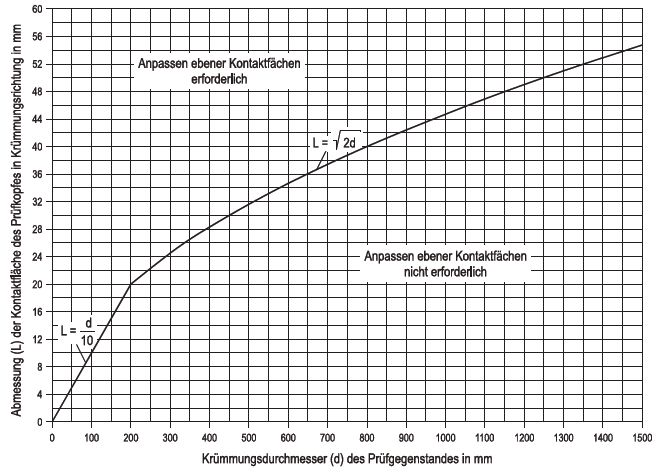
(5) Senkrechtprüfköpfe sind so auszuwählen, dass der Abstand zwischen den Kontaktflächen des Prüfkopfes und des Prüfgegenstandes nicht mehr als 0,5 mm (DKon < √2d)
beträgt. Durch die Verwendung von Schutzfolien kann die Ankopplung von Einschwinger-Senkrechtprüfköpfen verbessert werden.
(6) Die Kontaktflächen von Transversalwellen-Winkelprüfköpfen sind
(7) Bei der Einstellung des Justierbereichs und der Prüfempfindlichkeit sowie bei der Prüfung ist das gleiche Koppelmittel zu verwenden. Es sind nur solche Koppelmittel zu verwenden, die zu keiner Schädigung des Prüfgegenstandes (z.B. Korrosion) führen. Nach der Prüfung sind alle Rückstände des Koppelmittels vom Prüfgegenstand zu entfernen.
(8) Prüfgegenstand, Kalibrier-, Vergleichskörper und Prüfköpfe sollen annähernd die gleiche Temperatur aufweisen.
Bild D-1: Anpassbedingungen für ebene Kontaktflächen von Winkelprüfköpfen bei Einschallung in konvexe Kontaktflächen des Prüfgegenstandes
D 4.2 Kalibrierkörper, Vergleichskörper und Bezugsreflektoren
(1) Bei Verwendung unterschiedlicher Werkstoffe für Kalibrierkörper oder Vergleichskörper und Prüfgegenstand ist der Unterschied der Schallgeschwindigkeiten bei der Entfernungsjustierung und bei der Schrägeinschallung für die Winkelabweichung zu berücksichtigen.
(2) Falls nicht der Kalibrierkörper Nr. 1 nach DIN EN ISO 2400 oder der Kalibrierkörper Nr. 2 nach DIN EN ISO 7963 zur Einstellung der Prüfempfindlichkeit herangezogen werden, gilt:
| C ≥ 2 · λ · (Smax / DQ) | ( D-18) |
Ausgenommen sind Vergleichskörper für die Prüfung an Stäben in axialer Richtung für den Bereich des Seitenwandeinflusses. In diesem Fall ist die Breite des Vergleichskörpers gleich der Breite des Prüfgegenstands.
ad) Die Abmessungen der Kontaktfläche des Prüfgegenstands sollen größer sein als die 1,5fache Abmessung der Kontaktfläche des Prüfkopfes.
ae) Die Lage der Bezugsreflektoren im Vergleichskörper muss so gewählt werden, dass sich deren Echos nicht gegenseitig stören und nicht mit Kantenechos verwechselt werden können.
D 5 Optimierung der Prüftechnik bei der Ultraschallprüfung austenitischer Stähle oder Nickellegierungen
(1) Zur Einhaltung eines ausreichenden Abstandes (mindestens 6 dB) der Registrierschwelle zum Rauschpegel ist die Prüftechnik zu optimieren, z.B. durch folgende Maßnahmen:
(2) Sofern die Optimierung der Prüftechnik gemäß (1) zu keinem ausreichenden Signal-Rausch-Verhältnis führt, sind Prüftechniken mit einer bildhaften Darstellung des Prüfergebnisses einzusetzen, die eine Bewertung ermöglichen, z.B.
D 6 Einstellung des Prüfsystems
Hinweis:Festlegungen für die Einstellung des Prüfsystems bei Anwendung von Wellenumwandlungs- und Kriechwellentechniken sind in den Abschnitten D 7 und D 8 getroffen.
D 6.1 Entfernungsjustierung
(1) Für die Einstellung des Justierbereiches sollen der Kalibrierkörper Nr. 1, der Kalibrierkörper Nr. 2, der Prüfgegenstand oder ein Vergleichskörper (z.B. nach Bild D-2) verwendet werden.
Die Einstellung des Justierbereiches ist durch eine Ortung von bekannten Reflektoren zu überprüfen.
(2) Bei anzupassenden Prüfköpfen darf die Entfernungsjustierung zunächst mit einem nicht angepassten Prüfkopf auf einem ebenen Kalibrier- oder Vergleichskörper erfolgen. Anschließend muss der angepasste Prüfkopf auf einem geeignet geformten Vergleichskörper positioniert werden, der mindestens einen Reflektor bei bekannter Justierstrecke aufweist. Mittels dieses Reflektors ist eine Nullpunktkorrektur vorzunehmen.
(3) Bei Longitudinalwellen-Winkelprüfköpfen ist eine Voreinstellung des Justierbereiches mit Hilfe eines Senkrechtprüfkopfes an den Kalibrierkörpern Nr. 1 oder Nr. 2, am Prüfgegenstand oder am Vergleichskörper vorzunehmen. Zur Berücksichtigung der Vorlaufstrecke ist anschließend eine Nullpunktkorrektur mit dem Winkelprüfkopf durchzuführen.
D 6.2 Einstellung der Prüfempfindlichkeit bei Anwendung der AVG-Methode
D 6.2.1 Anwendung der AVG-Methode
(1) Die AVG-Methode darf nur bei Prüfköpfen angewendet werden, für die prüfkopfspezifische AVG-Diagramme vorhanden sind.
(2) Bei Prüfköpfen mit angepassten Kontaktflächen darf die AVG-Methode grundsätzlich nicht angewendet werden. Bei der Prüfung mit Winkelprüfköpfen, deren ebene Kontaktflächen angepasst sind, ist an Prüfgegenständen mit d größer als 100 mm bei der Einschallung in eine konkave Kontaktfläche des Prüfgegenstandes die Anwendung der AVG-Methode erlaubt, wenn die Bedingung L kleiner als erfüllt ist.
Bild D-2: Vergleichskörper zur Einstellung der Prüfempfindlichkeit bei der Schrägeinschallung
| Wanddicke oder Nennwanddicke des Prüfgegenstands in mm | Seitenansicht des Vergleichskörpers |
| s ≤ 10 | 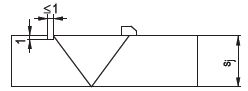 |
| 10 < s ≤ 15 | 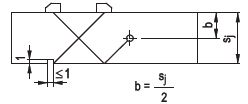 |
| 15 < s ≤ 20 | 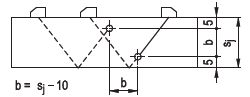 |
| 20 < s ≤ 40 | 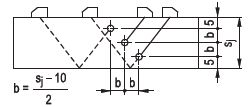 |
| 40 < s ≤ 80 | 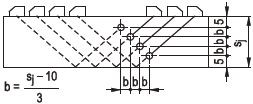 |
| s > 80 | 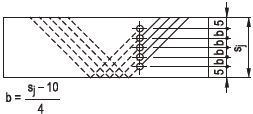 |
(3) Für die Anwendung der AVG-Methode gelten die folgenden Kriterien:
D 6.2.2 Anzuwendende Bezugsreflektoren
(1) Die Bestimmung der Bezugshöhe hat an Bezugsreflektoren unter Erfüllung folgender Bedingungen zu erfolgen:
(2) Der Durchmesser einer Flachbodenbohrung (DFBB) entspricht dem Durchmesser des Kreisscheibenreflektors (DKSR), sofern die Bedingung DFBB > 1,5 · λ erfüllt wird.
(3) Für die Umrechnung der Echohöhe einer Querbohrung in die Echohöhe eines Kreisscheibenreflektors ist die Gleichung D-3 zu verwenden.
D 6.3 Einstellung der Prüfempfindlichkeit bei der Vergleichskörper- und Bezugslinienmethode
D 6.3.1 Vergleichskörpermethode
(1) Bei der Vergleichskörpermethode wird die Anzeige aus dem Prüfgegenstand durch direkten Vergleich mit der eines Bezugsreflektors bei etwa gleichem Schallweg verglichen. Dies darf mit Bezugsreflektoren im Bauteil oder im Vergleichskörper erfolgen.
(2) Die Einstellung der Prüfempfindlichkeit hat mittels eines am Ende des Justierbereiches liegenden Bezugsreflektors zu erfolgen. Werden bei der Prüfung Echos von Reflektoren im Prüfgegenstand festgestellt, dürfen weitere Bezugsreflektoren des entsprechenden Vergleichskörpers, die schallwegmäßig dieselbe oder die nächst größere Entfernung aufweisen, verwendet werden. Bei gleichzeitiger Anwendung von unterschiedlichen Arten von Bezugsreflektoren (siehe Bild D-2) ist die kleinere Echohöhe als Bezugshöhe zu verwenden.
D 6.3.2 Bezugslinienmethode
(1) Bei der Bezugslinienmethode wird zur Vereinfachung der Echohöhenbeschreibung die Erzeugung einer Bezugslinie mit Hilfe eines oder mehrerer gleichartiger Reflektoren in unterschiedlicher Tiefe in Vergleichskörpern (z.B. Stufenkeil oder nach Bild D-2) oder mit Hilfe von Bezugsreflektoren im Prüfgegenstand in unterschiedlicher Entfernung empfohlen. Für die Anforderungen an die Bezugsreflektoren gilt Abschnitt D 4.2 (2) b).
(2) Die Bezugslinie ist über mindestens drei Echoanzeigen der Bezugsreflektoren (z.B. Querbohrungen) aus unter-schiedlichen Entfernungen des Prüfkopfes zu erzeugen (siehe Bild D-3). Das Echo mit der höchsten Amplitude soll auf ungefähr 80 % der Bildschirmhöhe eingestellt werden. Die konstruierte Bezugslinie darf über den durch die Bezugsreflektoren abgegrenzten Teil des Justierbereiches hinaus maximal um 20 % extrapoliert werden. Die Verstärkung des Ultraschallgerätes ist so zu wählen, dass die Bezugslinie im Justierbereich zwischen 20 % und 80 % der Bildschirmhöhe liegt. Ist dies nicht für den gesamten Justierbereich möglich, muss die Bezugslinie gemäß Bild D-4 gestuft werden.
D 6.4 Korrekturen bei der Einstellung der Prüfempfindlichkeit
D 6.4.1 Transferkorrektur
(1) Die Bestimmung der Transferkorrektur soll an mindestens vier Stellen des Prüfgegenstands in der vorgesehenen Prüfrichtung erfolgen.
(2) Die Transferkorrektur soll nach Bild D-5 mittels Durchschallung am Vergleichskörper und am Prüfgegenstand ermittelt werden.
(3) Zur Berücksichtigung der Transferkorrektur bei der Schrägeinschallung soll ΔVT aus der V- oder W-Durchschallung verwendet werden. Überschreitet ΔVT den Wert um mehr als 2 dB, ist die nach D 6.2 oder D 6.3 eingestellte Prüfempfindlichkeit um die erhaltenen Werte zu korrigieren. Bei ΔVT-Werten gleich oder kleiner als 2 dB sind diese bei der Einstellung der Prüfempfindlichkeit pauschal mit 2 dB zu berücksichtigen.
D 6.4.2 Bestimmung der Schallschwächung
(1) Die Schallschwächung soll bei der Senkrechteinschallung nach Bild D-6 und bei der Schrägeinschallung nach Bild D-7 jeweils bei gleicher Kennhöhe unter Berücksichtigung von "VS ermittelt werden.
(2) Die gesonderte Bestimmung der Schallschwächung darf entfallen, wenn sie über einen schallwegunabhängigen, konstanten Zuschlag (z.B. über die Transferkorrektur gemäß D 6.4.1) berücksichtigt wird.
D 6.4.3 Ankopplungs- und Schallschwächungsschwankungen
(1) Für die Transferkorrektur ist der Mittelwert aus den Durchschallungswerten am Prüfgegenstand zu verwenden, sofern die Schwankungsbreite 6 dB nicht überschreitet. Ergibt sich eine größere Schwankungsbreite als 6 dB, ist für die Transferkorrektur der Mittelwert aus 20 Durchschallungswerten zuzüglich eines gemäß Abschnitt D 2.3 h) zu berechnenden Zuschlags ΔV~ = 1,7 · Standardabweichung zu verwenden.
(2) Ist der so ermittelte Wert für ΔV~ größer als 6 dB, ist der Prüfgegenstand in Prüfabschnitte einzuteilen, für die die Transferkorrektur jeweils gesondert zu berücksichtigen ist. Diese Einteilung hat so zu erfolgen, dass in jedem Prüfabschnitt ΔV~ gleich oder kleiner als 6 dB ist.
D 6.4.4 Berücksichtigung der Korrekturen
(1) Unter Berücksichtigung der vorstehenden Korrekturen ergibt sich die resultierende Geräteempfindlichkeit zur Einstellung der Registrierschwelle gemäß Gleichung D-11.
(2) Wird die Schallschwächung schallwegabhängig berücksichtigt, erfolgt dies mit dem in ΔVT enthaltenen Schwächungsanteil ΔVκ gemäß Bild D-8 bei Anwendung der AVG-Methode oder gemäß Bild D-9 bei Anwendung der Bezugslinienmethode.
(3) Ist es nicht erforderlich, die Schallschwächung schallwegabhängig zu berücksichtigen, so enthält ΔVT einen schallwegunabhängigen, konstanten Anteil für die Schallschwächung ΔVκ.
(4) Ist eine zusätzliche Korrektur zur Berücksichtigung größerer Schwankungen gemäß Abschnitt D 6.4.3 erforderlich, so hat dies über ΔV~ zu erfolgen. Andernfalls entfällt der Korrekturwert ΔV~ in Gleichung D-11.
D 6.5 Einstellung des Ultraschallgerätes
(1) Vor Einstellung der Prüfempfindlichkeit muss sichergestellt sein, dass
(2) Die Impulsfolgefrequenz muss so eingestellt sein, dass
(3) Unter Berücksichtigung der Korrekturen nach D 6.4 ist die Geräteverstärkung so einzustellen, dass alle über der Registrierschwelle liegenden Echos am Ende des jeweiligen Justierbereiches mindestens 20 % der Bildschirmhöhe erreichen.
Bild D-3: Erzeugen von Bezugshöhen von Querbohrungen aus unterschiedlichen Entfernungen des Prüfkopfes für die Schrägeinschallung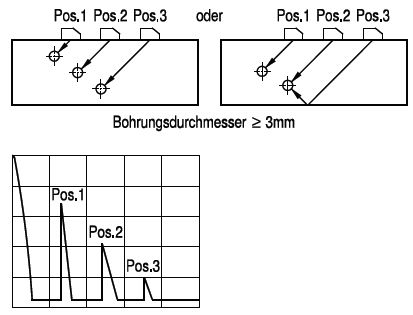
Bild D-4: Gestufte Bezugslinie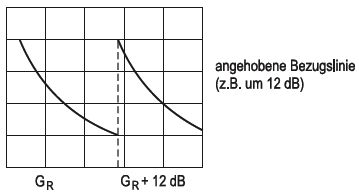
Bild D-5: Bestimmung der Transferkorrektur bei der Senkrechteinschallung und bei der Schrägeinschallung in V- oder W-Durchschallung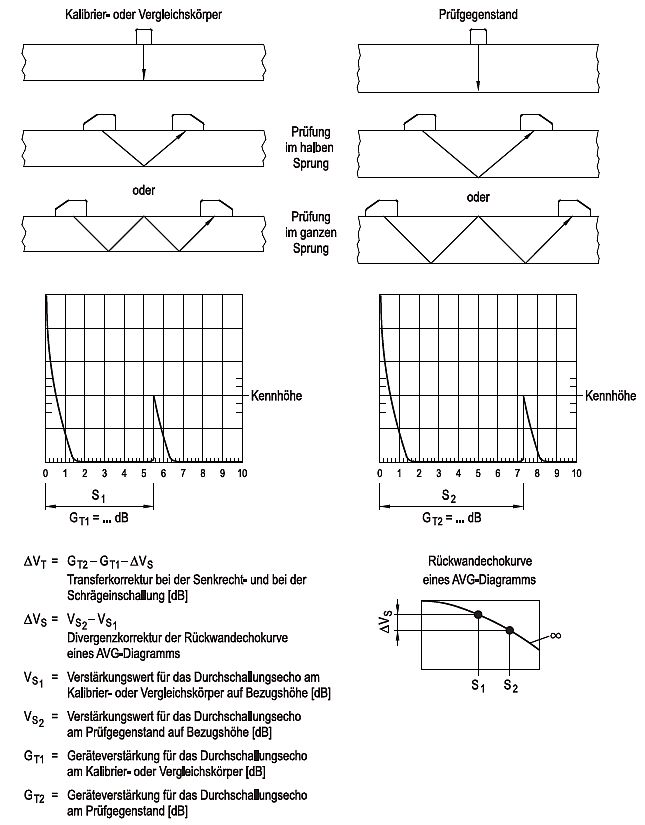
Bild D-6: Bestimmung der Schallschwächung bei der Senkrechteinschallung (Beispiel)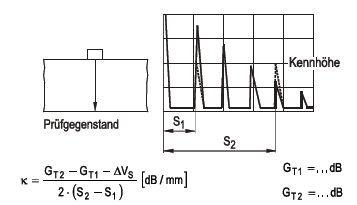
Bild D-7: Bestimmung der Schallschwächung bei der Schrägeinschallung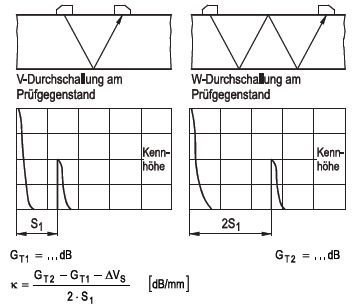
Bild D-8: Berücksichtigung der Schallschwächung im AVG-Diagramm für den Fall κ2 > κ1 (Beispiel)
Bild D-9: Berücksichtigung der Schallschwächung bei der Bezugslinien-Methode für den Fall κ2 > κ1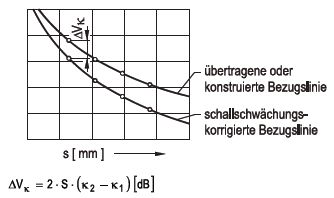
D 7 Kriechwellentechnik
D 7.1 Beschreibung des Verfahrens
(1) Longitudinalwellenprüfköpfe mit Einschallwinkeln von üblicherweise 75 Grad bis 80 Grad erzeugen neben einer steil einfallenden Transversalwelle zusätzlich zur longitudinalen Hauptwelle eine sich parallel zur Kontaktfläche ausbreitende Longitudinalwelle (primäre Kriechwelle).
(2) Durch die Ausbreitung der primären Kriechwelle entlang der Kontaktfläche werden ständig Transversalwellen abgestrahlt, so dass die Intensität der Kriechwelle mit denn Schallweg rasch abfällt. Beispielsweise liegt der Fokusabstand bei SE-Kriechwellenprüfköpfen mit Schwingerabmessungen von Do ≈ mm · 13 mm bei ca. 10 mm, wodurch ein nutzbares Schallbündel von ca. 20 mm Länge gegeben ist.
(3) Wenn die primäre Kriechwelle aus geometrischen Gründen, z.B. bei Anschweißnähten, in das Volumen eintaucht, breitet sie sich als normale Longitudinalwelle ohne Abstrahlung aus. Dadurch ergeben sich größere nutzbare Schallwege von 30 mm bis ca. 50 mm.
D 7.2 Vergleichskörper
(1) Für die Einstellung der Prüfempfindlichkeit von Kriechwellenprüfköpfen sind
(2) Bei der Prüfung mit angepassten Prüfköpfen haben die Krümmungen der Kontaktflächen von Vergleichskörper und Prüfgegenstand übereinzustimmen.
Bild D-10: Vergleichskörper für die Einstellung der Prüfempfindlichkeit bei Anwendung der Kriechwellentechnik (primäre Kriechwelle)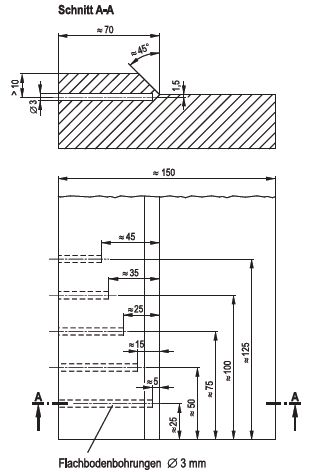
Bild D-11: Vergleichskörper für die Einstellung der Prüfempfindlichkeit bei Anwendung der Kriechwellentechnik (primäre Kriechwelle) zur Prüfung von oberflächennahen Bereichen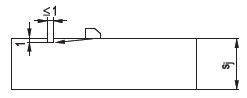
D 7.3 Einstellung der Prüfempfindlichkeit
(1) Für die Prüfung von Anschweißnähten oder Auftragschweißungen ist eine Bezugslinie nach den zutreffenden Vorgaben des Abschnittes D 7.3 durch Anschallen der entsprechenden Flachbodenbohrungen im Vergleichskörper nach Abschnitt D 7.2 (1) a) zu erzeugen.
(2) Für die Prüfung von oberflächennahen Bereichen ist die Bezugsechohöhe gleich der Amplitude des Bezugsreflektors nach Abschnitt D 7.2 (1) b).
D 7.4 Anpassen der Prüfköpfe
(1) Bei der Prüfung auf konvex gekrümmter Kontaktfläche des Prüfgegenstandes hat die Auswahl des Prüfkopfes nach Bild D-12 zu erfolgen.
(2) Bei der Prüfung auf konkav gekrümmter Kontaktfläche des Prüfgegenstandes sind spezielle Prüfköpfe mit jeweils angepassten Kontaktflächen zu verwenden.
Bild D-12: Anwendungsbereiche für Kriechwellen-Prüfköpfe mit und ohne Anpassung der Kontaktfläche bei der Prüfung auf konvex gekrümmten Kontaktflächen des Prüfgegenstandes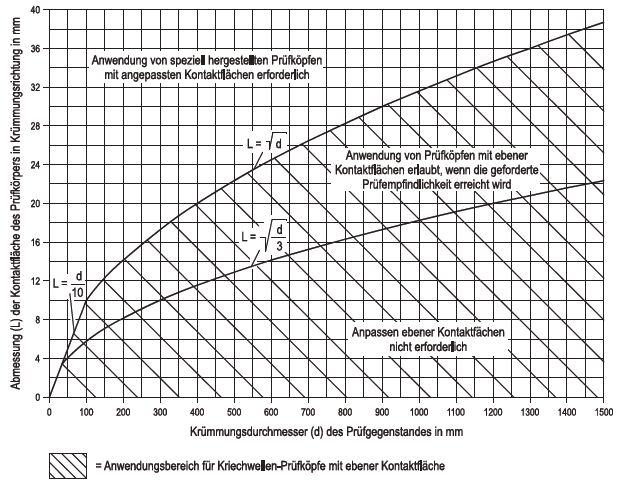
D 8 Wellenumwandlungstechnik I (sekundäre Kriechwelle:
D 8.1 Beschreibung des Verfahrens
(1) Das Prinzip der Reflexion mit Wellenumwandlung bei Einschallung mit einem Longitudinalwellen-Winkelprüfkopf in Bild D-13 dargestellt. Bei Stählen erfolgt beim Auftreffen von Transversalwellen auf eine Gegenfläche unter einem Winkel kleiner als 33 Grad neben der Reflexion der Transversalwelle eine Wellenumwandlung. Bei einem Auftreffwinke von ca. 31 Grad wird eine Longitudinalwelle mit Anteilen an. nähernd parallel zur Oberfläche (sekundäre Kriechwelle) erzeugt. Der Auftreffwinkel von ca. 31 Grad wird bei Prüfgegenständen mit parallelen Oberflächen durch die begleitende Transversalwelle eines Longitudinalwellen-Winkelprüfkopfe; mit einem Einschallwinkel von 70 Grad erreicht (Bild D-14).
Bild D-13: Reflexion mit Wellenumwandlung beim Longitudinalwellen-Winkelprüfkopf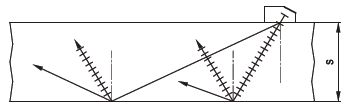
Bild D-14: Prüfung des innenoberflächennahen Bereiches von Schweißnähten mit sekundären Kriechwellen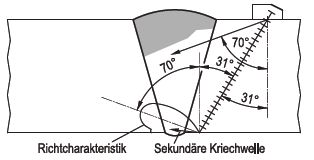
(2) Die sekundäre Kriechwelle wird infolge ihrer oberflächennahen geradlinigen Ausbreitung z.B. dazu benutzt, den Wurzelbereich einer Schweißnaht zu erfassen, ohne vom Wurzeldurchhang wesentlich beeinflusst zu werden. Dabei ist zu berücksichtigen, dass
(3) Bei der Einschallung mit dem Longitudinalwellen-Winkelprüfkopf an Prüfgegenständen mit parallelen Oberflächen werden Nebenechos erzeugt, die mit NE1 und NE2 bezeichnet werden (Bild D-15). Zum Nachweis von Reflektoren wird das NE2 benutzt. Das NE1 kann zur Tiefenabschätzung herangezogen werden.
(4) Im Fall von dünneren Prüfgegenständen (Wanddicke in Abhängigkeit vom Werkstoff bis ca. 20 mm) wird bei der Einschallung mit dem Longitudinalwellenprüfkopf (Typ 70 Grad SEL) eine auswertbare Echofolge erzeugt, die sowohl den Longitudinalwellenanteil (Hauptecho-HE) als auch den umgewandelten Transversalwellenanteil (Nebenechofolge-NE) enthält (Bild D-16).
Hinweis:Hervorgerufen durch die beim Eintritt des Schalls in den Prüfgegenstand gleichzeitig entstehende Transversalwelle können Formanzeigen auftreten, da die sehr steil einfallende Transversalwelle besonders empfindlich auf Unregelmäßigkeiten der prüfkopffernen Oberfläche (z.B. Körnerschläge, Kennzeichnungen) und auf Formabweichungen reagiert. Deshalb sind besonders wichtig:
- die Beachtung der Prüfkopfposition in Bezug auf die Schweißnahtmitte,
- die Kenntnis der Schallgeschwindigkeiten und des damit verbundenen Einschallwinkels der Transversalwelle,
- die Kenntnis über die unterschiedlichen Echodynamiken. Bei exakter Zuordnung der Anzeige zur Schweißnaht und bei Berücksichtigung der Tatsache, dass ein Reflektor - im Gegensatz zur begleitenden Transversalwelle - bei direkter Anschallung mit Longitudinalwellen von 70 Grad eine große Dynamik bewirkt, ist die Unterscheidung von solchen Störanzeigen und eigentlichen Fehlern möglich.
Eine sinnvolle Prüfung mit sekundären Kriechwellen nach (2) und (3) beginnt ab Wanddicken größer als 15 mm. Bei Wanddicken größer als 8 mm und gleich oder kleiner als 20 mm erfolgt die Prüfung mit Longitudinalwellenprüfköpfen (Typ 70 Grad SEL). Das Vorhandensein des HE und der NE weist darauf hin, dass die Schallwellen an tieferen Materialtrennungen reflektiert werden. Anzeigen von Wurzelkerben geringerer Tiefe werden von tiefen Fehlern durch das Ausbleiben der NE unterschieden (Bild D-16).
D 8.2 Prüfkopf
(1) Es werden Einschwinger-Longitudinalwellen- oder SE-Longitudinalwellen-Winkelprüfköpfe mit Einschallwinkeln von 70 Grad eingesetzt, sofern die Prüfung an Gegenständen mit parallelen Oberflächen erfolgt.
(2) Bei der Prüfung an Gegenständen mit nicht parallelen Oberflächen sind Prüfköpfe mit Einschallwinkeln zu verwenden, bei denen der Auftreffwinkel der Transversalwelle auf die Gegenfläche ca. 31 Grad beträgt.
Hinweis:Für die Auswahl des Prüfkopfes sind die zu prüfende Wanddicke, die Nennfrequenz und Schwingerabmessung sowie die sich von unterschiedlich tiefen Nuten ergebenden Echohöhen des Echos NE2 maßgebend.
D 8.3 Entfernungsjustierung
(1) Die Voreinstellung des Justierbereiches hat gemäß Abschnitt D 6.1 (3) zu erfolgen.
(2) Anschließend hat die Nullpunktkorrektur für den Longitudinalwellen-Winkelprüfkopf zu erfolgen. Dabei darf, sofern dies nicht am R100 des Kalibrierkörper Nr. 1 durchgeführt wird, wie folgt vorgegangen werden:
Unter Einbeziehung des Transversalwellenanteils des Longitudinalwellen-Winkelprüfkopfes ist am Vergleichskörper oder am Prüfgegenstand eine Nut mit rechteckigem Querschnitt anzuschallen (Bild D-15). Das Echo NE2 ist durch Verschieben des Prüfkopfes zu optimieren. An der Kontaktfläche ist dabei der Projektionsabstand (p') vom Schalleintrittspunkt bis zur angeschallten Nut zu ermitteln. Mit Hilfe der Gleichung
SNE2 = 1,5 · s + p'
ist der Wert für die Schallwegeinstellung des Winkelprüfkopfes näherungsweise bestimmt.
Hinweis:Zur Kontrolle der Entfernungsjustierung kann das Echo NE1 herangezogen werden. Die Schallwegposition des Echos NE1 ergibt sich näherungsweise aus der Formel SNE1 = 2 · s beim Maximum des Echos NE2.
D 8.4 Einstellung der Prüfempfindlichkeit
(1) Die Einstellung der Prüfempfindlichkeit ist an einem Vergleichskörper vorzunehmen.
(2) Zur Erzeugung einer Bezugshöhe sind Nuten gemäß Abschnitt D 4.2 (2) bd) zu verwenden.
(3) Durch Verschieben des Prüfkopfes auf dem Vergleichskörper ist das an der Nut reflektierte Echo NE2 zu optimieren und dadurch die Bezugshöhe zu ermitteln.
(4) Im Falle der Prüfung gemäß Abschnitt D 8.1 (4) hat die Einstellung der Prüfempfindlichkeit an entsprechenden Nuten mit rechteckigem Querschnitt mit Longitudinalwellen zu erfolgen. Registrierschwelle ist die Bezugsechohöhe der direkten Longitudinalwelle minus 6 dB. Die Anzeige der Kante am Vergleichskörper muss die Registrierschwelle um mindestens 10 dB überschreiten. Anderenfalls ist die Registrierschwelle entsprechend zu vermindern.
D 8.5 Korrekturen bei der Einstellung der Prüfempfindlichkeit
D 8.5.1 Transferkorrektur
Der Unterschied der akustischen Eigenschaften zwischen dem artgleichen Vergleichskörper und dem Prüfgegenstand ist zu ermitteln und bei der Prüfung zu berücksichtigen. Dies darf durch eine pauschale Transfermessung erfolgen.
D 8.5.2 Schweißgutbedingte Schallschwächungskorrektur
Empfindlichkeitsunterschiede, hervorgerufen durch das Schweißgut, sind in geeigneter Weise zu ermitteln und zu berücksichtigen.
D 8.6 Prüfdurchführung
(1) Entfernungsjustierung nach den Vorgaben gemäß Abschnitt D 8.3
(2) Einstellung der Prüfempfindlichkeit nach den Vorgaben gemäß Abschnitt D 8.4
(3) Prüfkopfverschiebung
Der Longitudinalwellen-Winkelprüfkopf ist bei der Schweißnahtprüfung senkrecht zur Naht zu bewegen, dass der definierte Prüfbereich an der Gegenfläche vollständig erfasst wird.
Bild D-15: Schallfeldgeometrien bei der Umwandlung von Transversalwellen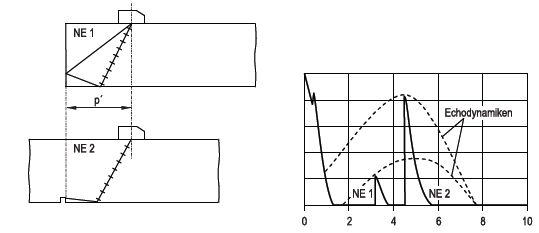
Bild D-16: Prüfung von Komponenten mit Nennwanddicken größer als 8 mm und gleich oder kleiner als 20 mm mittels Longitudinalwellen (Prüfkopf 70 Grad SEL)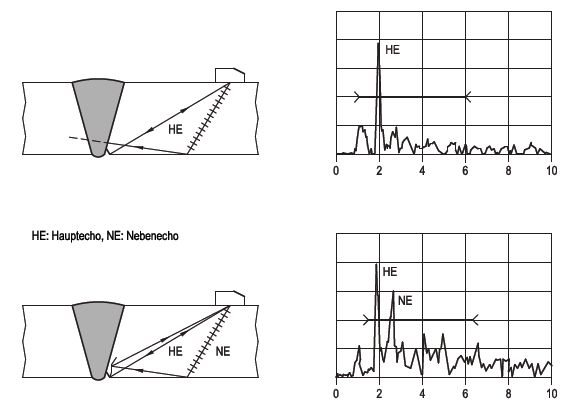
D 9 Wellenumwandlungstechnik II (LLT-Technik)
D 9.1 Allgemeines
(1) Die LLT-Technik wird zum Auffinden von senkrecht oder annähernd senkrecht zur Oberfläche ausgerichteten Reflektoren bei der Volumenprüfung von Prüfgegenständen mit parallelen oder konzentrisch gekrümmten Oberflächen bis zu 80 mm Nennwanddicke eingesetzt.
(2) Das Prinzip der LLT-Technik ist in Bild D-17 dargestellt. Der Sendeschwinger erzeugt eine Longitudinalwelle mit einem Winkel ±LW, der zwischen 7 Grad und 45 Grad beträgt. Diese Welle wird an der Rückwand des Prüfgegenstandes reflektiert und trifft auf den senkrecht ausgerichteten Reflektor. Hier erfolgt eine Wellenumwandlung des größten Teils der Energie in eine Transversalwelle, die mit einem Winkel ±TW zum Prüfkopf zurückläuft und vom Empfangsschwinger empfangen wird.
(3) Der Vorteil der LLT-Technik ist die kompakte Bauform von LLT-Prüfköpfen mit der Anordnung von Sende- und Empfangsschwinger in einem Gehäuse.
D 9.2 Prüfköpfe, Prüfzonen, Vergleichskörper, LLT-Empfindlichkeitsdiagramme
D 9.2.1 Anwendung von Prüfköpfen
(1) LLT-Prüfköpfe sind durch die Anordnung von Sende- und Empfangsschwingern für die Prüfung einer bestimmten Tiefenzone (Prüfzone) bei der jeweiligen Wanddicke und Krümmung des Prüfgegenstandes ausgelegt. Der Anwendungsbereich ist an Hand prüfkopfspezifischer Datenblätter zu bestimmen.
(2) LLT-Prüfköpfe, die für die Prüfung an ebenen Prüfgegenständen ausgelegt wurden, dürfen bei der Prüfung an in Prüfrichtung konzentrisch gekrümmten Oberflächen beim Vorliegen von großen Krümmungsradien (R größer als 1.000 mm) eingesetzt werden.
D 9.2.2 Prüfköpfe und Prüfzonen
D 9.2.2.1 Lage und Höhe der Prüfzonen
(1) LLT-Prüfköpfe sind nur in einer begrenzten Prüfzone (Tiefenzone) empfindlich. Die Lage der Prüfzone wird durch den Einschallwinkel ±LW, den Auftreffwinkel ±TW und durch die Anordnung der Schwinger bestimmt.
(2) Die Höhe der Prüfzone wird durch den Tiefenbereich (ZHa, ZHb, Bild D-17) bestimmt, in dem die Empfindlichkeit auf den hal6en Wert (-6 dB) gegenüber dem Maximum in der Prüfzonenmitte (YSa, YSb, Bild D-17) abgenommen hat. Die Prüfzonenhöhe hängt von der Wanddicke, der Nennfrequenz und den Abmessungen des Sende- und des Empfangsschwingers ab.
D 9.2.2.2 Prüfzonenaufteilung
(1) Die Prüfzonen müssen das zu prüfende Volumen abdecken, die Prüfzonen müssen sich überlappen.
Hinweis:Das zu prüfende Volumen umfasst im Allgemeinen den "nicht oberflächennahen Bereich" ab 10 mm Tiefe von der prüfkopffernen und von der prüfkopfnahen Oberfläche.
(2) Die Prüfzonenaufteilung darf auf Basis prüfkopfspezifischer Datenblätter abgeschätzt werden. Liegen keine prüfkopfspezifischen Datenblätter vor, sind Lage und Abmessung der Prüfzonen durch Messung mit den ausgewählten Prüfköpfen an Vergleichskörpern mit Flachbodenbohrungen zu bestimmen.
D 9.2.3 Vergleichskörper
(1) Der Vergleichskörper für die Bestimmung von Prüfzonenabmessung und -lage muss hinsichtlich der Geometrie und der akustischen Eigenschaften dem Prüfgegenstand entsprechen. Die Bezugsreflektoren sind Flachbodenbohrungen in der gleichen Größe wie die zu registrierenden Kreisscheibenreflektoren. Die Bezugsreflektoren sind stirnseitig in der auf Grund des vorgesehenen Prüfkopfes vorgegebenen Prüfzonenmitte (Tiefenlage, Abstand YSa, YSb, Bild D-17) einzubringen. Zur Bestätigung der Prüfzonenaufteilung sind in den Überlappungsbereichen der Zonenränder zusätzliche Bezugsreflektoren einzubringen.
(2) Der Abstand der Bezugsreflektoren von den Stirnflächen hat mindestens 20 mm zu betragen.
Bild D-17: Prinzip der LLT-Technik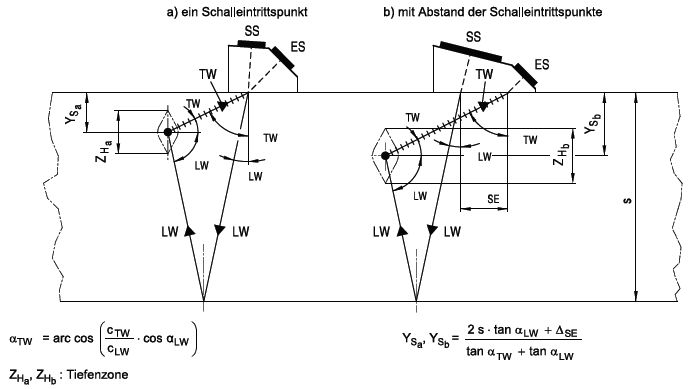
D 9.2.4 Erstellung von LLT-Empfindlichkeitsdiagrammen
(1) Mit Hilfe eines Empfindlichkeitsdiagramms lässt sich die Justierung der Prüfempfindlichkeit vereinfachen.
(2) Die Diagramme sind durch Messungen an Flachbodenbohrungen des Vergleichskörpers nach Abschnitt D 9.2.3 für die jeweilige Prüfzone zu erstellen. Die an den Flachbodenbohrungen gemessenen Echohöhen werden über der Tiefenlage (YFBB, Bild D-18) aufgetragen. In das Diagramm ist auch die Bezugshöhe der Stirnfläche (Maximum des Stirnflächenechos) einzutragen. Der Abstand zwischen der Bezugshöhe der Stirnfläche und dem Maximum der Empfindlichkeitskurve aus den Echohöhen der Flachbodenbohrungen definiert den Wert ΔVLLT.
(3) Zur Erzeugung eines Tiefenmaßstabes ist die Reflektortiefenlage über dem Schalllaufweg in einem weiteren Diagramm aufzutragen (siehe Bild D-19). Hierzu sind mindestens drei stirnseitig in den Vergleichskörper eingebrachte Flachbodenbohrungen erforderlich.
D 9.3 Entfernungsjustierung
(1) Der jeweilige LLT-Prüfkopf ist so zu betreiben, dass zunächst nur der Empfangsschwinger im Impulsechobetrieb für Transversalwellen arbeitet. Die Entfernungsjustierung ist am 100 mm-Kreisbogen des Kalibierkörpers Nr. 1 vorzunehmen. Die Justierung ist so durchzuführen, dass der Schalllaufweg bis zur Prüfzonenmitte in der Mitte des Justierbereichs (SJust) liegt. Dieser ist gemäß den Gleichungen D-14 bis D-17 zu berechnen und einzustellen.
Anschließend ist der Sendeschwinger ebenfalls anzuschließen und das Ultraschallgerät in den SE-Betrieb umzustellen.
(2) Zur Abschätzung der Tiefenlage von Reflektoren ist ein Tiefenmaßstab, der entsprechend Abschnitt D 9.2.4 ermittelt wurde, zu benutzen.
D 9.4 Einstellung der Prüfempfindlichkeit
D 9.4.1 Allgemeines
(1) Die Einstellung der Prüfempfindlichkeit hat unter Anwendung folgender Bezugsreflektoren erfolgen:
oder
Die Flachbodenbohrungen sind in der gleichen Größe wie die zu registrierenden Kreisscheibenreflektoren auszuführen.
(2) Bei der Einstellung der Prüfempfindlichkeit sind der Zonenrandzuschlag und die Transferkorrektur zu berücksichtigen.
Bild D-18: Beispiel für ein LLT-Empfindlichkeitsdiagramm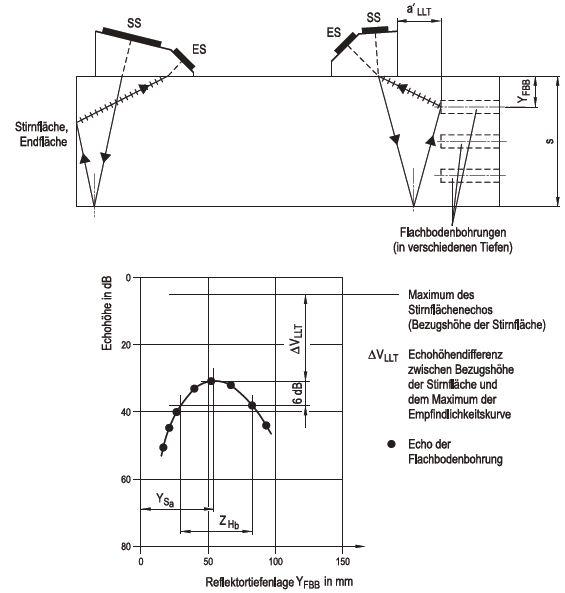
Bild D-19: Beispiel für LLT-Reflektortiefenmaßstäbe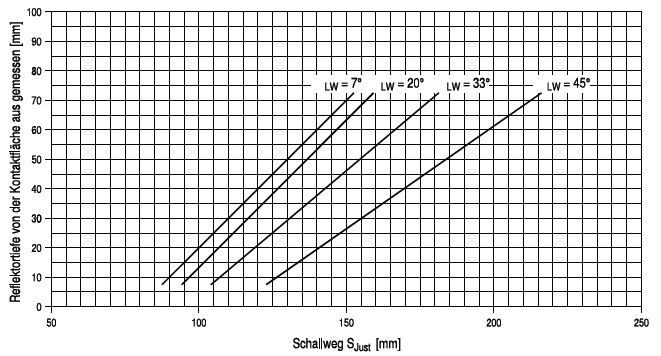
D 9.4.2 Einstellung an Endflächen senkrecht zur Kontaktfläche des Prüfgegenstandes (Stirnflächen)
(1) Für diese Art der Einstellung müssen prüfkopfspezifische LLT-Empfindlichkeitsdiagramme gemäß Abschnitt D 9.2.4 vorliegen.
(2) Bei der Einstellung der Prüfempfindlichkeit ist für die Prüfzonenmitte (Ys) der Wert ΔVLLT aus dem prüfkopfspezifischen LLT-Empfindlichkeitsdiagramm (siehe Bild D-18) zu entnehmen und um 6 dB für den Zonenrand zu erhöhen. Die Einstellung ist mit Hilfe von Flachbodenbohrungen zu überprüfen.
D 9.4.3 Einstellung an Flachbodenbohrungen
Stehen keine Empfindlichkeitsdiagramme zur Verfügung oder sollen Reflektoren geneigt zur Kontaktfläche des Prüfgegenstandes aufgefunden werden, hat die Einstellung der Prüfempfindlichkeit an Flachbodenbohrungen in einem Vergleichskörper zu erfolgen. Für jede Prüfzone müssen mindestens drei Flachbodenbohrungen vorhanden sein.
D 9.5 Transferkorrektur
(1) Bei ferritischen Stählen darf die Transferkorrektur pauschal mit 2 dB angenommen werden.
(2) Bei austenitischen Stählen und Nickellegierungen ist der Unterschied der akustischen Eigenschaften zwischen dem artgleichen Vergleichskörper und dem Prüfgegenstand zu ermitteln und zu berücksichtigen. Dies darf auch durch eine pauschale Transfermessung erfolgen.
D 9.6 Prüfdurchführung
(1) Die Prüfung mit der LLT-Technik ist für jede Prüfzone getrennt durchzuführen.
(2) Der Prüfkopf ist am Prüfgegenstand für jede Prüfzone im Abstand a'LLT (siehe Bild D-18) zur Schweißnahtmitte anzukoppeln. Die Abstände a'LLT sind am Vergleichskörper zu ermitteln.
(3) Die Prüfköpfe sind für jede Prüfzone senkrecht zur Schweißfortschrittsrichtung soweit zu bewegen, dass das Prüfvolumen vollständig erfasst wird.
(4) Die Ankopplung des LLT-Prüfkopfes ist durch Beobachtung der Rauschanzeigen zu überwachen.
D 10 Prüfdurchführung
D 10.1 Überlappung
Zur Sicherstellung einer vollständigen Prüfung muss der Abstand zwischen zwei benachbarten Prüfspuren im Prüfvolumen kleiner sein als die Schallbündelbreite DB-6dB quer zur Prüfrichtung.
D 10.2 Abtastgeschwindigkeit
Bei der Wahl der Abtastgeschwindigkeit muss die Impulsfolgefrequenz, die Fähigkeit des Prüfers, Signale zu erkennen und die des Prüfgerätes, Signale aufzuzeichnen, berücksichtigt werden.
Bei der manuellen Prüfung sollte eine Abtastgeschwindigkeit von 150 mm/s nicht überschritten werden.
D 10.3 Einstellung und Kontrolle des Prüfsystems
(1) Vor Beginn der Prüfung sind nach Ablauf der vom Gerätehersteller angegebenen Einlaufzeiten die Einstellung der Prüfempfindlichkeit und die Entfernungsjustierung vorzunehmen. Dazu sind geeignete Kalibrier- oder Vergleichskörper zu verwenden. Die Geräteeinstellung muss während der Prüfung beibehalten werden und ist regelmäßig sowie am Ende der Prüfung zu kontrollieren.
(2) Ergeben sich zu den vorhergehenden Kontrollen Abweichungen, sind alle nach der letzten Kontrolle ohne Abweichung durchgeführten Prüfungen mit entsprechend korrigierten Einstellungen zu wiederholen.
D 11 Beschreibung der Anzeigen
D 11.1 Echohöhe
Die maximale Echohöhe einer Anzeige ist bezogen auf die jeweils gültige Registrierschwelle in dB anzugeben.
Hinweis:Die Reproduzierbarkeit der Echohöhenbestimmung beträgt im Allgemeinen ± 3 dB.
D 11.2 Reflektorausdehnung
D 11.2.1 Allgemeine Forderungen
Registrierlängen gleich oder größer als 10 mm sind auszumessen. Kürzere Registrierlängen sind als " < 10" zu protokollieren.
D 11.2.2 Bestimmung der Registrierlänge bei festgelegter Registrierschwelle
Die Ausdehnung eines Reflektors (siehe Bild D-20) ist durch die Verschiebestrecke des Prüfkopfes gegeben. Diese Verschiebestrecke wird dadurch begrenzt, dass das Echo die Registrierschwelle entweder um 0 dB oder um 6 dB oder um 12 dB unterschreitet. Wird hierbei der Rauschpegel erreicht, so ist die Registrierlänge bis zum Absinken des Echos auf den Rauschpegel anzugeben. Der Abstand der Registrierschwelle zum Rauschpegel ist dabei zu protokollieren.
Bild D-20: Bestimmung der Registrierlänge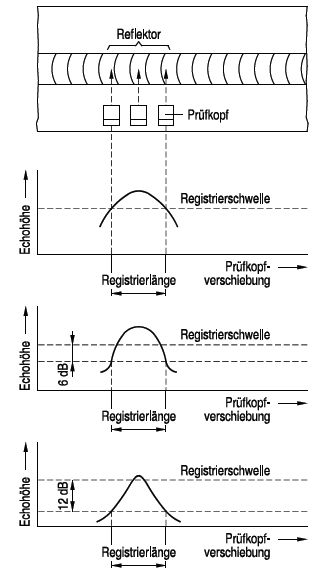
D 11.2.3 Bestimmung der Halbwertslänge
Bei der Ausmessung der Halbwertslänge von Reflektoren sind die zugehörigen Prüfkopfverschiebungen bei Echohöhenabfällen von 6 dB zur Maximalechohöhe zu bestimmen. Dabei sind bei SE-Prüfköpfen die akustische Trennebene und bei linienfokussierenden Prüfköpfen der Linienfokus senkrecht zur Ausdehnungsrichtung des Reflektors auszurichten.
D 11.2.4 Methoden zur genaueren Bestimmung der Reflektorlänge
Die Bestimmung der Reflektorlänge darf durch eine der in den Abschnitten D 11.2.4.1 bis D 11.2.4.4 beschriebenen Korrekturen oder durch Untersuchungen gemäß Abschnitt D 11.2.5 optimiert werden.
D 11.2.4.1 Korrektur bei gekrümmten Oberflächen
Bei gekrümmten Oberflächen ist in der ermittelten Tiefenlage die Länge mathematisch oder grafisch zu korrigieren.
D 11.2.4.2 Auswahl des Prüfkopfes
Einschallpositionen und Einschallwinkel sind so zu wählen, dass der vorliegende Schallweg zum Reflektor eine möglichst geringe Abweichung zu 1,0 · N aufweist, jedoch größer als 0,7 · N ist. Dabei darf eine höhere Nennfrequenz als bei der Prüfung verwendet werden.
D 11.2.4.3 Berücksichtigung der Schallbündelbreite
(1) Die Schallbündelbreite DS-6dB ist am Ort des Reflektors zu ermitteln. Ist die gemessene Länge des Reflektors größer als diese Schallbündelbreite, gilt als Registrierlänge die korrigierte Registrierlänge nach Gleichung D-6.
(2) Diese Schallbündelbreite ist entweder rechnerisch oder experimentell zu ermitteln.
(3) Rechnerisch ist sie nach der Gleichung D-4 zu ermitteln, wenn Prüfköpfe verwendet werden, deren Kontaktfläche nicht angepasst ist. Bei der Schrägeinschallung ist für γ6 der horizontale Öffnungswinkel einzusetzen. Der Öffnungswinkel ist aus den jeweils zugehörigen Datenblättern der verwendeten Prüfköpfe zu entnehmen.
(4) Muss die Schallbündelbreite experimentell ermittelt werden, so sind Messungen an einem Vergleichskörper gemäß Abschnitt D 3.3 durchzuführen. In diesen Vergleichskörper ist in gleicher Tiefenlage wie der auszumessende Reflektor ein Bezugsreflektor einzubringen. Als Bezugsreflektor darf der Boden einer Bohrung von 3 mm Durchmesser verwendet werden. Bei gleichem Schallweg wie der des auszumessenden Reflektors ist die Halbwertslänge am Bezugsreflektor zu ermitteln. Das so ermittelte Maß entspricht der Schallbündelbreite am Ort des Reflektors.
D 11.2.4.4 Einsatz von SE-Prüfköpfen und fokussierenden Prüfköpfen
(1) Mit SE-Prüfköpfen oder fokussierenden Prüfköpfen mit geeignetem Schallfeld ist die Länge des Reflektors im Fokusbereich mittels der Halbwertsmethode zu bestimmen.
(2) Dabei dürfen zur Erhöhung der Messgenauigkeit und zur Verbesserung der Reproduzierbarkeit bei fokussierenden Prüfköpfen in einem Prüfraster mehrere Echodynamiken vom Reflektor aufgenommen werden. Der Rasterabstand ist dabei kleiner als der Durchmesser des Fokusschlauches des Prüfkopfes zu wählen.
D 11.2.5 Einsatz von zusätzlichen Ultraschallprüftechniken zur Bestimmung der Reflektorausdehnung
Sollen zur genaueren Bestimmung der Reflektorausdehnung (Länge oder Tiefe) zusätzliche Ultraschallprüftechniken angewendet werden, sind die verfahrenstechnischen Anforderungen in einer Prüfanweisung festzulegen.
Hinweis:Beispiele für Ultraschallprüftechniken zur genaueren Ermittlung der Reflektorausdehnung sind:
- Synthetische Apertur Fokussierungstechnik (SAFT),
- Beugungslaufzeitverfahren (TOFD),
- Rissspitzensignalverfahren,
- Echotomographie.
D 11.3 Formbedingte Anzeigen
(1) Sollen Anzeigen aus dem Wurzelbereich einer Schweißnaht als formbedingt eingestuft werden, sind Kontrollmessungen zum Nachweis der Anzeigenursache durchzuführen.
(2) Wenn nachgewiesen werden soll, dass die an beiden Nahtseiten aufgenommenen Anzeigen von den beiden Flanken des Wurzeldurchhangs und nicht von Schweißnahtfehlern hervorgerufen werden, darf dies durch Ausmessung der Projektionsabstände am Prüfobjekt erfolgen (siehe Bild D-21 a). Die genauen Projektionsabstände sind an Nuten mit recht-eckigem Querschnitt von je 1 mm Breite und Tiefe an einem Vergleichskörper zu bestimmen (siehe Bild D-21 b). Ergibt sich hierbei, dass die Projektionsabstände der entsprechenden Anzeigen sich deutlich überlappen [(2a - a') gleich oder größer als 3 mm], gelten die Anzeigen als formbedingt. Wird ein kleinerer Abstand als 3 mm ermittelt, dürfen die Anzeigen nicht mehr als getrennt behandelt werden.
Bild D-21: Nachweis von formbedingten Anzeigen aus dem Wurzelbereich einseitig geschweißter Nähte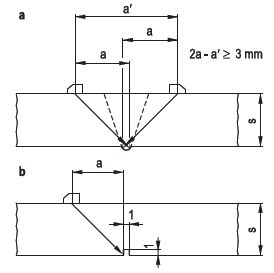
| Durchführung von Oberflächenprüfungen nach dem Magnetpulver- und Eindringverfahren | Anhang E |
E 1 Allgemeines
E 1.1 Oberflächenzustand
(1) Die zu prüfenden Oberflächen müssen einen dem Prüfzweck entsprechenden Zustand aufweisen.
(2) Sie müssen frei von Zunder, Schweißspritzern oder sonstigen störenden Verunreinigungen sein.
(3) Die Prüfaussage beeinträchtigende Riefen und Kerben sind zu beseitigen.
E 1.2 Betrachtungsbedingungen
(1) Die Betrachtungsbedingungen gemäß DIN EN ISO 3059 sind einzuhalten. Darüber hinaus sind die Festlegungen gemäß (2) bis (6) zu beachten.
(2) Bei Anwendung fluoreszierender Prüfmittel darf die Bestrahlungsstärke des UV-Lichts auf der Prüffläche 10 W/m2 nicht unterschreiten. Bei höherer Bestrahlungsstärke ist eine proportional höhere Beleuchtungsstärke auf der Prüffläche zugelassen, wobei eine Bestrahlungsstärke von 50 W/m2 nicht überschritten werden soll.
(3) Die Augen des Prüfers müssen mindestens 5 Minuten Zeit haben, sich an die Lichtverhältnisse zu gewöhnen. Fotochromatische Brillen dürfen bei der Inspektion mit UV-A-Strahlung nicht verwendet werden.
(4) Zur besseren Fehlererkennbarkeit ist durch Verwendung geeigneter Mittel (z.B. fluoreszierender Prüfmittel oder Auftragen einer dünnen, den Untergrund gerade bedeckenden Farbschicht) bei der Magnetpulverprüfung für einen ausreichenden Kontrast zu sorgen. Zur Kontrastverbesserung darf bei der Eindringprüfung bei Verwendung von fluoreszierenden Farbeindringmitteln zusätzlich UV-A-Strahlung eingesetzt werden.
(5) Bei der Inspektion soll der Betrachtungswinkel nicht mehr als 30 Grad von der Oberflächennormalen abweichen. Bei der Betrachtung soll der Abstand zur Prüffläche etwa 300 mm betragen.
(6) Für die Inspektion sind Hilfsmittel (z.B. Vergrößerungsgläser, kontrastverbessernde Brillen, Spiegel) zulässig.
E 1.3 Nachreinigung
Nach Abschluss der Prüfung sind die Bauteile von Rückständen des Prüfmittels sachgemäß zu reinigen.
E 2 Magnetpulverprüfung
E 2.1 Verfahren und Durchführung
Die Magnetpulverprüfung ist nach DIN EN ISO 9934-1 mit den nachfolgenden Festlegungen durchzuführen.
E 2.1.1 Verfahren
(1) Erfolgt die Magnetisierung in Teilbereichen mittels Stromdurchflutung oder mit Hilfe der Jochmagnetisierung, soll die Wechselstrommagnetisierung angewandt werden.
(2) Der Einsatz der Gleichstrommagnetisierung hat nur mit Zustimmung des Sachverständigen zu erfolgen.
(3) Die Restfeldstärke darf 800 A/m nicht übersteigen, sofern für die Verarbeitung kein niedrigerer Wert erforderlich ist. Bei Überschreitung des einzuhaltenden Wertes ist zu entmagnetisieren und der erreichte Wert der Restfeldstärke zu protokollieren.
(4) Für die Magnetisierungsverfahren sind folgende Kennbuchstaben zu verwenden:
| Magnetisierungsverfahren | Kennbuchstaben | |
| Jochmagnetisierung | mit Dauermagnet | JD |
| mit Elektromagnet | JE | |
| Magnetisierung durch stromdurchflossene Leiter | mit Spule | LS |
| mit sonstigen Leitern (Kabel) | LK | |
| Magnetisierung mittels Stromdurchflutung | Selbstdurchflutung | SS |
| Induktionsdurchflutung | SI | |
E 2.1.2 Kontaktstellen bei der Stromdurchflutung
(1) Wird mittels Stromdurchflutung geprüft, sollen nach Möglichkeit abschmelzende Elektroden (z.B. Blei-Zinn-Legierungen) verwendet werden. Es ist sicherzustellen, dass in den Kontaktbereichen Überhitzungen des zu prüfenden Werkstoffs vermieden werden.
(2) Sind dennoch Überhitzungsbereiche entstanden, so sind sie zu kennzeichnen, nach Abschluss der Prüfung zu überschleifen und einer Oberflächenprüfung, bevorzugt mit dem Magnetpulververfahren mittels Jochmagnetisierung, zu unterziehen.
E 2.1.3 Magnetisierungsrichtung
Jede Stelle der Oberfläche ist unter zwei verschiedenen Magnetisierungsrichtungen zu prüfen, die um etwa 90 Grad versetzt sein sollen.
E 2.1.4 Feldstärke
(1) Die Tangentialfeldstärke an der Oberfläche soll im Fall einer Wechselstrommagnetisierung mindestens 2 kA/m betragen und darf 6,5 kA/m nicht überschreiten.
Hinweise:
- Die erforderliche Flussdichte in der Oberfläche des Prüfgegenstandes von mindestens 1 T wird in niedrig legierten oder kohlenstoffarmen unlegierten Stählen mit hoher relativer Permeabilität bereits mit einer Tangentialfeldstärke von 2 kA/m erreicht.
- Bei anderen Stählen mit niedrigerer Permeabilität kann eine höhere Feldstärke erforderlich sein.
- Bei zu hoher Magnetisierung können durch gefügebedingte Anzeigen (Scheinanzeigen) relevante Anzeigen überdeckt werden.
(2) Durch Messungen ist die Einhaltung dieser Werte zu kontrollieren oder es sind die Prüfbedingungen zu ermitteln, unter denen diese Werte erreicht werden.
E 2.1.5 Magnetisierungsdauer
Für die Aufbringung der Prüfflüssigkeit und das Magnetisieren gelten folgende Anhaltswerte:
E 2.2 Prüfmittel
Es sind nach DIN EN ISO 9934-2 mustergeprüfte Prüfmittel zu verwenden. Der Nachweis ist denn Sachverständigen vorzulegen.
E 2.2.1 Nassverfahren
(1) Es sind Magnetpulver mit einem mittleren Korndurchmesser kleiner als oder gleich 8 µm zu verwenden. Je nach Anwendung darf schwarzes, fluoreszierendes oder eingefärbtes Pulver verwendet werden.
(2) Unmittelbar vor dem Bespülen der Oberfläche ist dafür Sorge zu tragen, dass das Magnetpulver gleichmäßig in der Trägerflüssigkeit verteilt und in der Schwebe gehalten wird. Durch geeignete vormagnetisierte Kontrollkörper ist vor und während der Prüfung die Pulver-Suspension stichprobenweise zu überprüfen.
E 2.2.2 Trockenverfahren
(1) Das Trockenverfahren darf nur bei einer Zwischenprüfung im warmen Zustand angewendet werden.
(2) Die Vorrichtung zur Aufbringung des Pulvers muss eine feine Zerstäubung ermöglichen, so dass keine Pulveranhäufungen entstehen. Es muss sichergestellt sein, dass die verwendeten Pulver unter dem Einfluss der Werkstücktemperatur nicht verkleben.
E 2.3 Prüfgeräte
Die Prüfgeräte müssen den Anforderungen von DIN EN ISO 9934-3 entsprechen.
E 3 Eindringprüfung
E 3.1 Prüfsystem
(1) Vorzugsweise sind Farbeindringmittel zu verwenden. Es dürfen auch fluoreszierende Eindringmittel oder fluoreszierende Farbeindringmittel eingesetzt werden.
(2) Als Zwischenreiniger dürfen entweder Lösemittel oder Wasser oder beide in Kombination miteinander verwendet werden.
(3) Es dürfen nur Nassentwickler angewendet werden, die als Trägerflüssigkeit Lösemittel besitzen. Trockenentwickler sind nur in Verbindung mit elektrostatischer Aufbringung auf die Prüffläche zulässig.
(4) Für das Prüfsystem ist mindestens die Empfindlichkeitsklasse "hochempfindlich" nach DIN EN ISO 3452-2 einzuhalten.
(5) Die Eignung des Prüfsystems (Eindringmittel, Zwischenreiniger und Entwickler) ist durch eine Musterprüfung nach DIN EN ISO 3452-2 nachzuweisen. Der Nachweis ist dem Sachverständigen vorzulegen.
(6) Eindringmittel in Prüfanlagen und teilgebrauchten offenen Behältern (ausgenommen Aerosolbehälter) sind durch den Anwender mit dem Kontrollkörper 2 nach DIN EN ISO 3452-3 zu überwachen. Hierbei dürfen Eindringdauer und Entwicklungsdauer maximal nur die für die Prüfung festgelegten Mindestzeiten betragen. Die erreichte Prüfempfindlichkeit ist zu protokollieren.
E 3.2 Durchführung
(1) Die Eindringprüfung ist nach DIN EN ISO 3452-1 mit den nachfolgenden Festlegungen durchzuführen.
(2) Die Eindringdauer soll mindestens eine halbe Stunde betragen.
(3) Unmittelbar nach denn Antrocknen des Entwicklers soll die erste Inspektion stattfinden. Eine weitere Inspektion sollte frühestens eine halbe Stunde nach der ersten Inspektion erfolgen.
(4) Weitere Inspektionszeitpunkte sind erforderlich, wenn bei der zweiten Inspektion rissartige Anzeigen vorhanden sind, die bei der ersten Inspektion noch nicht erkennbar waren.
Hinweis:Zusätzliche Inspektionszeitpunkte können auch dann in Betracht kommen, wenn bei der zweiten Inspektion wesentliche Änderungen oder zusätzliche Anzeigen festgestellt werden.
(5) Die Beurteilung erfolgt unter Berücksichtigung der Ergebnisse aller Inspektionen.
| Bestimmungen und Literatur, auf die in dieser Regel verwiesen wird | Anhang F |
(Die Verweise beziehen sich nur auf die in diesem Anhang angegebene Fassung. Darin enthaltene Zitate von Bestimmungen
beziehen sich jeweils auf die Fassung, die vorlag, als die verweisende Bestimmung aufgestellt oder ausgegeben wurde.)
| AtG | Gesetz über die friedliche Verwendung der Kernenergie und den Schutz gegen ihre Gefahren (Atomgesetz - AtG) in der Fassung der Bekanntmachung vom 15. Juli 1985 (BGBl. I S. 1565), zuletzt geändert durch Artikel 307 der Verordnung vom 31. August 2015 (BGBl. I 2015, Nr. 35, S. 1474) | |||
| StrlSchV | Verordnung über den Schutz vor Schäden durch ionisierende Strahlen (Strahlenschutzverordnung - StrlSchV)) vom 20. Juli 2001 (BGBl. I S. 1714; 2002 I S. 1459), zuletzt geändert durch Artikel 5 der Verordnung vom 11. Dezember 2014 (BGBl. I S. 2010) | |||
| SiAnf | (2015-03) | Sicherheitsanforderungen an Kernkraftwerke ( SiAnf) in der Fassung der Bekanntmachung vom 3. März 2015 (BAnz AT 30.03.2015 B2) | ||
| Interpretationen | (2015-03) | Interpretationen zu den Sicherheitsanforderungen an Kernkraftwerke vom 22. November 2012, geändert am 3. März 2015 (BAnz AT 30.03.2015 B3) | ||
| KTA 1401 | (2013-11) | Allgemeine Anforderungen an die Qualitätssicherung | ||
| KTA 1408.1 | (2015-11) | Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- und aktivitätsführende Komponenten in Kernkraftwerken; Teil 1: Eignungsprüfung | ||
| KTA 1408.2 | (2015-11) | Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- und aktivitätsführende Komponenten in Kernkraftwerken; Teil 2: Herstellung | ||
| KTA 1408.3 | (2015-11) | Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- und aktivitätsführende Komponenten in Kernkraftwerken; Teil 3: Verarbeitung | ||
| KTA 3211.2 | (2013-11) | Druck- und aktivitätsführende Komponenten von Systemen außerhalb des Primärkreises; Teil 2: Auslegung, Konstruktion und Berechnung | ||
| KTA 3211.3 | (2012-11) | Druck- und aktivitätsführende Komponenten von Systemen außerhalb des Primärkreises; Teil 3: Herstellung | ||
| DIN EN ISO 148-1 | (2011-01) | Metallische Werkstoffe - Kerbschlagbiegeversuch nach Charpy - Teil 1: Prüfverfahren (ISO 148-1:2009); Deutsche Fassung EN ISO 148-1:2010 | ||
| DIN EN ISO 643 | (2013-05) | Stahl - Mikrophotographische Bestimmung der erkennbaren Korngröße (ISO 643:2012); Deutsche Fassung EN ISO 643:2012 | ||
| DIN EN ISO 898-1 | (2013-05) | Mechanische Eigenschaften von Verbindungselementen aus Kohlenstoffstahl und legiertem Stahl - Teil 1: Schrauben mit festgelegten Festigkeitsklassen - Regelgewinde und Feingewinde (ISO 898-1:2013); Deutsche Fassung EN ISO 898-1:2013 | ||
| DIN EN ISO 898-2 | (2012-08) | Mechanische Eigenschaften von Verbindungselementen aus Kohlenstoffstahl und legiertem Stahl - Teil 2: Muttern mit festgelegten Festigkeitsklassen - Regelgewinde und Feingewinde (ISO 898-2:2012); Deutsche Fassung EN ISO 898-2:2012 | ||
| DIN EN ISO 1127 | (1997-03) | Nichtrostende Stahlrohre - Maße, Grenzabmaße und längenbezogene Masse (ISO 1127:1992); Deutsche Fassung EN ISO 1127:1996 | ||
| DIN EN 1330-4 | (2010-05) | Zerstörungsfreie Prüfung - Terminologie - Teil 4: Begriffe der Ultraschallprüfung; Dreisprachige Fassung EN 1330-4:2010 | ||
| DIN EN 1369 | (2013-01) | Gießereiwesen - Magnetpulverprüfung; Deutsche Fassung EN 1369:2012 | ||
| DIN EN 1370 | (2012-03) | Gießereiwesen - Bewertung des Oberflächenzustandes; Deutsche Fassung EN 1370:2011 | ||
| DIN EN 1371-1 | (2012-02) | Gießereiwesen - Eindringprüfung - Teil 1: Sand-, Schwerkraftkokillen- und Niederdruck-kokillengussstücke; Deutsche Fassung EN 1371-1:2011 | ||
| DIN EN 1559-2 | (2014-12) | Gießereiwesen - Technische Lieferbedingungen - Teil 2: Zusätzliche Anforderungen an Stahlgussstücke; Deutsche Fassung EN 1559- 2:2014 | ||
| DIN EN ISO 2400 | (2013-01) | Zerstörungsfreie Prüfung - Ultraschallprüfung - Beschreibung des Kalibrierkörpers Nr. 1 (ISO 2400:2012); Deutsche Fassung EN ISO 2400:2012 | ||
| DIN EN ISO 2560 | (2010-03) | Schweißzusätze - Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und Feinkornstählen - Einteilung (ISO 2560:2009); Deutsche Fassung EN ISO 2560:2009 | ||
| DIN EN ISO 3059 | (2013-03) | Zerstörungsfreie Prüfung - Eindringprüfung und Magnetpulverprüfung - Betrachtungsbedingungen (ISO 3059:2012); Deutsche Fassung EN ISO 3059:2012 | ||
| DIN EN ISO 3452-1 | (2014-09) | Zerstörungsfreie Prüfung - Eindringprüfung - Teil 1: Allgemeine Grundlagen (ISO 3452- 1:2013, korrigierte Fassung 2014-05-01); Deutsche Fassung EN ISO 3452-1:2013 | ||
| DIN EN ISO 3452-2 | (2014-03) | Zerstörungsfreie Prüfung - Eindringprüfung - Teil 2: Prüfung von Eindringmitteln (ISO 3452-2:2013); Deutsche Fassung EN ISO 3452-2:2013 | ||
| DIN EN ISO 3452-3 | (2014-03) | Zerstörungsfreie Prüfung - Eindringprüfung - Teil 3: Kontrollkörper (ISO 3452-3:2013); Deutsche Fassung EN ISO 3452-3:2013 | ||
| DIN EN ISO 3506-1 | (2010-04) | Mechanische Eigenschaften von Verbindungselementen aus nichtrostenden Stählen - Teil 1: Schrauben (ISO 3506-1:2009); Deutsche Fassung EN ISO 3506-1:2009 | ||
| DIN EN ISO 3506-2 | (2010-04) | Mechanische Eigenschaften von Verbindungselementen aus nichtrostenden Stählen - Teil 2: Muttern (ISO 3506-2:2009); Deutsche Fassung EN ISO 3506-2:2009 | ||
| DIN EN ISO 3651-2 | (1998-08) | Ermittlung der Beständigkeit nichtrostender Stähle gegen interkristalline Korrosion - Teil 2: Nichtrostende austenitische und ferritisch-austenitische (Duplex)-Stähle; Korrosionsversuch in schwefelsäurehaltigen Medien (ISO 3651-2:1998); Deutsche Fassung EN ISO 3651-2:1998 |
||
| DIN EN ISO 4136 | (2013-02) | Zerstörende Prüfung von Schweißverbindungen an metallischen Werkstoffen - Querzugversuch (ISO 4136:2012); Deutsche Fassung EN ISO 4136:2012 | ||
| DIN EN ISO 4287 | (2010-07) | Geometrische Produktspezifikation (GPS) - Oberflächenbeschaffenheit: Tastschnittverfahren - Benennungen, Definitionen und Kenngrößen der Oberflächenbeschaffenheit (ISO 4287:1997 + Cor 1:1998 + Cor 2:2005 + Amd 1:2009); Deutsche Fassung EN ISO 4287:1998 + AC:2008 + A1:2009 |
||
| DIN EN ISO 5173 | (2012-02) | Zerstörende Prüfungen von Schweißnähten an metallischen Werkstoffen - Biegeprüfungen (ISO 5173:2009 + Amd 1:2011); Deutsche Fassung EN ISO 5173:2010 + A1:2011 | ||
| DIN EN ISO 5579 | (2014-04) | Zerstörungsfreie Prüfung - Durchstrahlungsprüfung von metallischen Werkstoffen mit Film und Röntgen- oder Gammastrahlen - Grundlagen (ISO 5579:2013); Deutsche Fassung EN ISO 5579:2013 |
||
| DIN EN ISO 6157-2 | (2004-10) | Verbindungselemente - Oberflächenfehler - Teil 2: Muttern (ISO 6157-2:1995); Deutsche Fassung EN ISO 6157-2:2004 | ||
| DIN EN ISO 6506-1 | (2015-02) | Metallische Werkstoffe - Härteprüfung nach Brinell - Teil 1: Prüfverfahren (ISO 6506-1:2014); Deutsche Fassung EN ISO 6506-1:2014 | ||
| DIN EN ISO 6506-4 | (2015-02) | Metallische Werkstoffe - Härteprüfung nach Brinell - Teil 4: Tabelle zur Bestimmung der Härte (ISO 6506-4:2014); Deutsche Fassung EN ISO 6506-4:2014 | ||
| DIN EN ISO 6507-1 | (2006-03) | Metallische Werkstoffe - Härteprüfung nach Vickers - Teil 1: Prüfverfahren (ISO 6507-1:2005); Deutsche Fassung EN ISO 6507-1:2005 | ||
| DIN EN ISO 6507-4 | (2006-03) | Metallische Werkstoffe - Härteprüfung nach Vickers - Teil 4: Tabellen zur Bestimmung der Härtewerte (ISO 6507-4:2005); Deutsche Fassung EN ISO 6507-4:2005 | ||
| DIN EN ISO 6892-1 | (2009-12) | Metallische Werkstoffe - Zugversuch - Teil 1: Prüfverfahren bei Raumtemperatur (ISO 6892-1:2009); Deutsche Fassung EN ISO 6892-1:2009 | ||
| DIN EN ISO 6892-2 | (2011-05) | Metallische Werkstoffe - Zugversuch - Teil 2: Prüfverfahren bei erhöhter Temperatur (ISO 6892-2:2011); Deutsche Fassung EN ISO 6892-2:2011 | ||
| DIN EN ISO 7963 | (2010-12) | Zerstörungsfreie Prüfung - Ultraschallprüfung - Beschreibung des Kalibrierkörpers Nr. 2 (ISO 7963:2006); Deutsche Fassung EN ISO 7963:2010 | ||
| DIN EN ISO 8249 | (2000-10) | Schweißen - Bestimmung der Ferrit-Nummer (FN) in austenitischem und ferritisch-austenitischenn (Duplex-)Schweißgut von Cr-Ni-Stählen (ISO 8249:2000); Deutsche Fassung EN ISO 8249:2000 | ||
| DIN EN ISO 8492 | (2014-03) | Metallische Werkstoffe - Rohr - Ringfaltversuch (ISO 8492:2013); Deutsche Fassung EN ISO 8492:2013 | ||
| DIN EN ISO 8493 | (2004-10) | Metallische Werkstoffe - Rohr - Aufweitversuch (ISO 8493:1998); Deutsche Fassung EN ISO 8493:2004 | ||
| DIN EN ISO 8495 | (2014-03) | Metallische Werkstoffe - Rohr - Ringaufdornversuch (ISO 8495:2013); Deutsche Fassung EN ISO 8495:2013 | ||
| DIN EN ISO 8496 | (2014-03) | Metallische Werkstoffe - Rohr - Ringzugversuch (ISO 8496:2013); Deutsche Fassung EN ISO 8496:2013 | ||
| DIN EN ISO 9606-1 | (2013-12) | Prüfung von Schweißern - Schmelzschweißen - Teil 1: Stähle (ISO 9606-1:2012, einschließlich Cor. 1:2012); Deutsche Fassung EN ISO 9606-1:2013 | ||
| DIN EN ISO 9712 | (2012-12) | Zerstörungsfreie Prüfung - Qualifizierung und Zertifizierung von Personal der zerstörungsfreien Prüfung (ISO 9712:2012); Deutsche Fassung EN ISO 9712:2012 | ||
| DIN EN ISO 9934-1 | (2002-03) | Zerstörungsfreie Prüfung - Magnetpulverprüfung - Teil 1: Allgemeine Grundlagen (ISO 9934-1:2001); Deutsche Fassung EN ISO 9934-1:2001 | ||
| DIN EN ISO 9934-2 | (2003-03) | Zerstörungsfreie Prüfung - Magnetpulverprüfung - Teil 2: Prüfmittel (ISO 9934-2:2002); Deutsche Fassung EN ISO 9934-2:2002 | ||
| DIN EN ISO 9934-3 | (2002-10) | Zerstörungsfreie Prüfung - Magnetpulverprüfung - Teil 3: Geräte (ISO 9934-3:2002); Deutsche Fassung EN ISO 9934-3:2002 | ||
| DIN EN 10028-2 | (2009-09) | Flacherzeugnisse aus Druckbehälterstählen - Teil 2: Unlegierte und legierte Stähle mit festgelegten Eigenschaften bei erhöhten Temperaturen; Deutsche Fassung EN 10028-2:2009 |
||
| DIN EN 10028-3 | (2009-09) | Flacherzeugnisse aus Druckbehälterstählen - Teil 3: Schweißgeeignete Feinkornbaustähle, normalgeglüht; Deutsche Fassung EN 10028-3:2009 | ||
| DIN EN 10028-7 | (2008-02) | Flacherzeugnisse aus Druckbehälterstählen - Teil 7: Nichtrostende Stähle; Deutsche Fassung EN 10028-7:2007 | ||
| DIN EN 10160 | (1999-09) | Ultraschallprüfung von Flacherzeugnissen aus Stahl mit einer Dicke größer oder gleich 6 mm (Reflexionsverfahren); Deutsche Fassung EN 10160:1999 | ||
| DIN EN 10163-2 | (2005-03) | Lieferbedingungen für die Oberflächenbeschaffenheit von warmgewalzten Stahlerzeugnissen (Blech, Breitflachstahl und Profile) - Teil 2: Blech und Breitflachstahl; Deutsche Fassung EN 10163-2:2004 | ||
| DIN EN 10164 | (2005-03) | Stahlerzeugnisse mit verbesserten Verformungseigenschaften senkrecht zur Erzeugnisoberfläche - Technische Lieferbedingungen; Deutsche Fassung EN 10164:2004 | ||
| DIN EN 10204 | (2005-01) | Metallische Erzeugnisse - Arten von Prüfbescheinigungen; Deutsche Fassung EN 10204:2004 | ||
| DIN EN 10213 | (2008-01) | Stahlguss für Druckbehälter; Deutsche Fassung EN 10213:2007 (Berichtigung 2008-11) | ||
| DIN EN 10216-2 | (2014-03) | Nahtlose Stahlrohre für Druckbeanspruchungen - Technische Lieferbedingungen - Teil 2: Rohre aus unlegierten und legierten Stählen mit festgelegten Eigenschaften bei erhöhten Temperaturen; Deutsche Fassung EN 10216-2:2013 |
||
| DIN EN 10216-3 | (2014-03) | Nahtlose Stahlrohre für Druckbeanspruchungen - Technische Lieferbedingungen - Teil 3: Rohre aus legierten Feinkornbaustählen; Deutsche Fassung EN 10216-3:2013 |
||
| DIN EN 10216-5 | (2014-03) | Nahtlose Stahlrohre für Druckbeanspruchungen - Technische Lieferbedingungen - Teil 5: Rohre aus nichtrostenden Stählen; Deutsche Fassung EN 10216-5:2013, Berichtigung 2015-01 |
||
| DIN EN 10217-7 | (2015-01) | Geschweißte Stahlrohre für Druckbeanspruchungen - Technische Lieferbedingungen - Teil 7: Rohre aus nichtrostenden Stählen; Deutsche Fassung EN 10217-7:2014 | ||
| DIN EN 10222-2 | (2000-04) | Schmiedestücke aus Stahl für Druckbehälter - Teil 2: Ferritische und martensitische Stähle mit festgelegten Eigenschaften bei erhöhten Temperaturen (enthält Berichtigung AC:2000); Deutsche Fassung EN 10222-2:1999 + AC:2000 | ||
| DIN EN 10222-4 | (2001-12) | Schmiedestücke aus Stahl für Druckbehälter - Teil 4: Schweißgeeignete Feinkornbaustähle mit hoher Dehngrenze (enthält Änderung A1:2001); Deutsche Fassung EN 10222-4:1998 + A1:2001 |
||
| DIN EN 10222-5 | (2000-02) | Schmiedestücke aus Stahl für Druckbehälter - Teil 5: Martensitische, austenitische und austenitisch- ferritische nichtrostende Stähle; Deutsche Fassung EN 10222-5:1999 (Berichtigung 2004-07) | ||
| DIN EN 10228-1 | (1999-07) | Zerstörungsfreie Prüfung von Schmiedestücken aus Stahl - Teil 1: Magnetpulverprüfung; Deutsche Fassung EN 10228-1:1999 | ||
| DIN EN 10228-2 | (1998-06) | Zerstörungsfreie Prüfung von Schmiedestücken aus Stahl - Teil 2: Eindringprüfung; Deutsche Fassung EN 10228-2:1998 | ||
| DIN EN 10228-3 | (1998-07) | Zerstörungsfreie Prüfung von Schmiedestücken aus Stahl - Teil 3: Ultraschallprüfung von Schmiedestücken aus ferritischem oder martensitischem Stahl; Deutsche Fassung EN 10228-3:1998 |
||
| DIN EN 10228-4 | (1999-10) | Zerstörungsfreie Prüfung von Schmiedestücken aus Stahl - Teil 4: Ultraschallprüfung von Schmiedestücken aus austenitischem und austenitisch-ferritischem nichtrostendem Stahl; Deutsche Fassung EN 10228-4:1999 | ||
| DIN EN 10269 | (2014-02) | Stähle und Nickellegierungen für Befestigungselemente für den Einsatz bei erhöhten und/oder tiefen Temperaturen; Deutsche Fassung EN 10269:2013 | ||
| DIN EN 10272 | (2008-01) | Stäbe aus nichtrostendem Stahl für Druckbehälter; Deutsche Fassung EN 10272:2007 | ||
| DIN EN 10273 | (2008-02) | Warmgewalzte schweißgeeignete Stäbe aus Stahl für Druckbehälter mit festgelegten Eigenschaften bei erhöhten Temperaturen; Deutsche Fassung EN 10273:2007 | ||
| DIN EN 10307 | (2002-03) | Zerstörungsfreie Prüfung - Ultraschallprüfung von Flacherzeugnissen aus austenitischem und austenitisch-ferritischem nichtrostendem Stahl ab 6 mm Dicke (Reflexions-verfahren); Deutsche Fassung EN 10307:2001 | ||
| DIN EN 10308 | (2002-03) | Zerstörungsfreie Prüfung - Ultraschallprüfung von Stäben aus Stahl; Deutsche Fassung EN 10308:2001 | ||
| DIN EN ISO 10484 | (2004-10) | Aufweitversuch an Muttern (ISO 10484:1997); Deutsche Fassung EN ISO 10484:2004 | ||
| DIN EN ISO 10893-2 | (2011-07) | Zerstörungsfreie Prüfung von Stahlrohren - Teil 2: Automatisierte Wirbelstromprüfung nahtloser und geschweißter (ausgenommen unterpulvergeschweißter) Stahlrohre zum Nachweis von Unvollkommenheiten (ISO 10893-2:2011); Deutsche Fassung EN ISO 10893-2:2011 |
||
| DIN EN ISO 10893-3 | (2011-07) | Zerstörungsfreie Prüfung von Stahlrohren - Teil 3: Automatisierte Streuflussprüfung nahtloser und geschweißter (ausgenommen unterpulvergeschweißter) ferromagnetischer Stahlrohre über den gesamten Rohrumfang zum Nachweis von Unvollkommenheiten in Längs- und/oder Querrichtung (ISO 10893-3:2011); Deutsche Fassung EN ISO 10893-3:2011 |
||
| DIN EN ISO 10893-4 | (2011-07) | Zerstörungsfreie Prüfung von Stahlrohren - Teil 4: Eindringprüfung nahtloser und geschweißter Stahlrohre zum Nachweis von Oberflächenunvollkommenheiten (ISO 10893-4:2011); Deutsche Fassung EN ISO 10893-4:2011 |
||
| DIN EN ISO 10893-5 | (2011-07) | Zerstörungsfreie Prüfung von Stahlrohren - Teil 5: Magnetpulverprüfung nahtloser und geschweißter ferromagnetischer Stahlrohre zum Nachweis von Oberflächenunvollkommenheiten (ISO 10893-5:2011); Deutsche Fassung EN ISO 10893-5:2011 | ||
| DIN EN ISO 10893-8 | (2011-07) | Zerstörungsfreie Prüfung von Stahlrohren - Teil 8: Automatisierte Ultraschallprüfung nahtloser und geschweißter Stahlrohre zum Nachweis von Dopplungen (ISO 10893-8:2011); Deutsche Fassung EN ISO 10893-8:2011 |
||
| DIN EN ISO 10893-10 | (2011-07) | Zerstörungsfreie Prüfung von Stahlrohren - Teil 10: Automatisierte Ultraschallprüfung nahtloser und geschweißter (ausgenommen unterpulvergeschweißter) Stahlrohre über den gesamten Rohrumfang zum Nachweis von Unvollkommenheiten in Längs- und/oder Querrichtung (ISO 10893-10:2011); Deutsche Fassung EN ISO 10893-10:2011 | ||
| DIN EN ISO 11699-1 | (2012-01) | Zerstörungsfreie Prüfung - Industrielle Filme für die Durchstrahlungsprüfung - Teil 1: Klassifizierung von Filmsystemen für die industrielle Durchstrahlungsprüfung (ISO 11699-1:2008); Deutsche Fassung EN ISO 11699-1:2011 |
||
| DIN EN ISO 11970 | (2007-09) | Anforderungen und Anerkennung von Schweißverfahren für das Produktionsschweißen von Stahlguss (ISO 11970:2001); Deutsche Fassung EN ISO 11970:2007 | ||
| DIN EN 12668-1 | (2010-05) | Zerstörungsfreie Prüfung - Charakterisierung und Verifizierung der Ultraschall-Prüfausrüstung - Teil 1: Prüfgeräte; Deutsche Fassung EN 12668-1:2010 | ||
| DIN EN 12668-2 | (2010-06) | Zerstörungsfreie Prüfung - Charakterisierung und Verifizierung der Ultraschall-Prüfausrüstung - Teil 2: Prüfköpfe; Deutsche Fassung EN 12668-2:2010 | ||
| DIN EN 12668-3 | (2014-02) | Zerstörungsfreie Prüfung - Charakterisierung und Verifizierung der Ultraschall-Prüfausrüstung - Teil 3: Komplette Prüfausrüstung - Deutsche Fassung EN 12668-3:2013 | ||
| DIN EN 12680-2 | (2003-06) | Gießereiwesen - Ultraschallprüfung - Teil 2: Stahlgussstücke für hoch beanspruchte Bauteile; Deutsche Fassung EN 12680-2:2003 | ||
| DIN EN 12681 | (2003-06) | Gießereiwesen - Durchstrahlungsprüfung; Deutsche Fassung EN 12681:2003 | ||
| DIN EN 13018 | (2001-07) | Zerstörungsfreie Prüfung - Sichtprüfung - Allgemeine Grundlagen; Deutsche Fassung EN 13018:2001 | ||
| DIN EN ISO 13916 | (1996-11) | Schweißen - Anleitung zur Messung der Vorwärm-, Zwischenlagen- und Haltetemperatur (ISO 13916:1996); Deutsche Fassung EN ISO 13916:1996 | ||
| DIN EN ISO 14174 | (2012-05) | Schweißzusätze - Pulver zum Unterpulverschweißen und Elektroschlackeschweißen - Einteilung (ISO 14174:2012); Deutsche Fassung EN ISO 14174:2012 | ||
| DIN EN ISO 14284 | (2003-02) | Stahl und Eisen - Entnahme und Vorbereitung von Proben für die Bestimmung der chemischen Zusammensetzung (ISO 14284:1996); Deutsche Fassung EN ISO 14284:2002 | ||
| DIN EN ISO 19232-1 | (2013-12) | Zerstörungsfreie Prüfung - Bildgüte von Durchstrahlungsaufnahmen - Teil 1: Ermittlung der Bildgütezahl mit Draht-Typ-Bildgüteprüfkörper (ISO 19232-1:2013); Deutsche Fassung EN ISO 19232-1:2013 |
||
| DIN EN ISO 19232-3 | (2014-02) | Zerstörungsfreie Prüfung - Bildgüte von Durchstrahlungsaufnahmen - Teil 3: Bildgüteklassen (ISO 19232-3:2013); Deutsche Fassung EN ISO 19232-3:2013 | ||
| DIN EN 26157-3 | (1991-12) | Verbindungselemente; Oberflächenfehler; Schrauben für spezielle Anforderungen (ISO 6157-3:1988); Deutsche Fassung EN 26157-3:1991 | ||
| DIN 50104 | (1983-11) | Innendruckversuch an Hohlkörpern; Dichtheitsprüfung bis zu einem bestimmten Innendruck; Allgemeine Festlegungen | ||
| DIN 50125 | (2009-07) | Prüfung metallischer Werkstoffe - Zugproben | ||
| DIN 51220 | (2003-08) | Werkstoffprüfmaschinen - Allgemeines zu Anforderungen an Werkstoffprüfmaschinen und zu deren Prüfung und Kalibrierung | ||
| SEW 088 | (1993-10) | Schweißgeeignete Feinkornbaustähle; Richtlinien für die Verarbeitung, besonders für das Schmelzschweißen (enthält Beiblatt 1 und Beiblatt 2) | ||
| AD 2000-Merkblatt HP 3 | (2014-11) | Schweißaufsicht, Schweißer | ||
| AD 2000-Merkblatt W 2 | (2008-02) | Austenitische und austenitisch-ferritische Stähle | ||
| AD 2000-Merkblatt W 5 | (2009-03) | Stahlguss | ||
| VdTÜV-Werkstoffblatt 113/2 | (2001-06) | Hochwarmfester austenitischer Walz- und Schmiedestahl, X 8 CrNiMoBNb 16 16 + wk, Werkstoff-Nr. 1.4986 + wk | ||
| VdTÜV-Werkstoffblatt 352/1 | (2014-03) | Schweißgeeignete Feinkornbaustähle mit einer Mindeststreckgrenze von 275 MPa; Band, Blech, Breitflachstahl, Form- und Stabstahl | ||
| VdTÜV-Werkstoffblatt 352/2 | (2013-09) | Schweißgeeignete Feinkornbaustähle mit einer Mindeststreckgrenze von 275 MPa; Nahtlose Hohlkörper, nahtloses Rohr, nahtlose Sammler | ||
| VdTÜV-Werkstoffblatt 354/1 | (2014-03) | Schweißgeeignete Feinkornbaustähle mit einer Mindeststreckgrenze von 355 MPa; Blech, Breitflachstahl, Band, Form- und Stabstahl | ||
| VdTÜV-Werkstoffblatt 354/2 | (2015-03) | Schweißgeeignete Feinkornbaustähle mit einer Mindeststreckgrenze von 355 MPa; Nahtloser Hohlkörper, nahtloses Rohr, nahtloser Sammler | ||
| VdTÜV-Werkstoffblatt 354/3 | (2013-12) | Schweißgeeignete Feinkornbaustähle mit einer Mindeststreckgrenze von 355 MPa; Flansch, Ring, Hohlkörper, Schmiedestück, Stabstahl | ||
| VdTÜV-Werkstoffblatt 395/3 | (2010-09) | Schweißgeeigneter martensitischer Walz- und Schmiedestahl, X3CrNiMo13-4; Werkstoff-Nr. 1.4313; Form- und Stabstahl, Schmiedeerzeugnis | ||
| VdTÜV-Werkstoffblatt 452 | (2011-06) | Martensitischer Stahlguss G-X4 CrNi 13 4 / G-X 3 CrNi 13 4, Werkstoff-Nr. 1.4317 / Werkstoff 1.6982; Hohlgussstücke, Vollgussstücke, gegossene Armaturengehäuse, Pumpengehäuse, Lauf- und Leiträder, Maschinenteile für hydraulische Anlagen | ||
| [ 1] | Handbuch für das Eisenhüttenlaboratorium | Loseblattsammlung; Verlag Stahleisen, Düsseldorf |
| [ 2] | De Long, W. T. | Welding Research Supplement 53 (1974), S. 273/286 |
| [ 3] | Richter, F. | Physikalische Eigenschaften von Stählen und ihre Temperaturabhängigkeit, Stahleisen-Sonderberichte Heft 10, 1983, Verlag Stahleisen, Düsseldorf. |
| [ 4] | Petzow, G. | Metallographisches, keramographisches, plastographisches Ätzen, Verlag Borntraeger; Nachdruck der 6. vollständig überarbeiteten Auflage (19. Oktober 2006) |
| [ 5] | Reference-Atlas for a connparative evaluation of ferrite percentage in the fused zone of austenitic stainless steel welded joints; Internationales Institut für Schweißtechnik: Istituto Italiano della Saldatura, Genova, 1972 |
| Änderungen gegenüber der Fassung 2000-06 | Anhang G (informativ) |
G 1 Änderungsschwerpunkte
(1) Die zugelassenen Werkstoffe in den Abschnitten 6, 7, 8, 9 und 10 wurden auf der Grundlage der aktuellen Normen und VdTÜV-Werkstoffblätter und unter Berücksichtigung des AD 2000-Regelwerkes aktualisiert (siehe Tabelle G-1). Die im Abschnitt 5 zugelassenen ferritischen Werkstoffe der Werkstoffgruppe WI konnten belassen werden, da die Anforderungen an diese Werkstoffe im Anhang a im Wesentlichen ohne Bezugnahme auf Normen oder Werkstoffblätter geregelt sind.
(2) Die Anforderungen an alle Werkstoffe wurden unter Zugrundelegung der aktuellen Normen überarbeitet.
(3) Die bisher im Abschnitt 4.4.7, in den erzeugnisformbezogenen Abschnitten 5 bis 10 sowie in den Anhängen B, E und H enthaltenen Anforderungen an die zerstörungsfreie Prüfung wurden in einem neuen Abschnitt 11 zusammengefasst. Bei der Überarbeitung der Festlegungen zur zerstörungsfreien Prüfung wurde der aktuelle Stand der europäischen Normung berücksichtigt, um die Verwendung gleichlautender Begriffsbestimmungen und eine einheitliche Regelung der Prüfungen sicherzustellen.
(4) In allen erzeugnisformbezogenen Abschnitten wurden die Festlegungen zum Nachweis der Güteeigenschaften präziser und widerspruchsfrei zu den Festlegungen im Abschnitt 3.7 formuliert.
G 2 Erläuterungen zu Änderungen gegenüber der Fassung 2000-06
(1) Der Abschnitt "Grundlagen" wurde in Absatz 1 an die für alle KTA-Regeln verbindliche Formulierung angepasst. Im Absatz 2 wurden Vorgaben aus den "Sicherheitsanforderungen an Kernkraftwerke" (SiAnf) sowie den "Interpretationen zu den Sicherheitsanforderungen an Kernkraftwerke" ergänzt und ein Verweis auf andere Regeln des KTA aufgenommen.
(2) Der Abschnitt 2 "Begriffe" wurde basierend auf den in anderen Regeln des KTA definierten Begriffen erweitert. Die Definition des Begriffs "Reparatur" wurde gestrichen, da sie nicht allgemeingültig formuliert war und für das Verständnis der Regel nicht erforderlich ist. Die Festlegung, dass Fertigungsschweißungen an Gussstücken keine Reparaturen im Sinne dieser Regel sind, wurde als neuer Absatz 3 in den Abschnitt 3.9 aufgenommen.
(3) Im Abschnitt 3 "Allgemeine Grundsätze" wurden folgende Änderungen vorgenommen:
(4) Im Abschnitt 4 wurden folgende Änderungen vorgenommen:
Bei den Anforderungen an die Härteprüfung wurden die Normen DIN EN ISO 6506-4 und DIN EN ISO 6507-4 ergänzt, da die in diesen Normen geregelten Tabellen zur Bestimmung der Härte heranzuziehen sind.
Beim Zugversuch darf nach Wahl des Herstellers entweder das Verfahren a oder das Verfahren B nach DIN EN ISO 6892-1 oder DIN EN ISO 6892-2 angewendet werden, wobei bei Anwendung des Verfahrens a die in der Norm empfohlenen Dehngeschwindigkeiten verwendet werden sollen, um eine hinreichende Vergleichbarkeit der ermittelten Kennwerte sicherzustellen.
Die für einige Erzeugnisformen bisher geltende Regelung zur proportionalen Umrechnung der Schlagenergie von Untermaßproben auf die Werte für Normalproben wurde geändert und durch eine bessere Festlegung im Abschnitt 4.4.6.5 ersetzt. Da die Umrechnung der Schlagenergie bei Verwendung von Untermaßproben abhängig vom Werkstoff betrachtet werden muss, falls die Prüfung nicht in der Hochlage der Schlagenergie erfolgt, ist für diesen Fall eine Festlegung im Einzelfall vorgesehen.
Für Verwechslungsprüfungen wurde festgelegt, dass diese mit einem spektrometrischen Verfahren durchzuführen sind.
Es wurden Anforderungen an die Besichtigung der Erzeugnisse bei der Abnahme ergänzt.
d) Die bisher im Abschnitt 4.4.7, in den erzeugnisformbezogenen Abschnitten 5 bis 10 sowie in den Anhängen B, E und H enthaltenen Anforderungen an die zerstörungsfreie Prüfung wurden in einem neuen Abschnitt 11 zusammen-gefasst.
(5) Inn Abschnitt 5 wurden folgende Änderungen vorgenommen:
(6) Im Abschnitt 6 "Erzeugnisformen aus ferritischen Stählen der Werkstoffgruppe W II" wurden folgende Änderungen vorgenommen:
(7) Im Abschnitt 7 "Erzeugnisformen aus austenitischen Stählen" wurden folgende Änderungen vorgenommen:
(8) Im Abschnitt 8 "Schrauben und Muttern" wurden folgende Änderungen vorgenommen:
(9) Im Abschnitt 9 "Erzeugnisformen aus Stählen für besondere Beanspruchungen" wurden folgende Änderungen vorgenommen:
(10) Im Abschnitt 10 "Wärmetauscherrohre" wurden die zugelassenen Stähle (siehe Tabelle G-1) und die Prüfanforderungen unter Berücksichtigung der aktuellen Normen aktualisiert.
(11) Im neu aufgenommenen Abschnitt 11 sind die Anforderungen an die zerstörungsfreie Prüfung zusammengefasst, die bisher im Abschnitt 4.4.7, in den erzeugnisformbezogenen Abschnitten und in den Anhängen B, E und H festgelegt waren. Die grundlegenden Anforderungen basieren auf den aktuellen Normen und den in den aktuellen Regeln des KTA (insbesondere in KTA 3211.3, Fassung 2012-11) enthaltenen Anforderungen.
(12) Im Anhang a "Werkstoffkenndaten" wurden folgende Änderungen vorgenommen:
(13) Im Anhang B "Fertigungsschweißungen an Gussstücken aus Stahl" wurden Anpassungen an den aktuellen Stand der Normen vorgenommen. Die Anforderung an die Wärmebehandlung in B4 (3) wurde allgemeiner formuliert, da sie gemäß Bild 5.7-1 auch für austenitische Gussstücke zutrifft.
(14) Der Anhang C "Verfahren zur Ermittlung des Deltaferritgehaltes" wurde im Hinweis zu Abschnitt C5 an die Formulierung in KTA 3201.1 (1998-06) in Übereinstimmung gebracht und hinsichtlich der Probenabmessungen an AVS D 63/50 vom 04.06.2012 angepasst.
(15) Die Anhänge D "Durchführung von manuellen Ultraschallprüfungen" und E "Durchführung von Oberflächenprüfungen nach dem Magnetpulver- und Eindringverfahren" wurden aus KTA 3211.3 (2012-11) übernommen.
(16) An mehreren Stellen der Regel wurden redaktionelle Verbesserungen und Präzisierungen vorgenommen.
Tabelle G-1: Zusammenstellung der zugelassenen Werkstoffe
| Abschnitt | Erzeugnisform | Zugelassene Werkstoffe | |
| Regelfassung 2000-06 | Aktueller Ersatz | ||
| Abschnitt 5:
Erzeugnisformen aus ferritischen Stählen der Werkstoffgruppe W I |
Keine Änderung, da die Anforderungen an diese Werkstoffe im Anhang a im Wesentlichen ohne Bezugnahme auf Normen oder Werkstoffblätter geregelt sind | ||
| Abschnitt 6: Erzeugnisformen aus ferritischen Stählen der Werkstoffgruppe W II | Flacherzeugnisse | 15 MnNi 6 3 nach Abschnitt a 1 | 15 MnNi 6 3 nach Abschnitt a 1 |
| P275NH nach DIN EN 10028-3 | P275NH (1.0487) nach DIN EN 10028-3 | ||
| P355NH nach DIN EN 10028-3 | P355NH (1.0565) nach DIN EN 10028-3 | ||
| 16Mo3 nach DIN EN 10028-2 | 16Mo3 (1.5415) nach DIN EN 10028-2 | ||
| St 37-3 nach DIN 17100 | P235GH (1.0345) nach DIN EN 10028-2 | ||
| Die bisher im Abschnitt 6.1.1 aufgeführten Stähle WStE 255, WStE 285, WStE 315, WStE 355 (jeweils nach DIN 17102), 15 Mo 3 nach DIN 17155 und S235J2G3 nach DIN EN 10025 entfallen. | |||
| Aus Flacherzeugnissen gekümpelte oder gepresste Erzeugnisformen | Alle für Flacherzeugnisse zugelassenen Werkstoffe | Alle für Flacherzeugnisse zugelassenen Werkstoffe | |
| Schmiedestücke, Stäbe und gewalzte Ringe | 15 MnNi 6 3 nach Abschnitt a 2 | 15 MnNi 6 3 nach Abschnitt a 2 | |
| C22.8 nach DIN 17243 | P250GH (1.0460) nach DIN EN 10273 oder DIN EN 10222-2 | ||
| 15Mo3 nach DIN 17243 | 16Mo3 (1.5415) nach DIN EN 10273 oder DIN EN 10222-2 | ||
| WStE 355 nach DIN 17103 | P355NH (1.0565) nach DIN EN 10273 in Verbindung mit VdTÜV-Werkstoffblatt 354/1 oder DIN EN 10222- 4 in Verbindung mit VdTÜV-Werkstoffblatt 354/3 | ||
| P355QH1 (1.0571) nach DIN EN 10222-4 in Verbindung mit VdTÜV-Werkstoffblatt 354/3 | |||
| St 37-3 nach DIN 17100 | P235GH (1.0345) nach DIN EN 10273 | ||
| Der Stahl P235GH (1.0345) konnte aufgenommen werden, da er in den ist. | im Abschnitt 6.3.1 nur für die Erzeugnisform "Stab" Liefernormen für Schmiedestücke nicht enthalten | ||
| Nahtlose Rohre > DN 50 | 15 MnNi 6 3 nach Abschnitt a 3 | 15 MnNi 6 3 nach Abschnitt a 3 | |
| St 35.8 III nach DIN 17175 | P235GH (1.0345) nach DIN EN 10216-2 | ||
| WStE 285 nach DIN 17179 | P275NL1 (1.0488) nach DIN EN 10216-3 in Verbindung mit VdTÜV-Werkstoffblatt 352/2 | ||
| WStE 355 nach DIN 17179 | P355NH (1.0565) nach DIN EN 10216-3 in Verbindung mit VdTÜV-Werkstoffblatt 354/2 | ||
| 15 Mo 3 nach DIN 17175 | 16Mo3 (1.5415) nach DIN EN 10216-2 | ||
| Der bisher im Abschnitt 6.4.2 aufgeführte Stahl WStE 255 nach DIN 17179 entfällt. | |||
| Nahtlose Rohrbogen > DN 50 | Alle für nahtlose Rohre > DN 50 zugelassenen Werkstoffe | Alle für Schmiedestücke, Stäbe und gewalzte Ringe sowie für nahtlose Rohre > DN 50 zugelassenen Werkstoffe | |
| Nahtlose Formstücke > DN 50 | Alle für nahtlose Rohre > DN 50 zugelassenen Werkstoffe | Alle für Schmiedestücke, Stäbe und gewalzte Ringe sowie für nahtlose Rohre > DN 50 zugelassenen Werkstoffe | |
| Gussstücke | GS-C25 nach DIN 17245 | GP240GH+QT (1.0619+QT) nach DIN EN 10213 | |
| Abschnitt 7: Erzeugnisformen aus austenitischen Stählen |
Flacherzeugnisse | X6CrNiNb18-10 nach DIN 17440 | X6CrNiNb18-10 (1.4550) nach DIN EN 10028-7 |
| X6CrNiTi18-10 nach DIN 17440 | X6CrNiTi18-10 (1.4541) nach DIN EN 10028-7 | ||
| X6CrNiMoTi17-12-2 nach DIN 17440 | X6CrNiMoTi17-12-2 (1.4571) nach DIN EN 10028-7 | ||
| X6CrNiMoNb17-12-2 nach DIN 17440 | X6CrNiMoNb17-12-2 (1.4580) nach DIN EN 10028-7 | ||
| Aus Flacherzeugnissen gekümpelte oder gepresste Erzeugnisformen | Alle für Flacherzeugnisse zugelassenen Werkstoffe | Alle für Flacherzeugnisse zugelassenen Werkstoffe | |
| Schmiedestücke, Stäbe und gewalzte Ringe | X6CrNiNb18-10 nach DIN 17440 | X6CrNiNb18-10 (1.4550) nach DIN EN 10222-5 oder DIN EN 10272 | |
| X6CrNiTi18-10 nach DIN 17440 | X6CrNiTi18-10 (1.4541) nach DIN EN 10222-5 oder DIN EN 10272 | ||
| X6CrNiMoTi17-12-2 nach DIN 17440 | X6CrNiMoTi17-12-2 (1.4571) nach DIN EN 10222-5 oder DIN EN 10272 | ||
| X6CrNiMoNb17-12-2 nach DIN 17440 | X6CrNiMoNb17-12-2 (1.4580) nach DIN EN 10272 | ||
| Der Stahl X6CrNiMoNb17-12-2 konnte im Abschnitt 7.3.1 nur als Erzeugnisform "Stab" aufgenommen werden, da er in der Liefernorm für Schmiedestücke nicht enthalten ist. | |||
| Nahtlose Rohre größer als DN 50 | X6CrNiNb18-10 nach DIN 17458 | X6CrNiNb18-10 (1.4550) nach DIN EN 10216-5 | |
| X6CrNiTi18-10 nach DIN 17458 | X6CrNiTi18-10 (1.4541) nach DIN EN 10216-5 | ||
| X6CrNiMoTi17-12-2 nach DIN 17458 | X6CrNiMoTi17-12-2 (1.4571) nach DIN EN 10216-5 | ||
| X6CrNiMoNb17-12-2 nach DIN 17458 | X6CrNiMoNb17-12-2 (1.4580) nach DIN EN 10216-5 | ||
| Nahtlose Rohrbogen > DN 50 | Alle für nahtlose Rohre > DN 50 zugelassenen Werkstoffe | Alle für Schmiedestücke, Stäbe und gewalzte Ringe sowie für nahtlose Rohre > DN 50 zugelassenen Werkstoffe | |
| Nahtlose Formstücke > DN 50 | Alle für nahtlose Rohre > DN 50 zugelassenen Werkstoffe | Alle für Schmiedestücke, Stäbe und gewalzte Ringe sowie für nahtlose Rohre > DN 50 zugelassenen Werkstoffe | |
| Gussstücke | GX5CrNiNb19-11 nach DIN EN 10213-4 | GX5CrNiNb19-11 (1.4552) nach DIN EN 10213 | |
| GX5CrNiMoNb19-12 nach DIN EN 10213-4 | GX5CrNiMoNb19-11-2 (1.4581) nach DIN EN 10213 | ||
| Die bisher im Abschnitt 7.7.1 aufgeführten G X 5 CrNiMoNb 18 10 (beide nach DIN | Stahlgusssorten G X 5 CrNiNb 18 9 und 17445) entfallen. | ||
| Abschnitt 8: Schrauben und Muttern | Stähle nach Abschnitt a 5 | Stähle nach Abschnitt a 5 | |
| 24 CrMo 5 nach DIN 17240 | 25CrMo4 (1.7218) nach DIN EN 10269 | ||
| C35E nach DIN EN 10269 | C35E+QT (1.1181+QT) nach DIN EN 10269 | ||
| 21CrMoV5-7 nach DIN EN 10269 | 21CrMoV5-7 (1.7709) nach DIN EN 10269 | ||
| X22CrMoV12-1 nach DIN EN 10269 | X22CrMoV12-1 (1.4923) nach DIN EN 10269 | ||
| X7CrNiMoBNb16-16 nach DIN EN 10269 | X 8 CrNiMoBNb 16-16 +wk (1.4986+wk) nach VdTÜV-Werkstoffblatt 113/2 | ||
| Schrauben und Muttern nach DIN EN ISO 898-1, DIN EN 20898-2 und DIN EN ISO 898-6 sowie DIN EN ISO 3506-1 und DIN EN ISO 3506-2 gemäß Tabelle 8-1 | Schrauben und Muttern nach DIN EN ISO 898-1 und DIN EN ISO 898-2 sowie DIN EN ISO 3506-1 und DIN EN ISO 3506-2 gemäß Tabelle 8-1 | ||
| Die bisher im Abschnitt 8.2 aufgeführten Stähle Ck 35, 21 CrMoV 5 7, X 22 Cr MoV 12 1 und X 8 CrNiMoBNb 16 16 (alle nach DIN 17240) entfallen. | |||
| Abschnitt 9: Erzeugnisformen aus Stählen für besondere Beanspruchungen |
Schmiedestücke, Stäbe und gewalzte Ringe | X 4 CrNi 13 4 nach SEW 400 | X3CrNiMo13-4 (1.4313) nach VdTÜV-Werkstoffblatt 395/3 |
| Gussstücke | GX4CrNi13-4 nach DIN EN 10213-2 | G X4 CrNi 13 4 (1.4317) nach VdTÜV-Werkstoffblatt 452 und mit den zusätzlichen Anforderungen gemäß Anhang a 7 | |
| Die bisher im Abschnitt 9.2.1 aufgeführte Stahlgusssorte G X 5 CrNi 13 4 nach DIN 17445 entfällt. | |||
| Abschnitt 10: Wärmetauscherrohre |
Nahtlose gerade Wärmetauscherrohre aus ferritischen Stählen mit Nennwanddicken ≤ 4 mm und mit Außendurchmessern ≤ 38 mm | St 35.8 III nach DIN 17175 | P235GH (1.0345) nach DIN EN 10216-2 |
| 15 Mo 3 nach DIN 17175 | 16Mo3 (1.5415) nach DIN EN 10216-2 | ||
| 13 CrMo 4 4 nach DIN 17175 | 13CrMo4-5 (1.7335) nach DIN EN 10216-2 | ||
| 10 CrMo 9 10 nach DIN 17175 | 10CrMo9-10 (1.7380) nach DIN EN 10216-2 | ||
| Nahtlose gebogene Wärmetauscherrohre aus ferritischen Stählen mit Nennwanddicken ≤ 4 mm und mit Außendurchmessern ≤ 38 mm | Alle für nahtlose gerade Wärmetauscherrohre aus ferritischen Stählen zugelassenen Werkstoffe | Alle für nahtlose gerade Wärmetauscherrohre aus ferritischen Stählen zugelassenen Werkstoffe | |
| Nahtlose gerade Wärmetauscherrohre aus austenitischen Stählen mit Nennwanddicken ≤ 3,6 mm und mit Außendurchmessern ≤ 42,4 mm | X 6 CrNiTi 18 10 nach DIN 17458 | X6CrNiTi18-10 (1.4541) nach DIN EN 10216-5 | |
| X 6 CrNiNb 18 10 nach DIN 17458 | X6CrNiNb18-10 (1.4550) nach DIN EN 10216-5 | ||
| X 6 CrNiMoTi 17 12 2 nach DIN 17458 | X6CrNiMoTi17-12-2 (1.4571) nach DIN EN 10216-5 | ||
| X 6 CrNiMoNb 17 12 2 nach DIN 17458 | X6CrNiMoNb17-12-2 (1.4580) nach DIN EN 10216-5 | ||
| Nahtlose gebogene Wärme-tauscherrohre aus austenitischen Stählen mit Nennwanddicken ≤ 3,6 mm und mit Außendurchmessern ≤ 42,4 nun | Alle für nahtlose gerade Wärmetauscherrohre aus austenitischen Stählen zugelassenen Werkstoffe | Alle für nahtlose gerade Wärmetauscherrohre aus austenitischen Stählen zugelassenen Werkstoffe | |
| Längsnahtgeschweißte gerade Wärmetauscherrohre aus austenitischen Stählen mit Nennwanddicken < 2 mm und mit Außendurchmessern ≤ 38 mm | X 6 CrNiTi 18 10 nach DIN 17457 |
X6CrNiT118-10 (1.4541) nach DIN EN 10217-7 | |
| X 6 CrNiMoTi 17 12 2 nach DIN 17457 | X6CrNiMoTi17-12-2 (1.4571) nach DIN EN 10217-7 | ||
_____
Bekanntmachung von sicherheitstechnischen Regeln des Kerntechnischen Ausschusses vom 4. Dezember 2015 (BAnz AT 08.01.2016 B4)
Gemäß § 7 Absatz 6 der Bekanntmachung über die Neufassung der Bekanntmachung über die Bildung eines Kerntechnischen Ausschusses vom 26. November 2012 (BAnz AT 10.12.2012 B2) gebe ich nachstehend die vom Kerntechnischen Ausschuss am 10. November 2015 beschlossenen Regeln (Regeländerungen)
KTA 1408.1 Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- und aktivitätsführende Komponenten in Kernkraftwerken;
Teil 1: EignungsprüfungKTA 1408.2 Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- und aktivitätsführende Komponenten in Kernkraftwerken;
Teil 2: HerstellungKTA 1408.3 Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- und aktivitätsführende Komponenten in Kernkraftwerken;
Teil 3: VerarbeitungKTA 1504 Überwachung der Ableitung radioaktiver Stoffe mit Wasser
KTA 2101.1 Brandschutz in Kernkraftwerken;
Teil 1: Grundsätze des BrandschutzesKTA 2101.2 Brandschutz in Kernkraftwerken;
Teil 2: Brandschutz an baulichen AnlagenKTA 2101.3 Brandschutz in Kernkraftwerken;
Teil 3: Brandschutz an maschinen- und elektrotechnischen AnlagenKTA 2103 Explosionsschutz in Kernkraftwerken mit Leichtwasserreaktoren
(allgemeine und fallbezogene Anforderungen)KTA 2201.5 Auslegung von Kernkraftwerken gegen seismische Einwirkungen;
Teil 5: Seismische InstrumentierungKTA 2201.6 Auslegung von Kernkraftwerken gegen seismische Einwirkungen;
Teil 6: Maßnahmen nach ErdbebenKTA 3101.3 Auslegung der Reaktorkerne von Druck- und Siedewasserreaktoren;
Teil 3: Mechanische und thermische AuslegungKTA 3103 Abschaltsysteme von Leichtwasserreaktoren
KTA 3205.2 Komponentenstützkonstruktionen mit nichtintegralen Anschlüssen;
Teil 2: Komponentenstützkonstruktionen mit nichtintegralen Anschlüssen für druck- und aktivitätsführende Komponenten in Systemen außerhalb des PrimärkreisesKTA 3211.1 Druck- und aktivitätsführende Komponenten von Systemen außerhalb des Primärkreises;
Teil 1: WerkstoffeKTA 3301 Nachwärmeabfuhrsysteme von Leichtwasserreaktoren
KTA 3303 Wärmeabfuhrsysteme für Brennelementlagerbecken von Kernkraftwerken mit Leichtwasserreaktoren
KTA 3501 Reaktorschutzsystem und Überwachungseinrichtungen des Sicherheitssystems
KTA 3503 Typprüfung von elektrischen Baugruppen der Sicherheitsleittechnik
KTA 3505 Typprüfung von Messwertgebern und Messumformern der Sicherheitsleittechnik
in der Fassung 2015-11 bekannt (Anlage).
| |
ENDE | |
(Stand: 27.11.2019)
Alle vollständigen Texte in der aktuellen Fassung im Jahresabonnement
Nutzungsgebühr: 90.- € netto (Grundlizenz)
(derzeit ca. 7200 Titel s.Übersicht - keine Unterteilung in Fachbereiche)
Die Zugangskennung wird kurzfristig übermittelt
? Fragen ?
Abonnentenzugang/Volltextversion
...
X
⍂
↑
↓