
| Regelwerk | zurück |  |
| Prüfverfahren für Laboratorien, Laborgeräte und Normen | Anhang 2 23 |
1 Prüfverfahren und -geräte für Schüttladungen, die breiartig werden können oder bei denen es zu einer dynamischen Trennung kommen kann 23
Derzeit sind folgende sechs Prüfverfahren zur Feststellung der Feuchtigkeitsgrenze für die Beförderung mit Seeschiffen allgemein üblich:
1. das Rütteltisch-Verfahren;
2. das Eindringtiefen-Messverfahren;
3. das Proctor-Fagerberg-Verfahren.
Da jedes dieser Verfahren seine Vorzüge hat, soll die Auswahl des Prüfverfahrens nach Ortsüblichkeit oder durch die zuständigen Behörden erfolgen.
4. Geändertes Proctor-Fagerberg-Verfahren für Feineisenerz;
5. Geändertes Proctor-Fagerberg-Verfahren für Kohle;
6. Geändertes Proctor-Fagerberg-Verfahren für Bauxit.
1.1 Rütteltisch-Prüfverfahren
1.1.1 Zweck
Das Rütteltischverfahren ist generell geeignet für Mineralkonzentrate und sonstige feinkörnige Stoffe, deren Korngröße 1 mm nicht überschreitet. Unter Umständen kann es auch bei Stoffen mit einer maximalen Korngröße von bis zu 7 mm angewandt werden. Bei grobkörnigeren Stoffen eignet es sich nicht; auch kann es bei manchen Stoffen mit einem hohen Gehalt an Tonerde zu unbefriedigenden Prüfergebnissen führen. Ist das Rütteltisch-Prüfverfahren für den in Betracht kommenden Stoff nicht geeignet, so sollen die stattdessen angewandten Prüfverfahren von der zuständigen Behörde des Hafenstaates zugelassen sein.
Die nachstehend beschriebene Prüfung dient der Bestimmung
- des Feuchtigkeitsgehaltes einer der Ladung entnommenen Probe (im Folgenden als Prüfmaterial bezeichnet);
- des Verflüssigungspunktes des Prüfmaterials infolge der Erschütterungen auf dem Rütteltisch;
- der Feuchtigkeitsgrenze für die Beförderung des Prüfmaterials.
1.1.2 Geräte (siehe Abbildung 1.1.2)
- Genormter Rütteltisch und Rahmen (ASTM-Norm C 230-68 - siehe Abschnitt 3),
- Rütteltischunterbau (ASTM-Norm C 230-68 - siehe Abschnitt 3),
- Form (ASTM-Norm C 230-68 - siehe Abschnitt 3),
- Stampfer (siehe Abbildung 1.1.2.4): Der erforderliche Stampfdruck kann durch Verwendung geeichter Stampfer, die mit einer Sprungfeder arbeiten (Beispiele sind in Abbildung 1.1.2.4 dargestellt) oder durch Verwendung von Stampfern einer sonstigen zweckmäßigen Bauart, die mittels eines Stampferkopfes von 30 mm Durchmesser die Ausübung eines regelbaren Druckes ermöglichen, erreicht werden.
- Waage und Gewichte (ASTM-Norm C 109-73 - siehe Abschnitt 3) und geeignete Probenbehälter,
- Messzylinder aus Glas mit einem Volumen von 100 ml bis 200 ml und Bürette mit einem Volumen von 10 ml,
- eine halbkugelförmige Mischschale von ungefähr 30 cm Durchmesser, Gummihandschuhe und Trockenschalen oder Trockenpfannen. Wahlweise kann stattdessen ein selbsttätig arbeitender Mischer mit einem ähnlichen Fassungsvermögen für die Mischvorgänge verwendet werden. In diesem Fall ist sorgfältig darauf zu achten, dass durch den Gebrauch eines solchen mechanischen Mischers weder die Partikelgröße verringert noch die Konsistenz des Prüfmaterials verändert werden;
- ein Trockenschrank mit der Möglichkeit der Temperaturregelung bis ungefähr 110 °C; in diesem Trockenschrank darf keine Luftumwälzung stattfinden.
Abbildung 1.1.2 - Rütteltisch mit Zubehör

Abbildung 1.1.2.4 - Beispiele für Stampfer, die mit einer Sprungfeder arbeiten

1.1.3 Temperatur und Feuchtigkeit
Es empfiehlt sich, in einem Raum zu arbeiten, in dem die Proben vor übermäßigen Temperaturen, Luftströmungen und Feuchtigkeitsschwankungen geschützt sind. Um Feuchtigkeitsverluste möglichst gering zu halten, sollen alle Phasen der Vorbereitung des Prüfmaterials und des Prüfverfahrens selbst in einem vertretbaren Zeitraum und auf jeden Fall noch im Laufe desjenigen Tages abgeschlossen werden, an dem damit begonnen worden ist. Nach Möglichkeit sollen die Probenbehälter mit Plastikfolie oder in anderer zweckmäßiger Weise abgedeckt werden.
1.1.4 Prüfverfahren
Die für die Bestimmung des Verflüssigungspunktes erforderliche Masse ist abhängig von der Dichte des zu untersuchenden Prüfmaterials. Die Masse wird etwa zwischen 2 kg bei Kohle und 3 kg bei Mineralkonzentraten liegen. Sie soll als eine repräsentative Probe der zur Beförderung vorgesehenen Ladung entnommen werden. Die Erfahrung hat gezeigt, dass genauere Untersuchungsergebnisse erhalten werden, wenn mit einer Steigerung, anstatt einer Verringerung, des Feuchtigkeitsgehaltes der Probe bis hin zum Verflüssigungspunkt gearbeitet wird.
Deshalb wird empfohlen, bevor mit der Bestimmung des Verflüssigungspunktes begonnen wird, eine Voruntersuchung - im Allgemeinen in der nachstehend beschriebenen Art und Weise - durchzuführen, um den Zustand des Prüfmaterials zu bestimmen; das heißt: die Menge an hinzu zu gebendem Wasser und die Größe der einzelnen Zugaben festzulegen, oder im Gegenteil festzulegen, dass die Probe luftgetrocknet werden muss, um ihren Feuchtigkeitsgehalt zu vermindern.
1.1.4.1 Vorbereitung der Probe
Die repräsentative Probe des Prüfmaterials wird in die Mischschale gegeben und gründlich durchgemischt. Drei Teilproben (A, B und C) werden aus der Mischschale wie nachstehend beschrieben herausgenommen: Etwa ein Fünftel der Probe (Teilprobe "A") muss sofort gewogen und in den Trockenschrank gestellt werden, um den Feuchtigkeitsgehalt der Probe im Anlieferungszustand zu bestimmen. Zwei weitere Teilproben von je etwa zwei Fünfteln des Gesamtgewichts werden anschließend entnommen, eine (Teilprobe "B") für den Vorversuch und die andere (Teilprobe "C") für den Hauptversuch zur Bestimmung des Verflüssigungspunktes:
- Füllen in Form: Die Form wird auf die Mitte des Rütteltischs gestellt und in drei Schichten mit dem Prüfmaterial aus der Mischschale gefüllt. Die erste Teilfüllung sollte nach dem Stampfen die Form zu ungefähr einem Drittel ihrer Höhe füllen.
Die hierzu erforderliche Probemenge wird von Material zu Material unterschiedlich sein, sie lässt sich aber leicht ermitteln, wenn man einige Erfahrung mit den Verdichtungseigenschaften des zu untersuchenden Prüfmaterials gewonnen hat.
Die zweite Teilfüllung muss - nach dem Stampfen - die Form zu rund zwei Drittel ihrer Höhe füllen, und die letzte Teilfüllung muss - nach dem Stampfen - bis knapp unter die Oberkante der Form reichen (siehe Abbildung 1.1.4.-2). - Stampfverfahren:
Es ist anzustreben, einen ähnlichen Verdichtungsgrad zu erreichen, wie er am Boden einer Schiffsladung aus dem zu untersuchenden Prüfmaterial vorherrscht.
Der erforderliche Stampfdruck errechnet sich wie folgt:
Stampfdruck (Pa) = Ladungsdichte (kg /m3)
x maximale Ladungshöhe (m)
x Fallbeschleunigung (m/s2).
Die Ladungsdichte kann in einer einmaligen Prüfung unter Verwendung des Proctor-C-Prüfgeräts nach der Beschreibung in der ASTM-Norm D-698 oder in der Norm JIS-A-1210 ermittelt werden; dazu ist eine Probe der Ladung mit demjenigen Feuchtigkeitsgehalt heranzuziehen, wie er für die zu befördernde Ladung vorgesehen ist.
Liegt zur Berechnung des Stampfdrucks keine Anhabe zur Ladungshöhe vor, so soll der wahrscheinlichste Höchstwert genommen werden.
Wahlweise kann stattdessen die Tabelle 1.1.4.1 zur Entnahme von Näherungswerten herangezogen werden.
Die Anzahl der Stampfvorgänge (wobei jedes Mal der vorgeschriebene gleichmäßige Druck auszuüben ist), soll etwa 35 für die unterste, 25 für die mittlere und 20 für die oberste Lage betragen; dabei soll Stück für Stück über die gesamte Fläche hinweg zu den Rändern der Probe hin gestampft werden, um jeder Lage eine gleichmäßig ebene Oberfläche zu geben. - Entfernen der Form: Durch leichtes Klopfen auf die Seiten der Form wird diese von der Probe gelöst, die in Gestalt eines Kegelstumpfes auf dem Tisch zurückbleibt.
| Ladungsart | Ladungsdichte (kg/m3) | Maximale Ladungshöhe | |||||
| 2 m | 5 m | 10 m | 20 m | ||||
| |||||||
| Kohle | 1 000 | 20 [1,4] | 50 [3,5] | 100 [7,1] | 200 [14,1] | ||
| 2 000 | 40 [2,8] | 100 [7,1] | 200 [14,1] | 400 [28,3] | |||
| metallische Erze | 3 000 | 60 [4,2] | 150 [10,6] | 300 [21,2] | 600 [42,4] | ||
| Eisenerzkonzentrate | 4 000 | 80 [5,7] | 200 [14,1] | 400 [28,3] | 800 [56,5] | ||
| Bleierzkonzentrate | 5 000 | 100 [7,1] | 250 [17,7] | 500 [35,3] | 1 000 [70,7] | ||
| (Die Werte in Klammern entsprechen dem Stampfdruck in Kilogramm je Fuß, wenn der Druck über einen Stampferkopf von 30 mm Durchmesser ausgeübt wird.) | |||||||


1.1.4.2 Prüfung zur Bestimmung des Verflüssigungspunktes - Vorversuch
- Unmittelbar nach Entfernen der Form wird der Rütteltisch bis zu 50-mal mit einer Frequenz von 25 Hüben pro Minute um 12,5 mm angehoben und wieder fallengelassen. Liegt der Feuchtigkeitsgehalt des Prüfmaterials unter dem Verflüssigungspunkt, so zerbröckelt es üblicherweise und zerfällt bei den aufeinander folgenden Fallstößen des Tisches in Stücke (siehe Abbildung 1.1.4-3).
- In diesem Stadium wird der Rütteltisch angehalten und das Prüfmaterial in die Mischschale zurückgegeben, wo 5 ml bis 10 ml Wasser (gegebenenfalls auch etwas mehr) über die Oberfläche gesprengt und entweder mit gummibehandschuhten Händen oder mit einem selbsttätig arbeitenden Mischer gründlich in das Prüfmaterial eingemischt werden.
Die Form wird erneut gefüllt und mit dem Rütteltisch werden nach der Beschreibung in Ziffer 1.1.4.2.1 bis zu 50 Hübe ausgeführt. Ist noch keine Verflüssigung eingetreten, so wird der Vorgang mit weiteren Zugaben von Wasser so lange wiederholt, bis eine Verflüssigung eingetreten ist. - Erkennen der Verflüssigung:
Durch die vom Rütteltisch hervorgerufenen Erschütterungen werden die Hohlräume zwischen den Körnern kleiner.
Dadurch füllt die Flüssigkeit, deren Volumen sich nicht ändert, die Hohlräume so lange immer weiter aus, bis sie ganz mit Flüssigkeit gefüllt sind.
Der Verflüssigungszustand gilt als eingetreten, wenn der Feuchtigkeitsgehalt und der Verdichtungsgrad der Probe so hoch sind, dass plastische Verformung eintritt 1. In diesem Stadium können sich die geformten Seiten der Proben verändern und ein konvexes oder konkaves Profil annehmen (siehe Abbildung 1.1.4-4).
Bei weiteren Hüben des Rütteltisches sackt die Probe weiter in sich zusammen und fließt nach außen. Bei manchen Stoffen können sich auch an der Oberfläche Risse bilden. Die Bildung von Rissen ohne das Auftreten ungebundener Feuchtigkeit ist jedoch kein Anzeichen dafür, dass Verflüssigung eingetreten ist. In den meisten Fällen hilft das Messen der Verformung bei der Entscheidung darüber, ob plastisches Fließen eingetreten ist oder nicht. Ein nützliches Hilfsmittel ist dabei eine Schablone, die zum Beispiel anzeigt, ob sich der Durchmesser in irgendeiner Ebene des Kegels bis zu 3 mm vergrößert hat. Einige zusätzliche Bemerkungen können nützlich sein. Wenn zum Beispiel der (zunehmende) Feuchtigkeitsgehalt sich dem Verflüssigungspunkt nähert, dann zeigt der Kegel die Tendenz, an der Form zu haften. Des Weiteren kann die Probe, wenn sie auf dem Tisch verschoben wird, Feuchtigkeitsspuren (schmale Streifen) zurücklassen. Sind solche Streifen zu sehen, so kann der Feuchtigkeitsgehalt über dem Verflüssigungspunkt liegen. Das Fehlen von Feuchtigkeitsspuren (schmalen Streifen) ist jedoch nicht unbedingt ein Hinweis darauf, dass der Feuchtigkeitsgehalt unterhalb des Verflüssigungspunktes liegt.
Das Messen des Durchmessers des Kegels an der Basis oder auf halber Höhe ist immer nützlich. Durch Zugabe von Wasser in Schritten von 0,4 % bis 0,5 % wird der Basisdurchmesser nach Durchführung von 25 Hüben des Rütteltisches im Allgemeinen um 1 mm bis 5 mm wachsen; nach einer weiteren Zugabe von Wasser wird der Basisdurchmesser sich um zwischen 5 mm und 10 mm ausgedehnt haben. - Als Alternative zu dem oben beschriebenen Verfahren gibt es für viele Konzentrate nachstehendes Verfahren für eine schnelle Bestimmung des ungefähren Verflüssigungspunktes:
Bei einem Feuchtigkeitsgehalt deutlich unterhalb des Verflüssigungspunktes ist der Durchmesser nach 25 Hüben zu messen, der Vorgang nach Zugabe von Wasser zu wiederholen, wiederum der Durchmesser zu bestimmen und die Zunahme des Durchmessers in Abhängigkeit vom Feuchtigkeitsgehalt in einem Diagramm nach dem Muster in Abbildung 1.1.4-1 aufzutragen. Die Verbindungslinie der beiden Punkte schneidet die Koordinatenachse des Feuchtigkeitsgehaltes in der Nähe des Verflüssigungspunktes.
Nach Abschluss des Vorversuchs wird die Teilprobe für den Hauptversuch auf den erforderlichen Feuchtigkeitsgehalt (etwa 1 % bis 2 %) unterhalb des Verflüssigungspunktes angefeuchtet oder angetrocknet.



1.1.4.3 Prüfung zur Bestimmung des Verflüssigungspunktes - Hauptversuch
Ist im Vorversuch Verflüssigung eingetreten, so wird der Feuchtigkeitsgehalt der Teilprobe "C" etwa 1 % bis 2 % unter den Wert eingestellt, bei dem im Vorversuch gerade eben noch keine Verflüssigung eingetreten war (dadurch lässt sich vermeiden, dass die Hauptuntersuchung mit einem Feuchtigkeitsgehalt begonnen wird, der zu nahe am Verflüssigungspunkt liegt und dann Zeit darauf verwendet werden muss, das Prüfmaterial wieder zu trocknen und von vorn zu beginnen). Der endgültige Versuch wird dann mit der so vorbereiteten Probe in der gleichen Weise wie der Vorversuch durchgeführt, wobei jedoch die Zugabe von Wasser in Schritten von nicht mehr als 0,5 % der Masse des Prüfmaterials erfolgt (je niedriger der im Vorversuch ermittelte Verflüssigungspunkt ist, desto kleiner sollten die Zugabemengen sein). Nach jeder Zugabe von Wasser ist die Probe aus der Mischschale in einen Behälter zu geben, sofort zu wiegen und für die gegebenenfalls erforderliche Feuchtigkeitsbestimmung aufzubewahren. Letzteres wird dann erforderlich, wenn diese Probe sich verflüssigt hat oder wenn die nächste, geringfügig mehr Wasser enthaltende, Probe sich verflüssigt. Wird die Probe nicht benötigt, so kann sie in die Mischschale zurückgegeben werden.
Ist Verflüssigung eingetreten, so ist der Feuchtigkeitsgehalt an zwei Proben zu bestimmen, von denen die eine einen Feuchtigkeitsgehalt knapp oberhalb und die andere einen Feuchtigkeitsgehalt knapp unterhalb des Verflüssigungspunkts aufweist. Die Differenz der beiden Werte muss 0,5 % oder weniger betragen; der Mittelwert dieser beiden Werte wird als Verflüssigungspunkt bestimmt.
1.1.4.4 Bestimmung des Feuchtigkeitsgehalts
Einführung
Es ist zu beachten, dass es für viele Stoffe anerkannte internationale und nationale Verfahren für die Bestimmung des Feuchtigkeitsgehalts gibt. Diese Verfahren oder andere Verfahren, von denen erwiesen ist, dass sie gleichwertige Ergebnisse liefern, sollen angewandt werden.
Konzentrate und ähnliche Stoffe
Es ist ganz wichtig, dass die Proben so lange getrocknet werden, bis sich ihre Masse nicht mehr ändert. In der Praxis wird dies festgestellt, indem nach einer angemessenen Trocknungszeit bei 105 °C die Probe in Abständen von einigen Stunden immer wieder gewogen wird. Bleibt die Masse konstant, so ist der Trocknungsvorgang zu beenden, wohingegen die Trocknung fortzusetzen ist, falls sich die Masse noch weiter verringert.
Die Dauer der Trocknungszeit hängt von verschiedenen Einflüssen ab, wie zum Beispiel von der Anordnung des Prüfmaterials im Ofen, dem verwendeten Behältertyp, der Teilchengröße, der Wärmeübertragungsrate und so weiter. Es ist durchaus möglich, dass eine Trocknungszeit von fünf Stunden für eine bestimmte Konzentratprobe reichlich bemessen ist, wohingegen sie für eine andere nicht ausreicht. Sulfidische Konzentrate neigen zur Oxidation; deshalb werden für diese Stoffe weder Trockenschränke zur Verwendung empfohlen, in denen eine Luftumwälzung stattfindet, noch sollen Proben solcher Stoffe länger als vier Stunden im Trockenschrank bleiben.
Kohle
Die zur Bestimmung des Feuchtigkeitsgehalts empfohlenen Verfahren sind in der ISO-Norm 589:1974 ("Hard coal - Determination of total moisture") beschrieben. Diese Verfahren oder aber andere Verfahren, von denen erwiesen ist, dass sie gleichwertige Ergebnisse liefern, sollen angewandt werden.
Berechnung des Feuchtegehalts, des Verflüssigungspunkts und der Feuchtigkeitsgrenze für die Beförderung
Man setze:
m1 als die genaue Masse der Teilprobe im Anlieferungszustand (siehe Ziffer 1.1.4.1);
m2 als die genaue Masse der Teilprobe im Anlieferungszustand nach dem Trocknen;
m3 als die genaue Masse der Teilprobe, deren Feuchtigkeitsgehalt gerade eben oberhalb des Verflüssigungspunkts gelegen hat (siehe Ziffer 1.1.4.3);
m4 als die genaue Masse der Teilprobe, deren Feuchtigkeitsgehalt gerade eben oberhalb des Verflüssigungspunkts gelegen hat, nach dem Trocknen;
m5 als die genaue Masse der Teilprobe, deren Feuchtigkeitsgehalt gerade eben unterhalb des Verflüssigungspunkts gelegen hat (siehe Ziffer 1.1.4.3);
m6 als die genaue Masse der Teilprobe, deren Feuchtigkeitsgehalt gerade eben unterhalb des Verflüssigungspunkts gelegen hat, nach dem Trocknen.
Dann ist wie folgt weiter zu verfahren:
- Der Feuchtigkeitsgehalt des Stoffes im Anlieferungszustand beträgt:
(m1 - m2) x 100, m1 ausgedrückt in Volumenprozent (1.1.4.4.1)
- Der Verflüssigungspunkt des Stoffes beträgt:

ausgedrückt in Volumenprozent (1.1.4.4.2) - Die Feuchtigkeitsgrenze für die Beförderung beträgt 90 % des Wertes des Verflüssigungspunkts.
Torf
Bei allen Torfsorten ist die Schüttdichte unter Verwendung der ASTM-Norm oder der CEN-Methode (20 Liter) zu bestimmen.
Zur Bestimmung der korrekten Feuchtigkeitsgrenzwerte für die Beförderung muss der Torf eine Schüttdichte über oder unter 90 kg/m3 in der Trockenmasse aufweisen.
Die nachstehenden Werte im Sinne von Ziffer 1.1.1 sind zu ermitteln:
- der Feuchtigkeitsgehalt einer Probe aus der Ladung (MC)
- der Verflüssigungspunkt (FMP)
- die Feuchtigkeitsgrenze für die Beförderung (TML). Diese wird wie folgt bestimmt:
.3.1 bei Torf mit einer Schüttdichte von mehr als 90 kg/m3 in der Trockenmasse beträgt die TML 85 % des Verflüssigungspunkts;
.3.2 bei Torf mit einer Schüttdichte von 90 kg/m3 oder weniger in der Trockenmasse beträgt die TML 90 % des Verflüssigungspunkts.
1.2 Eindringtiefen-Messverfahren 23
Beim Eindringtiefen-Messverfahren wird das zu untersuchende Prüfmaterial zunächst in einem Prüfzylinder durchgeschüttelt. Anhand der gemessenen Eindringtiefe eines als Anzeigegerät dienenden Messstabs wird sodann der Verflüssigungspunkt ermittelt.
1.2.1 Zweck
- Das Eindringtiefen-Messverfahren eignet sich generell für Mineralkonzentrate, ähnliche Stoffe und Kohlesorten bis zu einer Korngröße von maximal 25 mm.
- Bei diesem Verfahren wird die Probe in einem Prüfzylinder 6 Minuten lang senkrecht einwirkenden Schüttelkräften mit Effektivwerten von 2 g ± 10 % ausgesetzt (Anmerkung: "g" ist die Fallbeschleunigung). Dringt ein auf die Probenoberfläche aufgesetzter Messstab mehr als 50 mm in die Probenmasse ein, so gilt damit als erwiesen, dass der Feuchtigkeitsgehalt der Probe über dem Verflüssigungspunkt liegt.
- Dieses Prüfverfahren besteht aus einem Vorversuch zur näherungsweisen Ermittlung des Verflüssigungspunkts und einem Hauptversuch zu dessen genauer Bestimmung. Ist der ungefähre Wert des Verflüssigungspunkts bekannt, so kann der Vorversuch entfallen.
- Der Raum, in dem die Prüfung stattfindet, soll entsprechend der Empfehlung in Ziffer 1.1.3 für die Prüfung hergerichtet werden.
1.2.2 Geräte (siehe Abbildung 1.2.2) 23
- Der Prüfaufbau besteht aus
- Das Schüttelgerät (siehe Abbildung 1.2.2.2) samt einer Auflage, auf der ein Prüfzylinder festgeschraubt werden kann, soll in der Lage sein, eine Masse von 30 kg mit einer Frequenz von entweder 50 oder 60 Hz und einem Effektivwert der Beschleunigung von 3 g oder mehr zu erregen; das Schüttelgerät soll über eine Regelungseinrichtung verfügen, mit der die Intensität der Beschleunigung eingestellt werden kann.
- Die Prüfzylinder (siehe Abbildungen 1.2.2.3-1 und 1.2.2.3-2) haben folgende Abmessungen:
Zylindergröße Innendurchmesser Gefäßhöhe Wandstärke klein 146 mm 202 mm 9,6 mm oder mehr groß 194 mm 252 mm 10,3 mm oder mehr Die Gefäße sollen aus einem weitestgehend verbiegungsfesten, nicht magnetischen, undurchlässigen und leichtgewichtigen Werkstoff, wie zum Beispiel Acryl oder Polyvinylchlorid (PVC), gefertigt sein.
Der kleine Prüfzylinder wird für Stoffe mit einer maximalen Korngröße von 10 mm verwendet. Der große Prüfzylinder wird für Stoffe mit einer maximalen Korngröße von 25 mm verwendet. - Die Messstäbe (siehe Abbildung 1.2.2.4) sind aus Messing gefertigt. Die Masse des für Kohle zu verwendenden Messstabs soll auf 88 g (entsprechend 5 kPa) geeicht sein, die Masse des für Konzentrate zu verwendenden Messstabs auf 177 g (entsprechend 10 kPa). Enthält die Probe grobkörnige Stücke, so wird empfohlen, zur Vermeidung eines fehlerhaften Messergebnisses zwei Messstäbe mit dem gleichen Abdruckgewicht auf die Probenoberfläche aufzusetzen.
- Es soll eine Haltevorrichtung (siehe Abbildung 1.2.2.5) angebracht werden, mit deren Hilfe sich der Messstab bei möglichst geringer Reibung in der Mitte des Prüfzylinders halten lässt. Werden zwei Messstäbe verwendet, so sollen sie entsprechend der Darstellung in Abbildung 1.2.2 angeordnet werden.
- Bei der Auswahl des Prüfzylinders und der Stäbe zum Messen der Eindringtiefe sollen Art und Beschaffenheit der zu untersuchenden Probe (also zum Beispiel deren Korngröße und Stoffdichte) berücksichtigt werden.
Abbildung 1.2.2 - Prüfaufbau

Abbildung 1.2.2.2 - Schütteltisch

Abbildung 1.2.2.3-1 - Prüfzylinder mit 150 mm Durchmesser
Abbildung 1.2.2.3-2: Prüfzylinder mit 200 mm Durchmesser

Abbildung 1.2.2.4 - Messstab

Abbildung 1.2.2.5 -Haltevorrichtung für die Messstäbe
1.2.3 Prüfverfahren
1.2.3.1 Vorbereitung der Probe und des Schütteltisches
- Die für die Untersuchung benötigte Probenmenge beträgt mindestens das etwa Sechsfache der Menge, die der zur Verwendung ausgewählte Prüfzylinder aufnehmen kann. Die repräsentative Probenmenge beträgt pro Füllung 1 700 cm3 für das kleine und 4 700 cm3 für das große Gefäß.
- Die Probe ist gut durchzumischen und in drei ungefähr gleichgroße Teilproben aufzuteilen, die im Folgenden mit "A", "B" und "C" bezeichnet werden.
Die Teilprobe "A" soll sofort gewogen und in den Trockenschrank gestellt werden, um den Feuchtigkeitsgehalt der Probe im Anlieferungszustand zu bestimmen.
Die Teilproben "B" und "C" werden für den Vorversuch beziehungsweise für den Hauptversuch verwendet. - Die Intensität der durch den Schütteltisch hervorgerufenen Erschütterungen (= Schüttelvorgang) soll vor Durchführung der Prüfung unter Verwendung eines Beschleunigungsmessgeräts eingestellt werden. Der Effektivwert der durch den Tisch hervorgerufenen Beschleunigung soll auf 2 g ± 10 % eingestellt werden, wenn das mit der Teilprobe befüllte Gefäß auf dem Tisch befestigt ist.
1.2.3.2 Prüfung zur Bestimmung des Verflüssigungspunkts - Vorversuch
Dieser Versuch dient der raschen näherungsweisen Ermittlung des Verflüssigungspunkts unter Verwendung der Teilprobe "B". Nach jedem Eindringen des Messstabs wird der Probe eine geringe Menge Wassers zugegeben. Ist Verflüssigung eingetreten, so wird der Feuchtigkeitsgehalt der Probe gerade eben nach dem Eintreten der Verflüssigung gemessen. Der Feuchtigkeitsgehalt der Probe gerade eben vor Eintreten der Verflüssigung kann in der Art und Weise berechnet werden, dass die zuletzt zugegebene Menge Wasser von der Gesamtmasse der Probe abgezogen wird.
- Der richtige Prüfzylinder ist in vier getrennten Füllvorgängen mit der Teilprobe "B" zu befüllen; nach Zugabe jeder dieser vier Lagen ist der Inhalt des Zylinders mit dem dafür vorgesehenen Stampfer festzustampfen. Bei Mineralkonzentraten ist mit dem in Ziffer 1.1.4.1 angegebenen Druck zu arbeiten, bei Kohle mit einem Druck von 40 kPa; dabei ist der Druck gleichmäßig auf die gesamte Oberfläche des Prüfmaterials auszuüben, bis eine gleichmäßig ebene Oberfläche zustandegekommen ist.
- Der Messstab ist durch die Haltevorrichtung zu führen und auf die Probenoberfläche aufzusetzen.
- Das Schüttelgerät ist 6 Minuten lang mit einer Frequenz von 50 oder 60 Hz und einem Effektivwert der Beschleunigung von 2 g ± 10 % laufen zu lassen. Erforderlichenfalls soll die Beschleunigungsintensität durch Ablesen der Anzeige des am Schütteltisch befestigten Beschleunigungsmessgeräts überprüft werden.
- Nach sechsminütigem Durchschütteln ist die Eindringtiefe abzulesen.
- Beträgt die Eindringtiefe weniger als 50 mm, so gilt damit als erwiesen, dass keine Verflüssigung eingetreten ist. Dann ist wie folgt weiter zu verfahren:
- Das Prüfmaterial ist aus dem Prüfzylinder zu entfernen und zum übrigen Prüfmaterial in die Mischschale zurückzugeben.
- Alles ist gut durchzumischen und der gesamte Inhalt der Mischschale ist zu wiegen.
- Es ist eine geringe Menge Wasser hinzuzugeben, die höchstens ein Hundertstel der Masse des Prüfmaterials in der Mischschale ausmacht, und alles ist gut durchzumischen.
- Die unter den Ziffern 1.2.3.2.1 bis 1.2.3.2.5 beschriebenen Prüfschritte sind zu wiederholen.
- Beträgt die Eindringtiefe mehr als 50 mm, so gilt damit als erwiesen, dass Verflüssigung eingetreten ist. Dann ist wie folgt weiter zu verfahren:
- Das Prüfmaterial ist aus dem Prüfzylinder zu entfernen und in die Mischschale zurückzugeben.
- Der Feuchtigkeitsgehalt ist nach dem in Ziffer 1.1.4.4 beschriebenen Verfahren zu bestimmen.
- Anhand der hinzu gegebenen Menge Wasser ist der Feuchtigkeitsgehalt der Probe eben unterhalb des Verflüssigungspunktes zu berechnen.
- Beträgt die Eindringtiefe beim ersten Versuch mehr als 50 mm (ist die Probe also bereits im Anlieferungszustand verflüssigt), so sind die Teilmengen "B" und "C" miteinander zu vermischen und zur Verringerung des Feuchtigkeitsgehaltes bei Zimmertemperatur zu trocknen. Anschließend ist das zu untersuchende Prüfmaterial in zwei Teilmengen "B" und "C" aufzuteilen und der Vorversuch zu wiederholen.
1.2.3.3 Prüfung zur Bestimmung des Verflüssigungspunkts - Hauptversuch
- Auf der Grundlage des Vorversuchs soll zur genaueren Bestimmung des Verflüssigungspunktes der Hauptversuch durchgeführt werden.
- Der Feuchtigkeitsgehalt der Teilmenge "C" ist auf den letzten Wert einzustellen, bei dem im Vorversuch gerade eben noch keine Verflüssigung eingetreten ist.
- Der erste Versuch im Rahmen des Hauptversuchs wird mit dieser auf den genannten Wert eingestellten Probe in der in Ziffer 1.2.3.2 beschriebenen Art und Weise durchgeführt. Allerdings soll in diesem Falle die Zugabe von Wasser in Mengen erfolgen, die höchstens 0,5 % der Masse des Prüfmaterials ausmachen.
- Ist der ungefähre Wert des Verflüssigungspunktes im Voraus bekannt, so wird der Flüssigkeitsgehalt der Teilmenge "C" auf ungefähr 90 % dieses Wertes eingestellt.
- Ist Verflüssigung eingetreten, so wird der Verflüssigungspunkt nach dem in Ziffer 1.1.4.3 beschriebenen Verfahren bestimmt.
1.3 Proctor-Fagerberg-Verfahren
1.3.1 Zweck
- Prüfverfahren sowohl für feinkörnige als auch für verhältnismäßig grobkörnige Erzkonzentrate oder ähnliche Stoffe bis zu einer maximalen Korngröße von 5 mm. Dieses Verfahren soll nicht bei Kohle oder sonstigen porösen Stoffen angewandt werden.
- Bevor das Proctor-Fagerberg-Verfahren bei grobkörnigen Stoffen angewandt werden kann, bei denen die maximale Korngröße mehr als 5 mm beträgt, sind erst noch umfangreiche Forschungsarbeiten zur Anpassung und Verbesserung des Verfahrens erforderlich.
- Die Feuchtigkeitsgrenze für die Beförderung (TML) einer bestimmten Ladung entspricht dem nach dem Proctor-Fagerberg-Verfahren ermittelten kritischen Feuchtigkeitsgehalt bei siebzigprozentiger Sättigung.
1.3.2 Geräte für das Proctor-Fagerberg-Verfahren
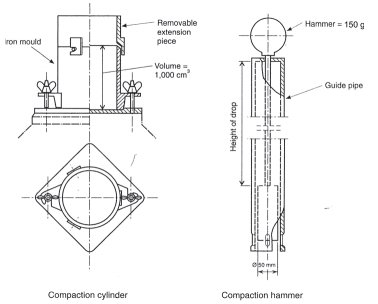
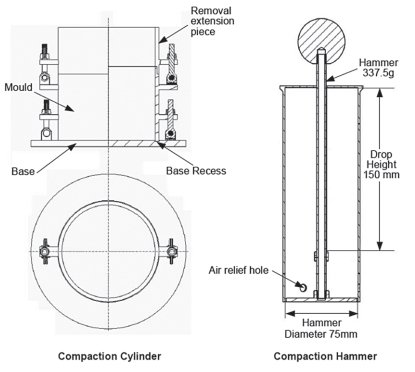
- Der Proctor-Apparat (siehe Abbildung 1.3.2). Dieser besteht aus einem Formzylinder aus Eisen mit abnehmbarem Verlängerungsstück (dem "Verdichtungszylinder") und einem Verdichtungswerkzeug, das durch eine am unteren Ende offene Röhre geführt wird (dem "Verdichtungshammer").
- Waage und Gewichte (siehe Ziffer 3.2) sowie geeignete Probenbehälter.
- Ein Trockenschrank mit der Möglichkeit der Temperaturregelung von 100 °C bis maximal 105 °C; in diesem Trockenschrank darf keine Luftumwälzung stattfinden.
- Ein geeignetes Gerät zum Durchmischen des Prüfmaterials. Beim Gebrauch dieses Gerätes soll sorgfältig darauf geachtet werden, dass weder die Korngröße noch die Konsistenz des Prüfmaterials verringert wird.
- ein Gerät zur Bestimmung der Dichte fester Stoffe, zum Beispiel ein Pyknometer.
Abbildung 1.3.2 - Proctor-Apparat

1.3.3 Temperatur und Feuchtigkeit (siehe Ziffer 1.1.3)
1.3.4 Prüfverfahren
- Erstellung einer vollständigen Verdichtungskurve: Eine nach Maßgabe einer einschlägigen Norm (siehe Ziffer 4.7 dieses Codes) repräsentative Probe des Prüfmaterials wird bei einer Temperatur von ungefähr 100 °C getrocknet.
Die Gesamtmenge des Prüfmaterials soll mindestens dreimal so groß sein, wie dies für die vollständige Prüffolge erforderlich ist. Verdichtungsprüfungen werden für fünf bis zehn verschiedene Feuchtigkeitsgehaltsstufen durchgeführt (und zwar in fünf bis zehn gesonderten Prüfvorgängen). Die Proben werden in ihrem Feuchtigkeitsgehalt so eingestellt, dass trockenes bis nahezu gesättigtes (plastisch verformbares) Prüfmaterial zur Verfügung steht.
Für jede einzelne Verdichtungsprüfung wird eine Probenmenge von ungefähr 2000 cm3 benötigt.
Bei jedem der einzelnen Prüfvorgänge wird der Probe des getrockneten Prüfmaterials eine passende Menge Wasser zugegeben und alles wird 5 Minuten lang gründlich durchgemischt. Ungefähr ein Fünftel der Probe wird nach dem Durchmischen in den Formzylinder gefüllt und eingeebnet; sodann wird die gesamte Oberfläche der Teilmenge mit gleichmäßigem Druck festgestampft. Das Feststampfen erfolgt in der Weise, dass der Verdichtungshammer fünfundzwanzigmal durch die Führungsröhre fallen gelassen wird; und zwar jedes Mal über eine Fallstrecke von 0,2 m. Der Vorgang wird für insgesamt fünf Schichten hinzu gegebenen Prüfmaterials wiederholt. Nach dem Feststampfen der letzten Schicht wird das Verlängerungsstück entfernt und die Probe entlang dem Abschluss des Formzylinders so abgetragen, dass eine ebene Oberfläche zurückbleibt. Nach der Bestimmung des Gewichtes des Zylinders samt der festgestampften Probe wird der Zylinder geleert, die Probe getrocknet und ihr Gewicht bestimmt.
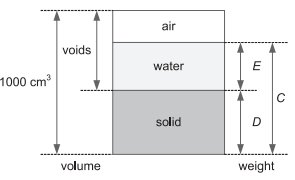
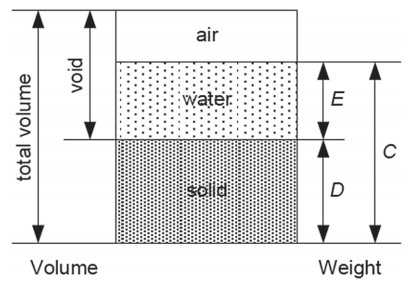
Danach wird die Prüfung bei den anderen Proben mit den unterschiedlichen Feuchtigkeitsgehaltswerten wiederholt. - Begriffsbestimmungen und Werte für Berechnungen (siehe Abbildung 1.3.4.2)
- leerer Zylinder; Masse in Gramm: A
- Zylinder mit festgestampfter Probe; Masse in Gramm: B
- feuchte Probe; Masse in Gramm:
C
C = B - A - trockene Probe; Masse in Gramm: D
- Wasser; Masse in Gramm (entspricht dem Volumen in cm3): E
E = C - D
Volumen des Zylinders: 1 000 cm3

- Berechnung der Haupt-Kennwerte
- Dichte des festen Stoffes in g/cm3 beziehungsweise in t/m3: d
- Dichte des trockenen Massengutes in g/cm3 beziehungsweise in t/m3: γ
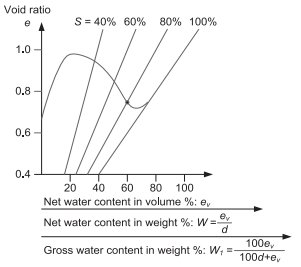
γ = D/1000 - Netto-Wassergehalt in Volumenprozent: ev
ev = E/D x 100 x d - Leerraumanteil: e (Der "Leerraumanteil" errechnet sich aus der Division des Volumens aller Leerräume durch das Volumen aller Räume, die feste Stoffe enthalten)
1000d - D d e = = -1 D γ - Sättigungsgrad in Volumenprozent:
S
S = ev/e - Brutto-Wassergehalt in Masseprozent:
W1
W1 = E/C x 100 - Netto-Wassergehalt in Masseprozent:
W
W = E/D x 100
- Graphische Darstellung der Verdichtungsprüfungen
Der bei jeder Verdichtungsprüfung errechnete Leerraumanteilswert (e) wird auf die Ordinatenachse eines Kurvendiagramms aufgetragen, während die Werte für den Netto-Wassergehalt (ev) und den Sättigungsgrad (S) als entsprechende Größen auf die Abszissenachse aufgetragen werden.
- Verdichtungskurve
Die bei der Prüffolge ermittelten Werte ergeben eine stoffspezifische Verdichtungskurve (siehe Abbildung 1.3.4.5).
Der Wert für den kritischen Feuchtigkeitsgehalt ergibt sich aus dem Schnittpunkt der Verdichtungskurve mit der Verbindungslinie der Werte von S bei siebzigprozentiger Sättigung. Die Feuchtigkeitsgrenze für die Beförderung entspricht diesem kritischen Feuchtigkeitsgehalt.
1.4 Geändertes Proctor-Fagerberg-Verfahren für Feineisenerz
1.4.1 Zweck
- Das in diesem Abschnitt dargestellte Prüfverfahren (dieses Prüfverfahren) soll nur zur Bestimmung der Feuchtigkeitsgrenze für die Beförderung (TML) von Feineisenerz eingesetzt werden. Siehe Stoffblattseite für Feineisenerz.
- Feineisenerz ist Eisenerz, das sowohl
- 10 % oder mehr Feinteilchen von weniger als 1 mm als auch
- 50 % oder mehr Teilchen von weniger als 10 mm enthält.
- Die TML von Feineisenerz entspricht dem nach dem geänderten Proctor-Fagerberg-Verfahren ermittelten kritischen Feuchtigkeitsgehalt bei achtzigprozentiger Sättigung.
- Das Prüfverfahren findet Anwendung, wenn der dem optimalen Feuchtigkeitsgehalt (OMC) entsprechende Sättigungsgrad bei 90 % oder mehr liegt.
1.4.2 Geräte für das geänderte Proctor-Fagerberg-Verfahren
- Der Proctor-Apparat (siehe Abbildung 1.4.1); dieser besteht aus einem Formzylinder aus Eisen mit abnehmbarem Verlängerungsstück (dem Verdichtungszylinder) und einem Verdichtungswerkzeug, das durch eine am unteren Ende offene Röhre geführt wird (dem Verdichtungshammer).
- Waage und Gewichte (siehe Ziffer 3.2) sowie geeignete Probenbehälter.
- Ein Trockenschrank mit der Möglichkeit der Temperaturregelung von 100 °C bis maximal 105 °C.
- Ein Behälter zum Mischen von Hand. Während des Mischvorgangs soll sorgfältig darauf geachtet werden, dass weder die Korngröße durch Bruch verringert oder durch Anlagerung vergrößert noch die Konsistenz des Prüfmaterials verändert wird.
- Ein Gas- oder Wasser-Pyknometer zur Bestimmung der Dichte fester Stoffe gemäß einer anerkannten Norm (zum Beispiel ASTM D5550, AS1289 etc.).
1.4.3 Temperatur und Feuchtigkeit (siehe Ziffer 1.1.3)
1.4.4 Prüfverfahren
- Erstellung einer vollständigen Verdichtungskurve
Eine nach Maßgabe einer einschlägigen Norm (siehe Ziffer 4.7 dieses Codes) repräsentative Probe des Prüfmaterials wird bei einer Temperatur von ungefähr 60 °C oder weniger teilweise getrocknet, um den Feuchtigkeitsgehalt der Probe, soweit dies erforderlich ist, auf einen geeigneten Ausgangsfeuchtigkeitsgehalt zu verringern. Die repräsentative Probe für diese Prüfung soll nicht vollständig getrocknet werden, außer bei Messungen des Feuchtigkeitsgehalts.
Die Gesamtmenge des Prüfmaterials soll mindestens dreimal so groß sein, wie dies für die vollständige Prüffolge erforderlich ist. Verdichtungsprüfungen werden für fünf bis zehn verschiedene Feuchtigkeitsgehaltsstufen durchgeführt (und zwar in fünf bis zehn gesonderten Prüfvorgängen). Die Proben werden in ihrem Feuchtigkeitsgehalt so eingestellt, dass teilweise trockenes bis nahezu gesättigtes Prüfmaterial zur Verfügung steht. Für jede einzelne Verdichtungsprüfung wird eine Probenmenge von ungefähr 2000 cm3 benötigt.
Bei jedem der einzelnen Prüfvorgänge wird der Probe des Prüfmaterials eine passende Menge Wasser zugegeben. Das Prüfmaterial wird vorsichtig durchgemischt und dann ruhen gelassen, damit es sich setzen kann. Ungefähr ein Fünftel der Probe wird nach dem Durchmischen in den Formzylinder gefüllt und eingeebnet; sodann wird die gesamte Oberfläche der Teilmenge mit gleichmäßigem Druck festgestampft. Das Feststampfen erfolgt in der Weise, dass ein Verdichtungshammer mit einem Gewicht von 150 g fünfundzwanzigmal durch die Führungsröhre fallen gelassen wird; und zwar jedes Mal über eine Fallstrecke von 0,15 m. Der Vorgang wird für insgesamt fünf Schichten hinzu gegebenen Prüfmaterials wiederholt. Nach dem Feststampfen der letzten Schicht wird das Verlängerungsstück entfernt und die Probe entlang dem Abschluss des Formzylinders so abgetragen, dass eine ebene Oberfläche zurückbleibt; hierbei ist sicherzustellen, dass etwaige große Körner, die das Einebnen der Probe verhindern, entfernt und durch Material aus dem Verlängerungsstück ersetzt werden, wonach dann erneut eingeebnet wird.
Nach der Bestimmung des Gewichtes des Zylinders samt der festgestampften Probe wird der Zylinder geleert, die Probe bei 105 °C getrocknet und ihr Gewicht bestimmt. Es wird auf ISO 3087:2011 "Eisenerze, Bestimmung des Nässegehalts eines Loses" verwiesen. Danach wird die Prüfung bei den anderen Proben mit den unterschiedlichen Feuchtigkeitsgehaltswerten wiederholt.
Die Dichte von festen Stoffen soll mittels eines Gas- oder Wasser-Pyknometers nach einer international oder innerstaatlich anerkannten Norm, z.B. ASTM D5550 und AS 1289 (siehe Ziffer 1.4.2.5), bestimmt werden.
- Begriffsbestimmungen und Werte für Berechnungen (siehe Abbildung 1.4.2)
- leerer Zylinder; Masse in Gramm: A
- Zylinder mit festgestampfter Probe; Masse in Gramm: B
- feuchte Probe; Masse in Gramm:
C
C = B - A - trockene Probe; Masse in Gramm: D
- Wasser; Masse in Gramm (entspricht dem Volumen in cm3): E
E = C - D
Volumen des Zylinders: 1000 cm3
- Berechnung der Haupt-Kennwerte
- Dichte des festen Stoffes in g/cm3 beziehungsweise in t/m3 : d
- Dichte des trockenen Massengutes in g/cm3 beziehungsweise in t/m3: y
γ = D/1000 - Netto-Wassergehalt in Volumenprozent: ev
ev = E/D × 100 × d - Leerraumanteil: e (Der Leerraumanteil errechnet sich aus der Division des Volumens aller Leerräume durch das Volumen aller Räume, die feste Stoffe enthalten)
e = d/γ - 1 - Sättigungsgrad in Volumenprozent:
S
S = ev/e - Brutto-Wassergehalt in Masseprozent:
W1
W1 = E/C × 100 - Netto-Wassergehalt in Masseprozent:
W
W= E/D × 100
- Graphische Darstellung der Verdichtungsprüfungen
Der bei jeder Verdichtungsprüfung errechnete Leerraumanteilswert (e) wird auf die Ordinatenachse eines Kurvendiagrammes aufgetragen, während die Werte für den Netto-Wassergehalt (ev) und den Sättigungsgrad (S) als entsprechende Größen auf die Abszissenachse aufgetragen werden.
- Verdichtungskurve
Die bei der Prüffolge ermittelten Werte ergeben eine stoffspezifische Verdichtungskurve (siehe Abbildung 1.4.3).
Der Wert für den kritischen Feuchtigkeitsgehalt ergibt sich aus dem Schnittpunkt der Verdichtungskurve mit der Verbindungslinie der Werte von S bei achtzigprozentiger Sättigung. Die Feuchtigkeitsgrenze für die Beförderung (TML) entspricht diesem kritischen Feuchtigkeitsgehalt.
Der optimale Feuchtigkeitsgehalt (OMC) ist der Feuchtigkeitsgehalt bei der maximalen Verdichtung (maximale Trockendichte) bei dem angegebenen Verdichtungszustand. Zur Prüfung der Anwendbarkeit dieses Prüfverfahrens soll während des Prüfverfahrens das Verhältnis zwischen Feuchtigkeitsgehalt und Trockendichte untersucht werden. Dann sollen der OMC und der diesem entsprechende Sättigungsgrad bestimmt werden. Dieses Prüfverfahren wurde auf Grundlage der Erkenntnis entwickelt, dass der dem OMC entsprechende Sättigungsgrad bei Feineisenerz bei 90 % bis 95 % liegt, während er bei mineralischen Konzentraten bei 70 % bis 75 % liegt. Liegt der dem OMC entsprechende Sättigungsgrad unter 90 %, so soll der Versender eine zuständige Behörde konsultieren, da dieses Prüfverfahren dann möglicherweise nicht auf den Stoff anwendbar ist und die mittels dieses Prüfverfahrens bestimmte TML zu hoch sein könnte.
1.5 Geändertes Proctor-Fagerberg-Verfahren für Kohle
1.5.1 Zweck
Dieses Verfahren beschreibt die Einzelheiten der labormäßigen Bestimmung der Feuchtigkeitsgrenze für die Beförderung (TML) von Kohlen bis zu einer nominellen Größe von maximal 50 mm. Dieses Verfahren basiert auf einer Änderung des in Ziffer 1.3 beschriebenen Proctor-Fagerberg-Verfahrens.
Die wichtigsten Änderungen des in Ziffer 1.3 enthaltenen ursprünglichen Prüfverfahrens bestehen in der
- Vorbereitung der Probe zur Erleichterung der Prüfung von Kohlen mit einer Größe von 0 mm x 50 mm mittels Rekonstitution auf eine Teilchengröße von unter 25 mm,
- Verwendung eines Verdichtungszylinders mit einem Durchmesser von 150 mm,
- Verdichtung der Probe unter Verwendung eines Verdichtungshammers, der dem Proctor-Fagerberg-"D"-Energie-Verdichtungshammer entspricht.
Die Feuchtigkeitsgrenze für die Beförderung entspricht dem Feuchtigkeitsgehalt, der sich aus dem Schnittpunkt der Kurve für einen Sättigungsgrad von 70 % mit der Verdichtungskurve der Probe ergibt.
Im Fall von Kohle, bei der die Feuchtigkeit ungehindert aus der Probe abfließt, so dass die Verdichtungskurve der Probe eine Sättigung von 70 % nicht erreicht oder übersteigt, wird die Prüfung so gewertet, als habe sie gezeigt, dass es sich um eine Ladung handelt, bei der Wasser durch die Leerräume zwischen den Teilchen hindurchfließt und bei der sich der Porenwasserdruck nicht erhöht. Dementsprechend neigt die Ladung nicht dazu, breiartig zu werden. (Siehe Ziffer 7.2.2 dieses Codes).
Das Verfahren beginnt damit, dass ein Fass Kohle mit einer Probe mit einem Gewicht von mindestens 170 kg an das Prüflabor geliefert wird und endet damit, dass das Labor das Prüfergebnis für die Kohle mitteilt. Die Einzelheiten der Probennahme sind nicht Bestandteil dieses Verfahrens. Es ist allerdings wichtig, dass die Probe die Größenverteilung in der Ladung präzise widerspiegelt und es soll auf die nachstehende Liste mit Normen verwiesen werden.
In diesem Verfahren wird auf die folgenden Dokumente verwiesen. Bei Verweisen, die mit einem Datum versehen sind, gilt nur die genannte Fassung. Bei Verweisen, die nicht mit einem Datum versehen sind, gilt die letzte Fassung des Dokuments, auf das verwiesen wird (einschließlich etwaiger Änderungen).
- AS 1289.3.5.1:2006, Methods of testing soils for engineering purposes. Method 3.5.1: Soil classification tests - Determination of the soil particle density of a soil - Standard method (Verfahren zur Prüfung von Böden für technische Zwecke. Verfahren 3.5.1: Bodenklassifizierungsprüfungen - Bestimmung der Teilchendichte eines Bodens - Standardverfahren);
- ISO 589:2008, Steinkohle - Bestimmung des Gesamtwassergehalts;
- ISO 3310-2:2013, Analysensiebe - Anforderungen und Prüfung - Teil 2: Analysensiebe mit Lochblechen, und
- ISO 13909-4:2001, Steinkohle und Koks - Mechanische Probenahme - Teil 4: Kohle - Probenvorbereitung für Laborproben.
1.5.3 Begriffsbestimmungen
1.5.3.1 Feuchtigkeitsgrenze für die Beförderung (TML)
Die Feuchtigkeitsgrenze für die Beförderung (TML) einer Ladung, die breiartig werden kann, ist der höchste Feuchtigkeitsgehalt der betreffenden Ladung, bei dessen Vorliegen ihre Beförderung auf einem Schiff, das nicht den Vorschriften in Ziffer 7.3.2 dieses Codes entspricht, noch als sicher betrachtet wird.
1.5.3.2 Ergebnisse der Prüfung
Die mittels dieses Verfahrens bestimmte Feuchtigkeitsgrenze für die Beförderung entspricht dem Feuchtigkeitsgehalt, der sich aus dem Schnittpunkt der Kurve für einen Sättigungsgrad von 70 % mit der Verdichtungskurve der Probe ergibt. Dieser wird auch als der PFD70-Wert (Proctor-Fagerberg-D-Energie-Verdichtungshammers - 70 % Sättigung) bezeichnet.
Fließt die Feuchtigkeit bei dem gegebenen Feuchtigkeitsgehalt ungehindert aus der Probe oder dem Formzylinder ab, so dass die Verdichtungskurve der Probe eine Sättigung von 70 % (wie in Ziffer 1.5.5.3_4 beschrieben) nicht erreicht oder übersteigt, wird die Prüfung so gewertet, als habe sie gezeigt, dass es sich um eine Ladung handelt, bei der Wasser durch die Leerräume zwischen den Teilchen hindurchfließt und bei der sich der Porenwasserdruck nicht erhöht. Dementsprechend neigt die Ladung nicht dazu, breiartig zu werden. (Siehe Ziffer 7.2.2 dieses Codes).
1.5.3.3 Optimaler Feuchtigkeitsgehalt (OMC)
Der optimale Feuchtigkeitsgehalt ist der Feuchtigkeitsgehalt bei der maximalen Verdichtung (maximale Trockendichte) bei dem angegebenen Verdichtungszustand.
1.5.3.4 Brutto-Wassergehalt oder Gesamtfeuchtigkeit (W1)
Der Feuchtigkeitsgehalt einer Probe wird berechnet, indem die Masse des Wassers durch die Summe aus der Gesamtmasse der festen Stoffe und des Wassers geteilt wird und wird entweder als Brutto-Wassergehalt oder als Gesamtfeuchtigkeitsgehalt bezeichnet. Der Brutto-Wassergehalt ist unter Verwendung des in der Norm ISO 589:2008 festgelegten Verfahrens zur Bestimmung der Gesamtfeuchtigkeit zu ermitteln.
1.5.4 Bestimmung der TML von Mischungen aus zwei oder mehr Kohlesorten
In Fällen, in denen ein Versender beabsichtigt, eine Ladung zu verladen, die aus einer Mischung aus zwei oder mehr Kohlesorten besteht, kann der Versender
- die TML der Mischung durch die direkte Anwendung des in diesem Verfahren beschriebenen Prüfverfahrens auf eine repräsentative Probe der Stoffmischung bestimmen oder
- die TML der Mischung auf Grundlage der Bestimmung der TML jeder der enthaltenen Kohlesorten ausweisen.
- Ist bekannt, dass es sich bei allen in der Mischung enthaltenen Kohlesorten um Kohlesorten der Gruppen A und B handelt,
1.1. soll die gemischte Ladung als Gruppe A und B ausgewiesen werden und
1.2. die TML der gemischten Ladung soll dem niedrigsten TML-Wert aller enthaltenen Kohlesorten entsprechen. - Wird ein Ladungsbestandteil der Gruppe A und B mit einer Kohlesorte gemischt, die nur als Gruppe B ausgewiesen ist,
2.1. soll die gemischte Ladung als Gruppe A und B ausgewiesen werden und
2.2. die TML soll der niedrigsten TML der in der Mischung enthaltenen Kohlesorten der Gruppen A und B entsprechen. - Wird festgestellt, dass alle enthaltenen Kohlesorten nur der Gruppe B angehören, so kann die gemischte Ladung als Ladung ausgewiesen werden, die nur der Gruppe B angehört.
- Ist bekannt, dass es sich bei allen in der Mischung enthaltenen Kohlesorten um Kohlesorten der Gruppen A und B handelt,
1.5.5 Geändertes Proctor-Fagerberg-Verfahren für Kohle
1.5.5.1 Geräte
1.5.5.1.1 Arbeitsbereich
Der Arbeitsbereich soll sich an einem Ort befinden, an dem die Proben vor übermäßigen Temperaturen, Luftströmungen und Feuchtigkeitsschwankungen geschützt sind. Alle Proben sollen in geeigneten Probenbehältern, einschließlich Probenbeutel aus Kunststoff, aufbewahrt und die Behälter sollen verschlossen werden.
1.5.5.1.2 Standardsiebe
Für die Rekonstitution der Probe auf eine maximale Teilchengröße von 25 mm werden Laborsiebe mit Quadratmaschen in den Weiten 16 mm und 25 mm nach den Vorgaben in ISO 3310-2:2013 benötigt. Für die Erzeugung von Fraktionen mit Teilchengrößen von über 2,36 mm und unter 2,36 mm zur Bestimmung der Teilchendichte wird ein Sieb mit einer Maschenweite von 2,36 mm benötigt. Wahlweise kann zu diesem Zweck auch ein Sieb mit einer Maschenweite von 2 mm verwendet werden.
1.5.5.1.3 Proctor-Fagerberg-Apparat
Der Proctor-Fagerberg-Apparat besteht aus einem Formzylinder mit einem Durchmesser von 150 mm und einer Höhe von 120 mm aus rostfreiem Stahl mit einem abnehmbaren Verlängerungsstück (dem "Verdichtungszylinder") und einem Verdichtungswerkzeug, das durch eine am unteren Ende offene Röhre geführt wird (dem "Verdichtungshammer"); diese sind in Abbildung 1.5.5.1.3.1 dargestellt. Eine schematische Darstellung des Proctor-Fagerberg-Apparats findet sich in Abbildung 1.5.5.1.3.2 und die Abmessungen und Toleranzen sind in Tabelle 1.5.6.2 angegeben.
Abbildung 1.5.5.1.3.1 Beispiel für einen Proctor-Fagerberg-Prüfapparat, einen Verdichtungshammer und eine Führungsröhre für den Verdichtungshammer
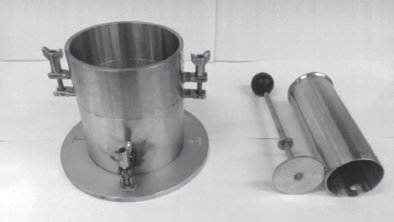
Abbildung 1.5.5.1.3.2 Schematische Darstellung eines Proctor-Fagerberg-Apparats
1.5.5.1.4 Verdichtungshammer
Für diese Prüfung wird ein "D"-Energie-äquivalenter Verdichtungshammer verwendet. Die Abmessungen sind in Abbildung 1.5.5.1.3.2 und Tabelle 1.5.6.2 angegeben. (Anmerkung: Der Verdichtungshammer wurde so verändert, dass er zu dem verwendeten Formzylinder passt.)
1.5.5.1.5 Trockenschrank
Der Trockenschrank soll über eine Zwangsbelüftung mit Luft oder Inertgas verfügen, typischerweise einen Innenraum aus rostfreiem Stahl haben und in der Lage sein, eine Temperatur im Bereich von 105 °C ± 5 °C zu halten.
1.5.5.1.6 Waage
Die Waage soll in der Lage sein, das Gewicht der Probe und des Behälters im Anlieferzustand mit einer Genauigkeit von über ± 5 g zu bestimmen.
1.5.5.1.7 Pyknometer
Die Dichte der ganzen (unzerkleinerten) Kohle wird mittels eines Wasser-Pyknometers nach AS 1289.3.5.1:2006 bestimmt. Die folgende spezifische Ausrüstung wird benötigt:
- ein Erlenmeyerkolben oder Pyknometer mit einem Fassungsvermögen von 250 ml;
- ein Vakuum-Exsikkator oder andere Vakuumausrüstung;
- ein Trockenschrank, der auf eine Temperatur von 105 °C bis 110 °C eingestellt ist;
- Waagen - eine mit einer Genauigkeit von ± 0,05 g und eine zweite mit einer Genauigkeit von ± 1 g;
- ein Thermometer mit einem Messbereich von 0 °C bis 100 °C;
- ein Sieb mit einer Maschenweite von 2,36 mm (wie in Ziffer 1.5.5.1.2 angegeben);
- eine Vakuumquelle;
- ein Wasserbad, das auf eine Temperatur von 60 °C erwärmt ist;
- destilliertes, entmineralisiertes oder entionisiertes Wasser;
- eine Spritzflasche mit Wasser;
- ein Drahtkorb zur Aufnahme der Probe mit einer Teilchengröße von über 2,36 mm;
- ein mit Wasser gefüllter Behälter, der den Drahtkorb so aufnimmt, dass er keinen störenden Einflüssen ausgesetzt ist;
- eine Waage zur Bestimmung des Gewichts des Korbes, einmal im Wasser hängend und einmal im entwässerten Zustand.
1.5.5.1.8 Behälter zum Mischen von Hand und zur Vorbereitung der Probe
Für die Aufbewahrung und Handhabung wird eine ausreichende Menge strapazierfähiger Kunststoffeimer mit Deckel und einem Fassungsvermögen von mindestens 10 Litern benötigt. Für die Aufbewahrung und das Mischen von Hand der Proben werden strapazierfähige Kunststoffsäcke (mit einer Stärke von 200 µm oder mehr) benötigt.
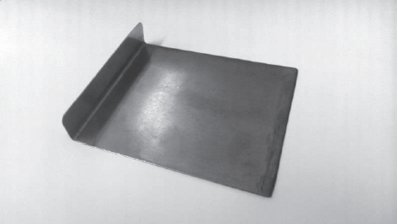
1.5.5.1.9 Flaches Schabewerkzeug
Zur Abtrennung des Probenrests, der sich in dem Verlängerungsstück bildet und oberhalb der Oberkante des Formzylinders liegt, wird ein dünner Schaber aus Stahl benötigt. Der Schaber soll zur einfachen Handhabung eine Breite von 160 mm, eine Länge von 200 mm und eine Stärke von 3 mm bis 5 mm haben, wie jener, der in Abbildung 1.5.5.1.9 dargestellt ist.
Abbildung 1.5.3 Typisches Schabewerkzeug
1.5.5.1.10 Trockenbleche
Trockenbleche oder -pfannen sollen eine glatte Oberfläche haben, frei von Verunreinigungen und hitzebeständig sein, wie beispielsweise nichtrostender Stahl oder Emaille. Ihre Abmessungen sollen so gewählt sein, dass sie in den Trockenofen passen und dass sichergestellt ist, dass sie, bei einer Beladung der Oberfläche mit etwa 1 g/cm2, die gesamte Probe aufnehmen können.
1.5.5.1.11 Sprühflasche
Es wird eine geeignete Kunststoffflasche benötigt, um die Probe mit einem Sprühnebel aus Wasser zu versehen.
1.5.5.1.12 Handschuhe
Für die Entnahme der warmen Bleche und Schalen werden hitzebeständige Handschuhe benötigt.
1.5.5.1.13 Probenteiler
Für die Entnahme von Unterproben aus der Hauptprobe und das Mischen der rekonstituierten Probe für die Prüfung wird ein geeigneter Probenteiler nach den Vorgaben in ISO 13909-4:2001 benötigt.
1.5.5.2 Probennahme und Vorbereitung der Probe
1.5.5.2.1 Allgemeines
Dieses Verfahren beginnt mit der Entgegennahme eine Probe mit einem Gewicht von mindestens 170 kg in einem verschlossenen strapazierfähigen (200 µm starken) Kunststoffsack, der sich in einem geeigneten Fass (z.B. 220 Liter) befindet. Diese Art der Verpackung stellt sicher, dass die Probe nicht vor der TML-Bestimmung trocknet.
1.5.5.2.2 Vorbereitung der Probe
Es werden repräsentative Proben benötigt, die unter Anwendung von ISO 13909-4:2001 genommen wurden und die erforderlichenfalls teilweise luftgetrocknet oder bei einer Temperatur von 40 °C oder weniger teilweise getrocknet werden können, um den Wassergehalt auf einen Ausgangswert zu reduzieren, der sich für die Trockensiebung der Kohle bei minimaler Feinteilchenanhaftung an der übergroßen Fraktion eignet. Proben sollen zu diesem Zweck nicht auf eine Gesamtfeuchtigkeit von unter 6 % getrocknet werden. Die repräsentativen Unterproben für die Prüfung sollen nicht vollständig getrocknet werden, außer bei der Messung des Brutto-Wassergehalts.
1.5.5.2.2.1 Homogenisierung und Teilung der Probe
Man nimmt die Probe im Anlieferzustand und teilt sie unter Verwendung eines Teilapparats nach den Vorgaben in ISO 13909-4:2001 in einzelne Unterproben. Diese Unterproben gibt man in strapazierfähige Kunststoffsäcke.
1.5.5.2.2.2 Verfahren für die Vorbereitung rekonstituierter Proben
Enthält die Probe Teilchen mit einer Größe von über 25 mm, soll das nachstehend dargestellte Rekonstitutionsverfahren zur Anwendung kommen.
Bei diesem Verfahren werden Teilchen mit einer Größe von über 25 mm aus der Probe entfernt und durch eine entsprechende Masse an Teilchen im Größenbereich zwischen 16 mm und 25 mm ersetzt. Nach Abschluss dieses Verfahrens liegt eine rekonstituierte Probe mit einer für die TML-Prüfung ausreichenden Masse vor, die aus Teilchen mit einer maximalen Größe von 25 mm besteht.
Für die Erzeugung der rekonstituierten Probe kann eines von zwei Verfahren gewählt werden:
- Die gesamte Probe wird im Anlieferzustand geteilt und anschließend rekonstituiert oder
- Teilchen mit einer Größe von über 25 mm werden vorab ausgesiebt und durch Teilchen mit einer Größe zwischen 16 mm und 25 mm aus einer gesonderten Unterprobe ersetzt.
Verfahren 1 Teilung der gesamten Probe in ihrem Anlieferzustand und Rekonstitution
| Schritt 1 | Man nimmt die ganze Probe in ihrem Anlieferzustand. |
| Schritt 2 | Diese wird auf 25 mm, 16 mm und 2,36 mm gesiebt. Ist kein Sieb mit einer Maschenweite von 2,36 mm verfügbar, kann ein Sieb mit einer Maschenweite von 2 mm verwendet werden. |
| Schritt 3 | Das Gewicht jeder der vier Größenfraktionen wird bestimmt und der prozentuale Anteil berechnet, den die einzelnen Größenfraktionen ausmachen. |
| Schritt 4 | Unter Verwendung der in Tabelle 1.5.5.2.2.2.1 angegebenen Größenanteile der Probe wird aus jeder Größenfraktion unter 25 mm die Masse entnommen, die erforderlich ist, um eine rekonstituierte Probe mit einer Masse von 25 kg zu erzeugen: |
Tabelle 1.5.5.2.2.2.1 Größenanteile für die Rekonstitution (Verfahren 1)
|
Größenfraktion |
Menge |
|
kleiner als 2,36 mm (oder kleiner als 2 mm) |
prozentualer Anteil dieser Fraktion in der ursprünglichen Probe |
|
2,36 mm (oder 2 mm) |
prozentualer Anteil dieser Fraktion |
|
16 mm bis 25 mm |
prozentualer Anteil dieser Fraktion plus prozentualer Anteil der Kohle mit einer Teilchengröße von über 25 mm |
| Schritt 5 | Alle Größenfraktionen werden zusammengegeben. |
| Schritt 6 | Die rekonstituierte Probe wird vollständig durchgemischt. |
| Schritt 7 | Die Probe wird in ca. acht repräsentative Unterproben geteilt und diese werden jeweils in einen strapazierfähigen Kunststoffsack gegeben. Diese Säcke enthalten nun die Probe für die Proctor-Fagerberg-Prüfung. |
| Schritt 8 | Zur Bestimmung der Teilchendichte mittels Pyknometer wird eine Probe mit Teilchen benötigt, die durch ein Sieb mit einer Maschenweite von 2,36 mm (oder von 2 mm, falls eine Maschenweite von 2,36 mm nicht verfügbar ist) fallen. |
Verfahren 2 Vorab-Aussieben von Teilchen mit einer Größe von über 25 mm und Ersetzen durch Teilchen mit einer Größe zwischen 16 und 25 mm
Dieses Verfahren ist in Abbildung 1.5.5.2.2.2 und Tabelle 1.5.5.2.2.2.2 beschrieben. Das Rekonstitutionsverfahren beginnt damit, dass die Kohle zunächst durch Sieben in Teilchengrößen von über 25 mm und unter 25 mm getrennt wird. Kohleteilchen im Größenbereich zwischen 16 und 25 mm werden aus gesonderten Unterproben extrahiert und danach wieder in die ursprüngliche, auf eine Teilchengröße von unter 25 mm gesiebte Kohle, rekonstituiert und zwar ausgehend von der Masse, die jener der aus der anfänglichen Probe entfernten Kohle mit einer Teilchengröße von über 25 mm entspricht, um so am Ende eine rekonstituierte Probe zur Verfügung zu haben, deren Masse für die TML-Prüfung ausreicht.
Abbildung 1.5.5.2.2.2 Überblick über die Probenrekonstitution (Verfahren 2)

Tabelle 1.5.5.2.2.2.2 Probenrekonstitution (Verfahren 2)
| Schritt | Beispiel | |
| 1 | Es wird eine Probe mit einem Gewicht von ca. 25 kg erzeugt, was ausreicht, um ca. acht Proctor-Fagerberg-Prüfungen durchzuführen. | Hierbei wird davon ausgegangen, dass jeder Unterprobensack 8 kg bis 10 kg enthält. |
| 2 | Die Probe wird auf 25 mm gesiebt und dabei wird sichergestellt, dass der Fraktion mit einer Teilchengröße von über 25 mm nur minimale Mengen an Feinteilchen anhaften. Die Kohle mit einer Teilchengröße von über 25 mm wird gewogen. | Bei Kohle, die zu 20 % aus Material mit einer Teilchengröße von über 25 mm besteht, werden ca. 5 kg der anfänglichen Probe entfernt. |
| 3 | Durch Sieben eines oder mehrerer Unterprobensäcke auf 16 mm und 25 mm wird eine ausreichende Menge an Kohle mit einer Teilchengröße zwischen 16 und 25 mm erzeugt. | Im vorstehenden Beispiel werden 5 kg Kohle mit einer Teilchengröße zwischen 16 und 25 mm benötigt. |
| 4 | Unter Verwendung eines Rotationsprobenteilers oder eines ähnlichen Geräts wird, bei einer Genauigkeit von ± 0,05 kg, die Menge an Kohle mit einer Teilchengröße zwischen 16 und 25 mm extrahiert, deren Masse der Masse der in Schritt 2 entfernten Kohle mit einer Teilchengröße von über 25 mm entspricht. | Im vorstehenden Fall 5 kg. |
| 5 | Die Masse der Kohle mit einer Teilchengröße zwischen 16 und 25 mm aus Schritt d wird der Kohle mit einer Teilchengröße von unter 25 mm aus Schritt 4 hinzugegeben. Diese werden gemischt und unter Verwendung eines Rotationsprobenteilers oder eines ähnlichen Geräts in ca. acht Teilproben geteilt. | |
| 6 | Jede rekonstituierte Teilprobe wird in einen strapazierfähigen Kunststoffsack gegeben, der dann gekennzeichnet und verschlossen wird. Diese Teilproben werden nun zur Durchführung der Proctor-Fagerberg-Prüfung verwendet. | Jeder Sack soll ca. 2,5 kg bis 3 kg rekonstituierte Kohle mit einer Teilchengröße von unter 25 mm enthalten. |
| 7 | Die Kohle mit einer Teilchengröße von über 25 mm und die mit einer Teilchengröße von unter 16 mm wird entsorgt. | |
1.5.5.2.3 Anfänglicher Feuchtigkeitsgehalt
Der anfängliche Feuchtigkeitsgehalt ist unter Anwendung des in ISO 589:2008 beschriebenen Verfahrens anhand einer Teilprobe nach Tabelle 1.5.5.2.2.2.2 Schritt 5 zu bestimmen. Dieser Feuchtigkeitswert liefert Anhaltspunkte für die Feuchtigkeitsschritte, die erforderlich sind, um die Proctor-Fagerberg-Verdichtungskurve zu erstellen.
1.5.5.2.4 Bestimmung der Teilchendichte
Nach Maßgabe der Wasser-Pyknometer-Norm AS 1289.3.5.1:2006 wird die Dichte fester Stoffe anhand des vollen Größenspektrums der (unzerkleinerten) Kohle bestimmt. Die Dichte fester Stoffe dient der Bestimmung des Leerraumanteils für die Erstellung von Verdichtungskurven. Die empfohlene Verfahrensweise ist nachstehend beschrieben:
- Es wird eine Probe mit allen Teilchengrößen und einem Gewicht von ca. 10 kg erzeugt; anschließend wird ihr Gewicht bestimmt und dann ihr gesamter Inhalt auf 2,36 mm gesiebt.
Ist kein Sieb mit einer Maschenweite von 2,36 mm verfügbar, kann ersatzweise ein Sieb mit einer Maschenweite von 2 mm verwendet werden.
Folgendes wird aufgezeichnet:
- Die Gesamtmasse des Materials;
- die Masse des Materials mit einer Teilchengröße von über 2,36 mm;
- die Masse des Materials mit einer Teilchengröße von unter 2,36 mm.
- Der prozentuale Anteil der Kohle mit einer Teilchengröße von unter 2,36 mm an der Probe wird berechnet.
- Die Kohle mit einer Teilchengröße von über 2,36 mm wird mit Hilfe eines Probenteilapparats nach Maßgabe von ISO 13909-4:2001, beispielsweise ein Rotationsprobenteiler, in zwei Teilproben geteilt. Jede Teilprobe wird in einen strapazierfähigen Kunststoffsack gegeben und gekennzeichnet.
- Die Kohle mit einer Teilchengröße von unter 2,36 mm wird in zwei Teilproben geteilt und jede Teilprobe wird in einen strapazierfähigen Kunststoffsack gegeben und gekennzeichnet.
- Die Dichte der festen Stoffe in der Fraktion mit einer Teilchengröße von über 2,36 mm wird unter Anwendung des in Abschnitt 5.2 von AS 1289.3.5.1:2006 beschriebenen Verfahrens bestimmt. Wie in der Norm angemerkt, sind Doppelbestimmungen erforderlich.
- Die Dichte der festen Stoffe in der Fraktion mit einer Teilchengröße von unter 2,36 mm wird unter Anwendung des in Abschnitt 5.1 der oben genannten Norm beschriebenen Verfahrens bestimmt; hierbei ist Folgendes zu beachten:
- Es wird die Verwendung von Erlenmeyerkolben oder Pyknometern mit 250 mm empfohlen.
- Aus dem Sack mit der Probe wird 1 Liter Kohle in ein Becherglas mit bekanntem Eigengewicht gegeben.
- Die 1-Liter-Probe wird gewogen und die ungefähre Schüttdichte des Materials wird berechnet.
- Ein Teil der Probe wird entnommen (nominell eine Masse in Kilogramm von 0,18 x Schüttdichte) und in einen Kolben gegeben und die pyknometrische Bestimmung wird abgeschlossen.
- Für das Wasserbad wird eine Temperatur von 60 °C empfohlen.
- Die Dichte der festen Stoffe wird unter Anwendung des in Abschnitt 6 von AS 1289.3.5.1:2006 beschriebenen Verfahrens berechnet.
1.5.5.3 Prüfverfahren
1.5.5.3.1 Variablen und Begriffsbestimmungen
Die bei der Bestimmung der TML verwendeten Variablen und Begriffsbestimmungen sind in Tabelle 1.5.5.3.1 zusammengefasst; einige Schlüsselvariablen sind in Abbildung 1.5.5.3.1 dargestellt.
Tabelle 1.5.5.3.1 Zusammenfassung der Variablen und Begriffsbestimmungen
| Variable | Einheit | In den Berechnungen verwendete Symbole/Werte |
| Masse des leeren Zylinders und des Zylinderbodens | g | A |
| Masse des Zylinders, des Zylinderbodens und der festgestampften Teilprobe | g | B |
| Feuchtmasse der Teilprobe im Formzylinder | g | C = B - A |
| Feuchtmasse der aus dem Formzylinder entfernten Teilprobe | g | C1 |
| Trockenmasse der aus dem Formzylinder entfernten Teilprobe | g | D1 |
| Brutto-Wassergehalt | % | W1 |
| Trockenmasse der Teilprobe im Formzylinder | g | D |
| Masse des Wassers im Formzylinder | g | E |
| Fassungsvermögen des Zylinders | cm3 | V |
| Dichte der festen Stoffe | g/cm3 | d |
| Wasserdichte | g/cm3 | ρw |
Abbildung 1.5.5.3.1 Darstellung der Schlüsselvariablen
1.5.5.3.2 Bestimmung des anfänglichen Verdichtungspunkts
Der anfängliche Verdichtungspunkt wird unter Verwendung der ersten Teilprobe des rekonstituierten Materials bei dem anfänglichen Feuchtigkeitsgehalt ermittelt. Für die Bestimmung jedes Verdichtungspunkts sind alle Verfahrensschritte vom Befüllen des Formzylinders bis zum Wiegen des Formzylinders und der Probe zur gleichen Zeit und ohne Unterbrechungen abzuschließen. In keinem Fall soll Kohle vor dem Wiegen länger als 30 Minuten in dem Formzylinder belassen werden.
Das Prüfverfahren läuft folgendermaßen ab:
| Schritt 1: | Der Formzylinder, das Gewindeansatzstück und die Bodenplatte werden gereinigt. Der Verdichtungshammer wird geprüft und gesäubert und es wird sichergestellt, dass dieser sich frei in der Führungsröhre bewegen kann. | ||
| Schritt 2: | Die Masse, A, des leeren Zylinders, bestehend aus dem Formzylinder und der Bodenplatte, wird bestimmt. | ||
| Schritt 3: | Der Formzylinder, das Gewindeansatzstück und die Bodenplatte werden zusammengebaut und der Aufbau wird auf einen stabilen Arbeitstisch gestellt. | ||
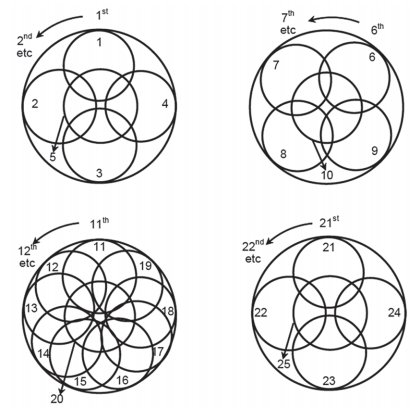
| Schritt 4: | Ca. 0,5 Liter (ein Fünftel der vollen 2,5 Liter) der Teilprobe wird in den Formzylinder gegeben, eingeebnet und anschließend wird die Oberfläche gleichmäßig festgestampft, indem der Verdichtungshammer fünfundzwanzigmal senkrecht und aus der vollen Höhe der Führungsröhre durch diese fallen gelassen wird, wobei die Führungsröhre nach jedem Fall in eine neue Position gebracht wird. Das erforderliche Muster zur Erzielung einer gleichmäßigen Verdichtung jeder Schicht im Formzylinder ist in Abbildung 1.5.5.3.2 dargestellt. | ||
| Schritt 5: | Schritt d wird vier weitere Male wiederholt, so dass der Formzylinder fünf Schichten des Materials enthält. Es ist sicherzustellen, dass die verdichtete Teilprobe mit der letzten Schicht bei noch angebautem Verlängerungsstück oberhalb der Oberkante des Formzylinders liegt. | ||
| Schritt 6: | Nachdem die letzte Schicht festgestampft wurde, wird das Verlängerungsstück entfernt, wobei darauf zu achten ist, dass die in diesem befindliche verdichtete Teilprobe unberührt bleibt. Die verdichtete Teilprobe wird unter Verwendung des flachen Schabewerkzeugs auf der Höhe der Oberkante des Formzylinders eingeebnet; hierbei ist sicherzustellen, dass etwaige große Körner, die das Einebnen der Teilprobe verhindern, entfernt und durch Material aus dem Verlängerungsstück ersetzt werden, wonach dann erneut eingeebnet wird. Werden in der Oberfläche auch nach dem Einebnen noch Löcher entdeckt, sollen diese von Hand mit feinerem Material aus dem Verlängerungsstück aufgefüllt werden. Es soll sorgfältig darauf geachtet werden, dass es zu keiner weiteren Verdichtung der Teilprobe kommt. | ||
| Schritt 7: | Die Masse, B, des Formzylinders und der verdichteten Kohle wird bestimmt und anschließend wird mit Hilfe folgender Gleichung die Masse, C, der feuchten Teilprobe berechnet: | ||
| Platzhalter |
C = B - A | (1) | |
| Schritt 8: | Nach der Bestimmung des Gewichts des Zylinders mit der festgestampften Teilprobe wird die Teilprobe aus dem Formzylinder entfernt, die Masse der feuchten Teilprobe, C1, bestimmt und die gesamte Teilprobe wird solange bei 105 °C in einem Trockenschrank getrocknet, bis sich ihre Masse nicht mehr verändert. Nach dem Trocknen wird das Gewicht, D1, der getrockneten Teilprobe bestimmt und anschließend der Brutto-Wassergehalt in Prozent, W1, wie folgt berechnet: | ||
| Platzhalter | W1 = (C1 - D1)/C1 x 100 % | (2) | |
| Schritt 9: | Unter Verwendung des berechneten Brutto-Wassergehalts wird mit Hilfe folgender Gleichung die Masse der trockenen Teilprobe im Formzylinder, D, berechnet: | ||
| Platzhalterplatz | Platzhalter | D = C - C x W1/100 | (3) |
| Schritt 10: | Mit Hilfe folgender Gleichung wird die Masse, E, des Wassers im Formzylinder berechnet: | ||
| Platzhalter | E = C - D | (4) | |
| Schritt 11: | Die verwendete Kohleprobe wird entsorgt. Kohle aus einer zuvor verdichteten Teilprobe soll nicht wiederverwendet werden. | ||
Abbildung 1.5.5.3.2 Empfohlene Verdichtungsmuster
1.5.5.3.3 Bestimmung einer vollständigen Verdichtungskurve
Das Spektrum der Wassergehalte soll so gewählt werden, dass man teilweise trockene bis nahezu gesättigte Teilproben erhält. Es soll darauf geachtet werden, die in Ziffer 1.5.5.3.2 genannten Vorkehrungen bezüglich eines zügigen Abschlusses jedes Punkts der Verdichtungskurve zu treffen.
Das Prüfverfahren läuft folgendermaßen ab:
| Schritt 1 | Bei jeder Verdichtungsprüfung wird der in einem strapazierfähigen Kunststoffsack befindlichen Teilprobe eine zuvor festgelegte Menge Wasser (ca. 2,5 kg) hinzugegeben. Hinzuzugeben ist die Wassermenge, die erforderlich ist, um den Feuchtigkeitsgehalt auf den Zielwert für die nächste Prüfung zu erhöhen. Das Wasser soll als Wassernebel auf die Oberfläche der einzelnen Teilproben aufgebracht werden. Das Wasser soll an diesem Punkt langsam und in kleinen Mengen hinzugegeben werden, da die Zugabe großer Wassermengen zu Veränderungen im lokalen Verdichtungsverhalten führen kann. |
| Schritt 2 | Nach Zugabe der berechneten Wassermenge soll die Teilprobe in dem Kunststoffsack gründlich durchgemischt werden, indem dieser verschlossen und dann über einen Zeitraum von 5 Minuten wiederholt umgedreht wird. |
| Schritt 3 | Die Teilprobe soll dann für einen Zeitraum von mindestens 12 Stunden ruhen gelassen werden, damit sie sich setzen kann, bevor die Verdichtungsprüfung durchgeführt wird. |
| Schritt 4 | Die Schritte 1 bis 11 der Ziffer 1.5.5.3.2 werden wiederholt. |
| Schritt 5 | Die Prüfung wird unter Verwendung der weiteren vorbereiteten Teilproben mit unterschiedlichen Wassergehalten zwischen vier und sieben Mal wiederholt, um mindestens fünf Punkte auf der Verdichtungskurve zu erhalten. Die Wassergehalte sollen so gewählt werden, dass |
|
Ein Punkt nahe einem Sättigungsgrad (S) von 80 % ist für eine genaue Bewertung ebenso hilfreich, wenn der OMC über 70 % liegt.
1.5.5.3.4 Aussehen der Kohle im Formzylinder
Damit die Prüfung einen PFD70-Wert ergibt, soll bei allen Prüfungen, die bei dem oder unterhalb des PFD70-Feuchtigkeitswerts durchgeführt werden, im gesamten Formzylinder eine gleichmäßige Feuchtigkeitsverteilung vorliegen.
Zwei Prüfungsbeispiele, bei denen die gleiche Kohle bei unterschiedlichen Feuchtigkeitsgehalten verwendet wird, sind in Abbildung 1.5.5.3.4.1 dargestellt. Das linke Foto zeigt eine Kohleprobe mit einem relativ niedrigen Sättigungsgrad. Hierbei ist anzumerken, dass die Kohle nach Entfernung des Gewindeansatzstücks in derselben Position verbleibt. Das rechte Foto zeigt eine Probe mit einem Sättigungsgrad von nahezu oder möglicherweise über 70 %. Wieder verbleibt die Kohle nach Entfernung des Gewindeansatzstücks in derselben Position. Beide Prüfungen lieferten gültige Punkte auf der Verdichtungskurve.
Abbildung 1.5.5.3.4.1 - Fotografien gültiger Prüfungen einer teilweise gesättigten Teilprobe (links) und einer nahezu vollständig gesättigten Teilprobe (rechts)

Kohle, bei der Wasser durch die Leerräume zwischen den Teilchen hindurchfließt, zeigt im Proctor-Fagerberg-Formzylinder eine Feuchtigkeitsverlagerung. Eine Feuchtigkeitsverlagerung kann erfolgen, wenn der Sättigungsgrad der Probe unter 70 % liegt.
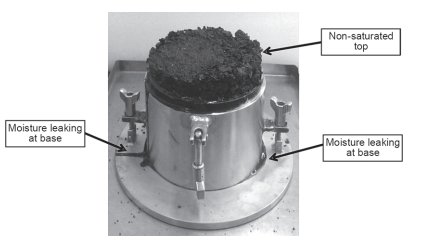
Der Nachweis einer Feuchtigkeitsverlagerung erfolgt mittels Inaugenscheinnahme nach Abschluss der jeweiligen Prüfung, wobei Folgendes gegeben sein muss:
- An der Bodenplatte des Formzylinders ist ein Feuchtigkeitsausstritt, wie er in Abbildung 1.5.5.3.4.2 dargestellt ist, klar zu erkennen;
- der Teil oberhalb der Oberkante des Formzylinders wirkt ungesättigt und die Teilprobe behält ihre Struktur, ohne sich zu verformen oder zu bewegen.
Ist dies der Fall, so ist es zu einer Feuchtigkeitsverlagerung gekommen und dementsprechend fließt bei dieser Kohle Wasser durch die Leerräume zwischen den Teilchen hindurch.
Abbildung 1.5.5.3.4.2 - Prüfung, bei der ein Feuchtigkeitsaustritt an der Bodenplatte des Formzylinders zu sehen ist, was auf eine Feuchtigkeitsverlagerung hindeutet
1.5.5.3.5 Berechnung der Schlüsselparameter zur Bestimmung der Verdichtungskurve
Für jede Verdichtungsprüfung sind folgende Berechnungen durchzuführen:
| d | = Dichte der festen Stoffe, g/cm3 (t/m3) durch pyknometrische Bestimmung (siehe Ziffer 1.5.5.2.4). |
| γ | = Dichte des trockenen Massengutes, g/cm3 (t/m3) |
| = D/V | |
| ev | = Netto-Wassergehalt (in Volumenprozent) = (E/D) × 100 × d/ρw hierbei ist ρw = Wasserdichte, g/cm3 (t/m3) |
| e | = Leerraumanteil (Der Leerraumanteil errechnet sich aus der Division des Volumens aller Leerräume durch das Volumen aller Räume, die feste Stoffe enthalten) |
| = (d / γ) - 1 | |
| S | = Sättigungsgrad (in Volumenprozent) |
| = ev /e | |
| W1 | = Brutto-(Gesamt-)Wassergehalt (in Masseprozent) (siehe 1.5.5.3.2, Schritt 8) |
1.5.5.3.6 Darstellung der Ergebnisse der Verdichtungsprüfung
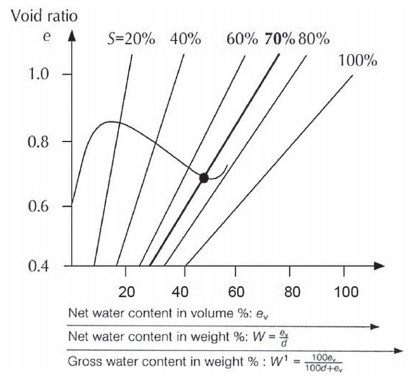
Alle Ergebnisse der Verdichtungsprüfungen werden in eine geeignete Tabelle (wie Tabelle 1.5.6.1) eingetragen und aus dieser Tabelle wird eine Verdichtungskurve entsprechend der Darstellung in Abbildung 1.5.5.3.6 erstellt, indem der berechnete Leerraumanteil (e) jeder Verdichtungsprüfung auf der Ordinate aufgetragen und dem auf der Abszisse aufgetragenen Netto- oder Bruttowassergehalt gegenübergestellt wird.
Die Linien in Abbildung 1.5.5.3.6 ergeben sich aus dem Gegeneinanderauftragen von Leerraumanteil (e) und Wassergehalt (ev) bei Sättigungsgraden (S) von 20 %, 40 %, 60 %, 70 %, 80 % und 100 %. Diese Linien werden bei fünf Leerraumanteilswerten unter Verwendung der Formel in Ziffer 1.5.5.3.7 berechnet. (Anmerkung: Diese dem Sättigungsgrad entsprechenden Linien haben im Falle des Auftragens des Brutto-Wassergehalts auf der Abszisse die Form einer Kurve.)
Abbildung 1.5.5.3.6 Typische Verdichtungskurve
1.5.5.3.7 Beispiel für eine Verdichtungskurve
Ein Beispiel für die bei Anwendung des geänderten Proctor-Fagerberg-Verfahrens auf eine Kohleprobe erzielten Ergebnisse ist in Tabelle 1.5.6.1 dargestellt, wobei die entsprechende Verdichtungskurve und die Linie für einen Sättigungsgrad von 70 % wie nachstehend beschrieben gegeneinander aufgetragen sind.
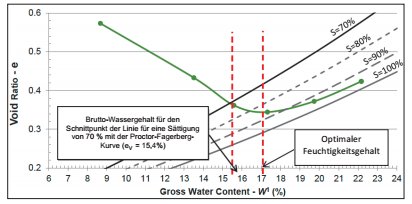
Das vorzuziehende Verfahren zur Darstellung der Ergebnisse besteht darin, den Leeraumanteil (e) gegen den Brutto-Wassergehalt (W1) aufzutragen, wodurch es möglich wird, die Feuchtigkeit für jeden Sättigungsgrad unmittelbar als Brutto-Wassergehalt aus dem Diagramm abzulesen. Dieses Verfahren ist in Abbildung 1.5.5.3.7 dargestellt. Die Sättigungslinien werden gemäß folgender Gleichung aufgetragen:
e = W1/(100 - W1) × 100 × d / S
In Abbildung 1.5.5.3.7 schneidet die Verdichtungskurve die Linie für einen Sättigungsgrad von 70 % bei einem Brutto-Wassergehalt von 15,4 %, was der Feuchtigkeitsgrenze für die Beförderung (TML) entspricht. Bei diesem Beispiel liegt der optimale Feuchtigkeitsgehalt (OMC) bei einem Sättigungsgrad von etwa 85 % vor.
Abbildung 1.5.5.3.7 - Beispiel für eine gemessene Verdichtungskurve für Leerraumanteil aufgetragen gegen Brutto-Wassergehalt mit Linien für die Sättigungsgrade 70 %, 80 %, 90 % und 100 %
1.5.5.3.8 Bestimmung der Feuchtigkeitsgrenze für die Beförderung
1.5.5.3.8.1 Bestimmung des PFD70-Feuchtigkeitsgehalts
Der PFD70-Wert ist der Brutto-(Gesamt-)Wassergehalt, der sich aus dem Schnittpunkt der Verdichtungskurve mit der Verbindungslinie der Werte von S bei einer Sättigung von 70 % ergibt. Der optimale Feuchtigkeitsgehalt (OMC) ist der Brutto-(Gesamt-)Feuchtigkeitsgehalt bei der maximalen Verdichtung (maximale Trockendichte und minimaler Leerraumanteil) bei dem angegebenen Verdichtungszustand.
Das Prüfverfahren findet bei der Bestimmung der TML von Kohle Anwendung, wenn der dem OMC der Kohle entsprechende Sättigungsgrad bei 70 % oder mehr liegt. Liegt der OMC unterhalb eines Sättigungsgrads von 70 %, ist dieses Prüfverfahren nicht auf die betreffende Kohle anwendbar und der PFD70 kann eine zu hohe TML ergeben. In solchen Fällen soll in der Analysebescheinigung angegeben werden, dass der OMC unterhalb einer Sättigung von 70 % liegt und dass der Versender eine zuständige Behörde konsultieren soll.
1.5.5.3.8.2 Fälle, in denen der höchste bestimmbare Punkt auf der Verdichtungskurve unterhalb einer Sättigung von 70 % liegt
Kohle, bei der es sichtbare Anzeichen dafür gibt, dass Wasser durch die Leerräume zwischen den Teilchen hindurchfließt und bei der die Verdichtungskurve die Linie für einen Sättigungsgrad von 70 % nicht erreicht oder übersteigt, gilt als Kohle, durch die Wasser ungehindert abfließen kann, und es findet kein TML-Wert Anwendung. Unter Verweis auf Ziffer 7.2.2 dieses Codes stellt solche Kohle eine Ladung dar, die üblicherweise nicht breiartig wird und dementsprechend nur der Gruppe B zugeordnet wird.
1.5.6 Prüfbericht
Der Prüfbericht über die Durchführung des geänderten Proctor-Fagerberg-Prüfverfahrens soll folgende Informationen enthalten:
- Probenkennung;
- eine eindeutige Bezugnahme auf dieses Prüfverfahren;
- einen Verweis auf die geeignete Norm, die zur Bestimmung der Dichte der festen Stoffe verwendet wurde:
entweder- die Feuchtigkeitsgrenze für die Beförderung (TML) der Probe, angegeben als Brutto-Wassergehalt in Masseprozent der Probe;
- die Angabe, dass der OMC unterhalb eines Sättigungsgrads von 70 % liegt und dieses Prüfverfahren nicht anwendbar ist; oder
- die Erklärung, dass die Prüfung ergeben hat, dass Wasser bei einem Feuchtigkeitsgehalt unterhalb des Wertes, der einem Sättigungsgrad von 70 % entspricht, durch die Leerräume zwischen den Teilchen hindurchfließt und dass die Kohle dementsprechend nur der Gruppe B angehört.
- Die Dichte der festen Stoffe (d) in g/cm3.
Tabelle 1.5.6.1 Beispiel einer TML-Bestimmung bei einer Kohleprobe unter Verwendung des geänderten Proctor-Fagerberg-Prüfverfahrens für Kohle
| Datum | Durchmesser des Zylinders | 150 mm | |
| Stoff | Höhe des Zylinders | 120 ml | |
| Probe | Fassungsvermögen des Zylinders | 2 121 ml | |
| Anfänglicher Brutto-Wassergehalt (%) | 5,6 | TML | 15,4 % |
| Dichte der festen Stoffe | 1 416 kg/m3 | ||
| Labortemperatur | 25 °C | Größenfraktion | |
| Masse des Formzylinders (A) | 7 271 g | durchgeführt von | |
| Anfängliche Trockendichte | 899 kg/m3 | Stampfer | 337,5 g |
|
Prü- |
Hinzuge- |
Masse von Form- |
Blech- |
Masse des Blechs |
Masse der nassen Probe + Blech |
Masse der trockenen Probe + Blech |
Gemes- |
Brutto- |
Netto- |
Leer- |
Trocken- |
Sätti- |
Dichte des nassen Massen- |
Masse der nassen Probe |
Masse der trockenen Probe |
Masse des Wassers |
|
|
(ml) |
(g) |
|
(g) |
(g) |
(g) |
(%) |
(%) |
(% v) |
|
(g/cm3) |
(%) |
(g/cm3) |
(g) |
(g) |
(g) |
|
|
|
B |
|
|
|
|
|
W1 |
ev |
e |
γ |
S |
|
S |
D |
E |
|
1 |
0,00 |
9360,00 |
T1 |
602,5 |
1656,8 |
1565,7 |
8,64 |
8,67 |
13,437 |
0,573 |
0,899 |
23,4 |
0,985 |
2089,0 |
1907,8 |
181,2 |
|
T2 |
602,3 |
1643,1 |
1552,5 |
8,70 | ||||||||||||
|
2 |
150,00 |
9692,70 |
T3 |
630,7 |
1811,7 |
1649,6 |
13,73 |
13,51 |
22,097 |
0,433 |
0,988 |
51,1 |
1,142 |
2421,7 |
2094,6 |
327,1 |
|
T4 |
882,9 |
2126,9 |
1961,6 |
13,29 | ||||||||||||
|
3 |
250,00 |
9881,60 |
T5 |
638,7 |
2081,4 |
1849,7 |
16,06 |
15,58 |
26,104 |
0,362 |
1,039 |
72,2 |
1,231 |
2610,6 |
2204,0 |
406,6 |
|
T6 |
632,4 |
1822,6 |
1643,0 |
15,09 | ||||||||||||
|
4 |
350,00 |
9971,00 |
T7 |
882,2 |
2349,9 |
2095,4 |
17,34 |
17,31 |
29,630 |
0,344 |
1,053 |
86,1 |
1,273 |
2700,0 |
2232,5 |
467,5 |
|
T8 |
637,9 |
1868,8 |
1656,0 |
17,29 | ||||||||||||
|
5 |
450,00 |
9996,20 |
T9 |
654,3 |
2013,2 |
1746,5 |
19,63 |
19,73 |
34,780 |
0,372 |
1,031 |
93,5 |
1,285 |
2725,2 |
2187,5 |
537,7 |
|
T10 |
639,6 |
1999,4 |
1729,7 |
19,83 | ||||||||||||
|
6 |
550,00 |
9980,00 |
T11 |
885,0 |
2251,5 |
1931,6 |
23,41 |
22,17 |
40,311 |
0,423 |
0,994 |
95,2 |
1,277 |
2709,0 |
2108,4 |
600,6 |
|
T12 |
883,5 |
2181,9 |
1910,1 |
20,93 | ||||||||||||
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||
|
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Anmerkung: Im vorstehenden Beispiel werden für jede Prüfung zwei Trockenbleche verwendet.
Tabelle 1.5.6.2 Spezifikationen und Toleranzen für den Proctor-Fagerberg-Formzylinder und -Verdichtungshammer
| Parameter | Einheiten | Wert | Toleranz |
| Masse des Verdichtungshammers | g | 337,5 | ± 2 |
| Durchmesser des Verdichtungshammers | mm | 75 | ± 0,2 |
| Fallhöhe | mm | 150 | ± 2 |
| Innendurchmesser der Röhre | mm | 78 | ± 0,2 |
| Außendurchmesser der Röhre | mm | 82 | ± 0,2 |
| Wanddicke der Röhre | mm | 2 | ± 0,2 |
| Abstand der Röhre | mm | 1,5 | ± 0,2 |
| Innendurchmesser des Formzylinders | mm | 150 | ± 0,5 |
| Innenhöhe des Formzylinders | mm | 120 | ± 1 |
| Inneres Fassungsvermögen des Formzylinders | cm3 | 2121 | ± 18 |
| Höhe des abnehmbaren Verlängerungsstücks | mm | 75 | ± 1 |
| Tiefe der Aussparung in der Basis zur Aufnahme | mm | 1 | ± 0,2 |
| Spalte zwischen Formzylinder und Bodenplatte |
mm |
≤ 0,1 | |
| Spalte zwischen Formzylinder und Verlängerungsstück | mm | (0 bis + 0,1) | |
| Abstand zwischen Formzylinder und Verdichtungshammer | mm | ≤ 6 |
1.6 Geändertes Proctor-Fagerberg-Verfahren für Bauxit 23
- Das in diesem Abschnitt dargestellte Prüfverfahren (dieses Prüfverfahren) soll nur zur Bestimmung der Feuchtigkeitsgrenze für die Beförderung (TML) von Bauxitladungen eingesetzt werden, die sowohl
- mehr als 30 % Feinteilchen von weniger als 1 mm (D30 < 1 mm) als auch
- mehr als 40 % Teilchen von weniger als 2,5 mm (D40 < 2.5 mm) enthalten.
- Die TML einer Ladung entspricht dem nach dem geänderten Proctor-Fagerberg-Verfahren für Bauxit ermittelten kritischen Feuchtigkeitsgehalt bei achtzigprozentiger Sättigung, wenn der optimale Feuchtigkeitsgehalt (OMC) des geprüften Bauxits bei Sättigungsgraden von größer oder gleich 90 % vorliegt.
- Die TML einer Ladung entspricht dem nach dem geänderten Proctor-Fagerberg-Verfahren für Bauxit ermittelten kritischen Feuchtigkeitsgehalt bei siebzigprozentiger Sättigung, wenn der OMC des Bauxits bei Sättigungsgraden von weniger als 90 % vorliegt.
- Fließt die Feuchtigkeit ungehindert aus der Probe ab, so dass die Verdichtungskurve der Probe eine Sättigung von 70 % nicht erreichen oder übersteigen kann, wird die Prüfung so gewertet, als habe sie gezeigt, dass es sich um eine Ladung handelt, bei der Wasser mühelos durch die Leerräume zwischen den Teilchen hindurchfließt. Dementsprechend wird die Ladung nicht der Gruppe A zugeordnet.
1.6.2 Geräte
- Der Proctor-Apparat (siehe Abbildung 1.6.2); dieser besteht aus einem Formzylinder aus Eisen (dem "CBR-Formzylinder") mit abnehmbarem Verlängerungsstück, das auf das Oberteil aufgeschraubt wird, und einem Verdichtungswerkzeug, das durch eine am unteren Ende offene Röhre geführt wird (dem "Verdichtungshammer").
- Eine Waage (siehe Ziffer 3.2), die in der Lage ist, das Gewicht der Probe und des Behälters im Anlieferzustand mit einer Genauigkeit von über ± 1 g zu bestimmen, sowie geeignete Probenbehälter.
- Ein Trockenschrank mit der Möglichkeit der Temperaturregelung von 100 °C bis maximal 105 °C.
- Ein Behälter zum Mischen von Hand. Während des Mischvorgangs soll sorgfältig darauf geachtet werden, dass weder die Korngröße durch Bruch verringert noch durch Anlagerung vergrößert wird.
- Ein Gas- oder Wasser-Pyknometer zur Bestimmung der Dichte fester Stoffe gemäß einer anerkannten Norm (zum Beispiel ASTM D5550, AS1289, BS 1377 Teil 2).
Abbildung 1.6.2 - Geräte und Begriffsbestimmungen

1.6.3 Temperatur und Feuchtigkeit (siehe Ziffer 1.1.3)
1.6.4 Prüfverfahren
1. Erstellung einer vollständigen Verdichtungskurve
Es wird eine nach Maßgabe einer einschlägigen Norm (siehe Ziffer 4.7 dieses Codes) repräsentative Probe verwendet.
2. Homogenisierung und Teilung der Probe
Man teilt die Probe im Anlieferzustand unter Verwendung eines Teilapparats nach den Vorgaben in ISO 6140:1991 "Aluminiumerze - Probenvorbehandlung" in einzelne Unterproben. Diese Unterproben gibt man in strapazierfähige Kunststoffeimer, die zur Bewahrung des Wassergehalts verschlossen werden können.
3. Verfahren für die Vorbereitung rekonstituierter Proben
Bei Bauxiten ist eine Rekonstitution erforderlich, wenn die Materialmenge in der repräsentativen Probe, die grobkörniger als 25 mm ist, mehr als 10 % der Gesamtmasse (Trockenmasse) ausmacht. Ist dies der Fall, soll das nachstehend dargestellte Rekonstitutionsverfahren zur Anwendung kommen (siehe auch Abbildung 1.6.4.3). Bei diesem Verfahren werden Teilchen mit einer Größe von über 25 mm aus der Probe entfernt und durch eine entsprechende Masse an Teilchen im Größenbereich zwischen 6,3 und 25 mm ersetzt. Es sei darauf hingewiesen, dass 6,3 mm eine Standardsiebgröße ist. Ist diese nicht verfügbar, kann stattdessen auch ein Sieb mit einer Maschenweite von 6 mm verwendet werden. Nach Abschluss dieses Verfahrens liegt eine rekonstituierte Probe mit einer für die TML-Prüfung ausreichenden Masse vor, die aus Teilchen mit einer maximalen Größe von 25 mm besteht, die aber die Verdichtungseigenschaften der gesamten Teilchenverteilung im Anlieferzustand der Probe mit Teilchen von über 25 mm besser abbildet.
Abbildung 1.6.4.3 - Schematische Darstellung des Probenrekonstitutionsverfahrens

| Schritt 1 | Der erste Schritt bei der Vorbereitung der Probe ist das Sieben der Probe auf 25 mm, um das Gewicht der Trockenmasse mit einer Teilchengröße von über 25 mm zu ermitteln. Das gesamte Material, das auf dem Sieb mit der Maschenweite von 25 mm verbleibt, wird entsorgt, während das Material, das durch die 25-mm-Maschen fällt, für die Prüfung verwendet wird (siehe Abbildung 1.6.4.3). Ist eine Rekonstitution erforderlich, werden für eine Proctor/Fagerberg-Verdichtungskurve etwa 40 kg Bauxit gesiebt. Macht die Materialmenge (Trockengewicht) mit einer Teilchengröße von über 25 mm 10 % oder weniger aus, ist keine Rekonstitution erforderlich. Für eine Proctor/Fagerberg-Verdichtungskurve werden insgesamt ungefähr 50 kg auf 25 mm gesiebten Bauxits benötigt. Diese sind beizubringen und es wird mit Schritt 4 fortgefahren, wenn keine Rekonstitution erforderlich ist. |
| Schritt 2 | Ist eine Rekonstitution erforderlich, wird aus demselben Erz eine gesonderte repräsentative Unterprobe gebildet; diese wird auf 25 und 6,3 mm gesiebt und der Teil, der zwischen diesen beiden Siebgrößen liegt, wird weiterverwendet. Für eine Proctor/Fagerberg-Verdichtungskurve werden ungefähr 15 kg Bauxit mit einer Teilchengröße zwischen diesen beiden Größen erzeugt (siehe Abbildung 1.6.4.3). |
| Schritt 3 | Die Fraktion mit einer Teilchengröße zwischen 6,3 und 25 mm aus Schritt 2 wird der Fraktion mit einer Teilchengröße von unter 25 mm aus Schritt 1 hinzugegeben. Die hinzugegebene Menge der Fraktion mit einer Teilchengröße zwischen 6,3 und 25 mm muss der Masse des in Schritt 1 entfernten und entsorgten Bauxits mit einer Teilchengröße von über 25 mm entsprechen. |
| Schritt 4 | Die rekonstituierte Probe wird vollständig durchgemischt. |
4 Verdichtung
Verdichtungsprüfungen werden für 5 bis 10 (aber typischerweise 7) verschiedene Feuchtigkeitsgehaltsstufen durchgeführt und zwar in gesonderten Prüfvorgängen. Diese Anzahl an Prüfungen sollte eine vollständige Bestimmung der Verdichtungskurve ermöglichen, einschließlich der genauen Bestimmung des optimalen Feuchtigkeitsgehalts sowie der Zustände nahe oder bei voller Sättigung. Für eine Prüfreihe wird üblicherweise eine Gesamtmenge von ungefähr 40 kg bis 100 kg ungesiebtem Bauxit benötigt, abhängig davon, ob eine Rekonstitution erforderlich ist oder nicht.
Das gesiebte Bauxit wird in 5 bis 10 Unterproben geteilt und jede von diesen wird in einen verschlossenen Kunststoffeimer gegeben. Der Wassergehalt der Unterproben wird angepasst, indem in jeden Eimer eine passende Menge Wasser gegeben wird, um so Unterproben mit Wassergehalten zu erhalten, die von dem Wassergehalt im Anlieferzustand bis zu einer nahezu vollen Sättigung reichen.
Üblicherweise wird eine Prüfung bei dem im Anlieferzustand vorliegenden Wassergehalt durchgeführt. Vier bis acht Prüfungen werden bei höheren Wassergehalten durchgeführt. Je nach dem Wassergehalt im Anlieferzustand werden ein oder zwei Prüfungen bei niedrigeren Wassergehalten als dem Wassergehalt im Anlieferzustand durchgeführt. Diese Prüfungen bei niedrigerem Wassergehalt werden realisiert, indem die Bauxit-Unterprobe bei Raumtemperatur teilweise getrocknet wird. Hierbei ist zu beachten, dass die Bauxit-Proben nicht vollständig getrocknet werden dürfen. Weiterhin ist zu beachten, dass einige Bauxite nicht auf ein Vortrocknen reagieren; solange dies aber für das zu prüfende Bauxit nicht umfassend nachgewiesen ist, ist ein Vortrocknen nicht erlaubt.
Die Unterproben werden bei den Ziel-Wassergehalten durchgemischt und dann ruhen gelassen, damit sie sich über Nacht in den verschlossenen Kunststoffeimern setzen können. Der Inhalt der Kunststoffeimer wird unmittelbar vor der Verdichtung ein weiteres Mal durchgemischt, um sicherzustellen, dass eine homogene Probe für die Prüfung verwendet wird.
Für jede Prüfung werden ungefähr 5 kg vorbereiteten Bauxits benötigt; dies ist daher die Zielmenge für jede der Unterproben. Die Unterproben werden bei den vorbereiteten Wassergehalten verdichtet, um eine vollständige Verdichtungskurve zu bestimmen.
Ungefähr ein Fünftel der Probe im Kunststoffeimer wird bei angeschlossenem Verlängerungsstück (Abbildung 1.6.2) in den Formzylinder gefüllt (Abbildung 1.6.2) und eingeebnet, um als erste Teilmengenschicht zu dienen. Bauxite, die verformbar sind, können dazu neigen, bei höheren Wassergehalten zusammenzuklumpen. Es ist wichtig, diese Klumpen beim Befüllen des Formzylinders vorsichtig mit der Hand in kleinere Teilchen zu trennen
Sodann wird das Bauxit über die gesamte Oberfläche der Schicht mit gleichmäßigem Druck festgestampft. Das Feststampfen erfolgt nach Maßgabe des Proctor/Fagerberg-Verfahrens D, indem ein Verdichtungshammer mit einem Gewicht von 150 g achtundfünfzigmal durch die Führungsröhre fallen gelassen wird; und zwar jedes Mal über eine Fallstrecke von 0,15 m. Die Führungsröhre wird von Hand gehalten und so positioniert, dass sie so gerade die Oberfläche des Erzes berührt, aber nicht auf ihr aufliegt. Dies erlaubt es dem Verdichtungshammer, aus der vollen vorgegebenen Höhe zu fallen und das Bauxit zu verdichten und gleichzeitig eine zusätzliche (und übermäßige) Verdichtung durch das Eigengewicht der Führungsröhre, die das Bauxit nicht verdichten soll, zu vermeiden.
Der Vorgang wird für jede der fünf Schichten wiederholt, so dass die letzte Schicht den Verbindungspunkt zwischen Formzylinder und Verlängerungsstück gerade so überragt. Das Ziel ist, den Formzylinder durch ein Verdichten in fünf nahezu gleiche Schichten zu füllen, um eine einheitlich verdichtete Probe zu erzeugen, bei der dem Bauxit, das den Formzylinder ausfüllt, die angegebene Energie zugeführt wurde.
Das Bauxit soll nicht mehr als 1 cm über den Formzylinder hinaus in das Verlängerungsstück ragen. Wird eine Höhe von mehr als 1 cm Bauxit festgestellt, wurde die Probe nicht hinreichend verdichtet und die Prüfung sollte wiederholt werden.
Nach dem Feststampfen der letzten Schicht wird das Verlängerungsstück entfernt und die Probe entlang dem Abschluss des Formzylinders so abgetragen, dass eine ebene Oberfläche zurückbleibt; hierbei ist sicherzustellen, dass etwaige große Körner, die das Einebnen der Probe verhindern, entfernt und durch Material aus dem Verlängerungsstück ersetzt werden, wonach dann erneut eingeebnet wird.
Das Abtragen soll in Form eines horizontalen Schnitts und nicht durch Drücken erfolgen, da letzteres das Material im Formzylinder stärker verdichten würde, als dies durch den angegebenen Energieeintrag geschehen ist.
Nach der Bestimmung des Gewichts des Zylinders samt der festgestampften Probe wird der Zylinder geleert, die Probe bei 105 °C getrocknet, wie dies in der ISO-Norm für die Bestimmung des Feuchtigkeitsgehalts von Bauxit (ISO 9033:1989 "Aluminiumerze; Bestimmung des Feuchteanteils von Schüttgut") vorgesehen ist, und ihr Gewicht wird bestimmt. Danach wird die Prüfung bei den anderen Proben mit unterschiedlichen Feuchtigkeitsgehaltswerten wiederholt.
5 Begriffsbestimmungen und Werte für Berechnungen (siehe Abbildung 1.6.2)
- leerer Zylinder; Masse in Gramm: A
- Zylinder mit festgestampfter Probe; Masse in Gramm: B
- feuchte Probe; Masse in Gramm: C
C = B - A - trockene Probe; Masse in Gramm: D
- Wasser, Masse in Gramm (entspricht dem Volumen in cm3): E
E = C - D
Volumen des Zylinders: 2 304,5 cm3
6 Berechnung der Haupt-Kennwerte
- Dichte des festen Stoffes in g/cm3 beziehungsweise in t/m3: d
- Dichte des trockenen Massengutes in g/cm3 beziehungsweise in t/m3: γ
γ = D / 2304 - Netto-Wassergehalt in Volumenprozent: ev
ev = E / D × 100 × d - Leerraumanteil e (Der "Leerraumanteil" errechnet sich aus der Division des Volumens aller Leerräume durch das Volumen aller Räume, die feste Stoffe enthalten)
e = d / γ - 1 - Sättigungsgrad in Volumenprozent: S
S = ev / e - Brutto-Wassergehalt in Masseprozent: W1
W1 = E / C × 100 - Netto-Wassergehalt in Masseprozent: W
W = E / D × 100
7 Graphische Darstellung der Verdichtungsprüfungen
Der bei jeder Verdichtungsprüfung errechnete Leerraumanteilswert (e) wird auf die Ordinatenachse eines Kurvendiagrammes aufgetragen, während die Werte für den Netto-Wassergehalt (ev) und den Sättigungsgrad (S) als entsprechende Größen auf die Abszissenachse aufgetragen werden.

Form der Verdichtungskurve von Bauxit, wenn der optimale Feuchtigkeitsgehalt bei einer Sättigung von über 90 % vorliegt. Die TML ist der kritische Wassergehalt bei achtzigprozentiger Sättigung.

Form der Verdichtungskurve von Bauxit, wenn der optimale Feuchtigkeitsgehalt bei einer Sättigung von unter 90 % vorliegt. Die TML ist der kritische Wassergehalt bei siebzigprozentiger Sättigung.
8 Verdichtungskurve
Die bei der Prüffolge ermittelten Werte ergeben eine stoffspezifische Verdichtungskurve (siehe Abbildungen 1.6.4.7.1 und 1.6.4.7.2).
Liegt der optimale Feuchtigkeitsgehalt (OMC) von Bauxit bei einer Sättigung von 90 % oder mehr vor, ergibt sich der Wert für den kritischen Feuchtigkeitsgehalt aus dem Schnittpunkt der Verdichtungskurve mit der Verbindungslinie der Werte von S bei achtzigprozentiger Sättigung (siehe Abbildung 1.6.4.7.1). Die TML ist der kritische Feuchtigkeitsgehalt.
Liegt der optimale Feuchtigkeitsgehalt (OMC) von Bauxit bei einer Sättigung von unter 90 % vor, ergibt sich der Wert für den kritischen Feuchtigkeitsgehalt aus dem Schnittpunkt der Verdichtungskurve mit der Verbindungslinie der Werte von S bei siebzigprozentiger Sättigung (siehe Abbildung 1.6.4.7.2). Die TML ist der kritische Feuchtigkeitsgehalt.
Lässt sich der OMC nicht im Wege der Durchführung einer hinreichenden Anzahl von Prüfungen bei Wassergehalten, die auf beiden Seiten in der Nähe des OMC liegen, kann keine TML auf Grundlage von S = 80 % angenommen werden. Die TML muss sich auf S = 70 % gründen. Dies dient zum Schutz gegen die irrige Annahme eines zu hohen OMC aufgrund einer nicht hinreichend bestimmten Verdichtungskurve.
Fließt die Feuchtigkeit bei dem gegebenen Feuchtigkeitsgehalt völlig ungehindert aus der Probe ab, so dass die Verdichtungskurve der Probe eine Sättigung von 70 % nicht erreicht oder übersteigt, wird die Prüfung so gewertet, als habe sie gezeigt, dass es sich um eine Ladung handelt, bei der Wasser mühelos durch die Leerräume zwischen den Teilchen hindurchfließt.
2 Prüfverfahren und Geräte zur Bestimmung
2.1 Bestimmung des Schüttwinkels von feinkörnigen Stoffen (Korngröße kleiner als 10 mm) mittels der Kippkasten-Methode ("Tilting-Box-Test") - Verfahren zur Anwendung in Laboratorien oder im Ladehafen
2.1.1 Zweck
Der Versuch dient der Bestimmung des Schüttwinkels von feinkörnigen, nichtbündigen Stoffen (Korngröße kleiner als 10 mm). Die auf diese Weise erhaltenen Ergebnisse können bei der Auslegung der Abschnitte 5 und 6 dieses Codes für die betreffenden Stoffe verwandt werden.
2.1.2 Begriffsbestimmung
Der mit Hilfe dieses Versuches ermittelte Schüttwinkel ist derjenige Winkel zwischen der Horizontalen und der Oberseite des Kastens, bei dem das Prüfmaterial im Kippkasten als Ganzes ins Rutschen kommt.
2.1.3 Versuchsprinzip
Bei der Bestimmung des Schüttwinkels mit diesem Verfahren muss die Oberfläche des Prüfmaterials anfänglich eben und parallel zum Boden des Kippkastens ausgerichtet sein. Der Kippkasten ist erschütterungsfrei zu kippen; das Kippen ist sofort zu beenden, wenn das Prüfmaterial als Ganzes ins Rutschen kommt.
2.1.4 Gerätschaften (siehe Abbildung 2.1.4)
Für die Gerätschaften gilt Folgendes:
- Auf einem Rahmen ist ein offener Kasten befestigt. Die Halterung des Kastens auf dem Rahmen erfolgt durch eine Achse, die am Rahmen und an der Schmalseite des Kastens gelagert ist, wodurch eine steuerbare Neigung des Kastens ermöglicht wird.
- Der Kasten ist 600 mm lang, 400 mm breit und 200 mm hoch.
- Um ein Verrutschen des Prüfmaterials auf dem Kastenboden während des Kippvorgangs zu verhindern, wird vor der Füllung ein genau eingepasster Rost (Öffnungen: 30 mm x 30 mm x 25 mm) auf dem Kastenboden eingelegt.
- Der Kasten wird mittels eines Hydraulikzylinders gekippt, der zwischen dem Rahmen und dem Kastenboden angeordnet ist. Es können auch andere Methoden zum Kippen des Kastens angewandt werden; Erschütterungen müssen jedoch auf jeden Fall ausgeschlossen werden.
- Zur Betätigung des Hydraulikzylinders kann ein Öl-Luftdruck-Gefäß verwendet werden, das unter einem Luft- oder Gasdruck von etwa 5 bar steht.
- Die Neigungsgeschwindigkeit soll ungefähr 0,3 Grad pro Sekunde betragen.
- Der mögliche Neigungswinkel soll mindestens 50 Grad betragen.
- An einem Ende der Achse ist ein Winkelmesser angeordnet. Ein Schenkel des Winkelmessers ist so angebracht, dass er mit Hilfe einer Justierschraube horizontal gestellt werden kann.
- Der Winkelmesser soll den Winkel zwischen der Oberseite des Kastens und der Horizontalen auf 0,5 Grad genau anzeigen.
- Zur Justierung des Winkelmessers soll eine Wasserwaage oder ein anderes Hilfsmittel zur Verfügung stehen.
Abbildung 2.1.4: Prinzipskizze des Kippkastens ("Tilting Box")
2.1.5 Prüfverfahren
Der Kasten wird mit dem zu untersuchenden Prüfmaterial gefüllt. Hierbei wird das Prüfmaterial langsam und vorsichtig aus der geringstmöglichen Höhe in den Kasten geschüttet, damit eine gleichmäßige Lagerungsdichte erreicht werden kann.
Das überschüssige Material wird mit Hilfe eines Streichbretts unter einem Winkel von 45 Grad zur Streichrichtung entfernt.
Dann wird der Kippmechanismus betätigt; er wird sofort angehalten, wenn das Prüfmaterial gerade als Ganzes ins Rutschen kommt.
Der Winkel der Oberseite des Kastens zur Horizontalen wird am Winkelmesser abgelesen und aufgezeichnet.
2.1.6 Auswertung
Der Schüttwinkel ergibt sich aus dem Mittelwert von drei Versuchsergebnissen; er wird auf 0,5 Grad genau angegeben.
Bemerkungen:
Der Versuch soll möglichst mit drei verschiedenen Proben durchgeführt werden.
Es ist darauf zu achten, dass die Achse vor Versuchsbeginn waagerecht gestellt wird.
2.2 Alternativ (oder generell an Bord) anwendbares Verfahren für die Bestimmung des Schüttwinkels, wenn ein Kippkasten ("Tilting Box") nicht zur Verfügung steht
2.2.1 Begriffsbestimmung
Der nach diesem Verfahren ermittelte Schüttwinkel ist der Winkel zwischen der Horizontalen und der Böschung eines Schüttkegels, gemessen in halber Höhe.
2.2.2 Versuchsprinzip
Zur Bestimmung des Schüttwinkels wird das zu untersuchende Prüfmaterial sehr sorgfältig so aus einem Gefäß auf einen Bogen Papier mit rauer Oberfläche geschüttet, dass ein symmetrischer Kegel entsteht.
2.2.3 Geräte
Die für diesen Versuch erforderlichen Geräte sind:
- ein waagerecht stehender, erschütterungsfreier Tisch;
- ein Bogen Papier mit rauer Oberfläche, auf den das Material geschüttet werden soll;
- ein Winkelmesser;
- ein kegelförmiges Gefäß mit einem Fassungsvermögen von 3 Liter.
2.2.4 Prüfverfahren
Der Bogen Papier wird auf den Tisch gelegt. 10 Liter des zu untersuchenden Prüfmaterials werden in 3 Teilproben aufgeteilt, die folgendermaßen geprüft werden:
Zwei Drittel der Teilprobe (also etwa 2 Liter) werden zur Herstellung eines Grundkegels auf den Bogen Papier geschüttet. Sodann wird der Rest dieser Teilprobe sehr sorgfältig aus einer Höhe von wenigen Millimetern auf die Spitze des Kegels geschüttet. Es ist darauf zu achten, dass ein symmetrischer Kegel entsteht. Dies kann dadurch erreicht werden, dass das Gefäß beim Schütten langsam im Kreis dicht um die Spitze des Kegels herumgeführt wird.
Beim Messen darf der Winkelmesser den Schüttkegel nicht berühren, da anderenfalls möglicherweise das Prüfmaterial ins Rutschen kommt und der Versuch dadurch unbrauchbar wird.
Der Schüttwinkel ist an vier Stellen des Kegels zu messen, die jeweils etwa 90 Grad gegeneinander versetzt sind.
Dieser Versuch soll mit den beiden anderen Teilproben wiederholt werden.
2.2.5 Auswertung
Der Mittelwert von 12 Messungen gilt als der Schüttwinkel; dieser wird auf 0,5 Grad genau angegeben. Dieser Wert kann auf nachstehende Weise in den Kippkasten-Wert umgerechnet werden:
at = as + 3° (2.2.5)
wobei
at = Schüttwinkel nach dem Kippkasten-Verfahren
as = Schüttwinkel nach dem freihändigen Verfahren
3 Bei den Prüfverfahren anzuwendende Normen
3.1 Genormter Rütteltisch und Rahmen 2
3.1.1 Rütteltisch und Rahmen
3.1.1.1 Der Rütteltisch muss der Abbildung 3 entsprechend gebaut sein. Die Vorrichtung muss aus einem in einem Guss hergestellten starren Eisenrahmen und einem darüber befindlichen runden starren Tisch von 10 Zoll ± 0,1 Zoll (254 mm ± 2,5 mm) Durchmesser bestehen. Am Tisch ist mit einem Schraubengewinde ein Stößel angebracht, der senkrecht nach unten verläuft. Der Tisch, mit dem der Stößel fest verbunden ist, muss so in einem Rahmen befestigt sein, dass er von einer drehbaren Nocke senkrecht angehoben und fallengelassen werden kann, wobei die Fallhöhe um nicht mehr als ± 0,005 Zoll (0,13 mm) bei neuen Tischen beziehungsweise ± 0,015 Zoll (0,39 mm) bei bereits in Gebrauch befindlichen Tischen von dem festgelegten Wert abweichen darf. Der Tisch muss entsprechend Abbildung 3 bearbeitet sein und muss eine ebene, maschinell geglättete Oberfläche besitzen, die frei von Gussblasen und anderen Oberflächenfehlern ist. Der Tisch muss aus Messing oder Bronze mit einem Rockwell-Härtegrad von mindestens HRB 25 gegossen sein, er muss am Rand 0,3 Zoll (8 mm) dick und durch sechs eingegossene radiale Rippen versteift sein. Der Tisch und der an ihm angebrachte Stößel müssen eine Masse von 9 englischen Pfund ± 0,1 englische Pfund (4 kg ± 0,05 kg) besitzen, wobei diese Masse symmetrisch um die Mitte des Stößels herum verteilt sein muss.
3.1.1.2 Die Nocke und der senkrechte Stößel müssen aus Maschinenbaustahl mit mittlerem Kohlenstoffgehalt gefertigt sein; an den in Abbildung 3 angegebenen Stellen müssen sie gehärtet sein. Der Stößel muss gerade sein; der Unterschied zwischen dem Durchmesser des Stößels und dem Durchmesser der Bohrung im Rahmen muss bei neuen Tischen mindestens 0,002 Zoll (0,05 mm) und darf höchstens 0,003 Zoll (0,08 mm) betragen; bei bereits in Gebrauch befindlichen Tischen dürfen die Toleranzen zwischen 0,002 Zoll und 0,010 Zoll (0,26 mm) liegen. Das Ende des Stößels darf am Ende des Fallvorgangs nicht auf die Nocke treffen, sondern darf sie erst nach einer Drehung von mindestens 120 Grad - vom Fallpunkt ab gerechnet - berühren. Die Oberfläche der Nocke muss eine glatte Spirale sein, deren Radius bei einer Drehung um 360 Grad gleichmäßig von 1/2 Zoll auf 11/4 Zoll (von 13 mm auf 32 mm) zunimmt; bei der Berührung von Schaft und Nocke darf kein deutlich wahrnehmbares Geräusch entstehen. Die Nocke muss so angeordnet und die Kontaktflächen von Nocke und Stößel müssen so beschaffen sein, dass der Tisch bei fünfundzwanzigmaligem Fallenlassen des Stößels höchstens eine Drehung ausführt. Die Oberflächen des Rahmens und des Tisches, die miteinander am Ende des Fallvorgangs in Berührung kommen, müssen glatt, eben und horizontal ausgerichtet sein sowie parallel zur oberen Fläche des Tisches verlaufen; sie müssen sich auf der gesamten Fläche berühren.
3.1.1.3 Der Tischunterbau muss aus in einem Guss hergestellten feinkörnigen Gusseisen von hoher Qualität gefertigt sein. Das Gussstück des Rahmens muss durch drei eingegossene Rippen versteift sein, die sich über die gesamte Höhe des Rahmens erstrecken und um jeweils 120 Grad gegeneinander versetzt sind. Oben muss der Rahmen etwa 1/4 Zoll (6,4 mm) tief gehärtet sein; sein oberes Ende muss geschliffen sein und rechtwinklig zur Bohrung verlaufen, um so den Stößel-Konus auf der gesamten Fläche zu berühren. Die Unterseite der Standfläche des Rahmens muss geschliffen sein, damit ein vollständiger Kontakt mit der Grundplatte aus Stahl gewährleistet ist.
3.1.1.4 Der Rütteltisch kann von einem Motor 3 angetrieben werden, der durch ein gekapseltes Reduktions-Schneckengetriebe über eine flexible Kupplung mit der Nockenwelle verbunden ist. Die Drehzahl der Nockenwelle muss bei etwa 100 Umdrehungen pro Minute liegen. Der vom Motor bewegte Antriebsmechanismus darf nicht an der Auflageplatte des Tisches oder am Rahmen befestigt sein.
Die Leistung eines Rütteltischs gilt als zufriedenstellend, wenn der Tisch bei Kalibrierungen Verflüssigungswerte liefert, die um nicht mehr als 5 % von den bei Verwendung geeigneter Referenzmaterialien 4 erreichten Sollwerten abweichen.
3.1.2 Aufbau des Rütteltischs
3.1.2.1 Der Rahmen des Rütteltisches muss mit Bolzen fest auf einer quadratischen Grundplatte aus Gusseisen oder Stahl von mindestens 1 Zoll (25 mm) Dicke und 10 Zoll (250 mm) Seitenlänge angebracht sein. Die obere Fläche dieser Grundplatte muss glatt und eben sein. Die Grundplatte muss mit vier Bolzen von 13 mm Stärke auf einem Betonsockel verankert sein, in dem die Bolzen mindestens 6 Zoll (150 mm) tief eingebettet sind. Der Sockel wird kopfüber auf die Grundplatte gegossen. Die Grundplatte muss überall fest auf dem Sockel anliegen. Zwischen die Grundplatte und den Sockel dürfen keine Keile oder sonstige Ausgleichsstücke geschoben werden. Das Ausrichten in die Waagerechte ist vielmehr durch geeignete Mittel unter der Standfläche des Sockels herbeizuführen.
3.1.2.2 Der Sockel muss oben eine quadratische Fläche von 10 Zoll bis 11 Zoll (250 mm bis 275 mm) Seitenlänge und unten eine von 15 Zoll bis 16 Zoll (375 mm bis 400 mm) Seitenlänge haben; er muss 25 Zoll bis 30 Zoll (625 mm bis 750 mm) hoch und aus einem Stück sein; der Beton, aus dem er geformt ist, muss eine Dichte von mindestens 140 englische Pfund pro Kubikfuß (2240 kg/m3) aufweisen. Eine feste quadratische Korkunterlage mit einer Dicke von 1/2 Zoll (13 mm) und einer Seitenlänge von ungefähr 4 Zoll (102 mm) muss unter jede Ecke des Sockels gelegt werden. Der Rütteltisch muss häufig darauf hin untersucht werden, ob der Tischaufsatz waagerecht liegt, ob der Sockel fest ruht und ob die Bolzen und Muttern an der Tischgrundplatte und im Sockel fest sitzen. (Beim Festdrehen dieser Teile wird ein Drehmoment von 20 englischen Pfund x Fuß (27 Newtonmeter) empfohlen.)
3.1.2.3 Nachdem der Rahmen auf den Sockel montiert ist, muss der Tischaufsatz sowohl in der angehobenen Position als auch in der Grundposition bezüglich zweier senkrecht zueinander stehender Durchmesser waagerecht ausgerichtet werden.
3.1.3 Schmieren des Rütteltischs
3.1.3.1 Der senkrechte Stößel des Tisches muss sauber gehalten werden und mit einem dünnen Film leichten Öls (Viskositätsgrad SAE-10) geschmiert sein. Zwischen den Kontaktflächen des Tischaufsatzes und des Tischunterbaus darf kein Öl vorhanden sein.
Öl auf der beanspruchten Fläche der Nocke vermindert den Verschleiß und erhöht die Leichtgängigkeit. Der Tisch soll kurz vor Gebrauch mindestens ein Dutzend mal angehoben und fallengelassen werden, wenn er einige Zeit nicht benutzt worden ist.
3.1.4 Form
3.1.4.1 Die Form für die Aufnahme des zu untersuchenden Prüfmaterials muss aus Bronze oder Messing gegossen und so gebaut sein, wie es in Abbildung 3 gezeigt wird. Der Rockwell-Härtegrad darf nicht weniger als HRB 25 betragen. Der Durchmesser der oberen Öffnung muss bei neuen Formen 2,75 Zoll ± 0,02 Zoll (69,8 mm ± 0,5 mm) betragen und darf bei bereits in Gebrauch befindlichen Formen 2,75 Zoll (69,8 mm) um bis zu 0,05 Zoll (1,3 mm) über- beziehungsweise bis zu 0,02 Zoll (0,5 mm) unterschreiten. Ober- und Unterseite der Form müssen zueinander parallel verlaufen und zur senkrechten Achse des Formkegels rechtwinklig stehen. Die Seiten der Form müssten mindestens 0,2 Zoll (5 mm) dick sein. Die Außenfläche des oberen Formrandes muss wulstförmig ausgebildet sein, damit die Form ohne Schwierigkeit angehoben werden kann. Alle Oberflächen müssen geschlichtet sein. Ein ringförmiger Untersatz mit einem äußeren Durchmesser von ungefähr 10 Zoll (254 mm) und einem inneren Durchmesser von ungefähr 4 Zoll (102 mm) aus einem nicht absorbierenden Werkstoff, der von dem zu untersuchenden Prüfmaterial nicht angegriffen wird, muss unter die Form gelegt werden, um zu verhindern, dass Mörtel auf den Tischaufsatz fällt.

3.2.1 Waagen
3.2.1.1 Die verwendeten Waagen müssen folgenden Vorschriften entsprechen: Bereits in Gebrauch befindliche Waagen dürfen bei einer Last von 2.000 g eine Abweichung von ± 2,0 g aufweisen; bei neuen Waagen ist die Hälfte dieses Wertes erlaubt. Die ausschlaggebende Empfindlichkeit 6 darf nicht größer als die doppelte zulässige Abweichung sein.
3.2.2 Gewichte
3.2.2.1 Die zulässigen Abweichungen bei den Gewichten sind der nachstehenden Tabelle zu entnehmen. Die zulässigen Abweichungen bei neuen Gewichten dürfen nur die Hälfte der in der nachstehenden Tabelle aufgeführten Werte betragen.
Zulässige Abweichungen für Gewichte
| Masse der Gewichte (in Gramm) | Zulässige Abweichung (in Gramm) für bereits in Gebrauch befindliche Gewichte nach oben und unten (in Gramm) |
| 1.000 | 0,50 |
| 900 | 0,45 |
| 750 | 0,40 |
| 500 | 0,35 |
| 300 | 0,30 |
| 250 | 0,25 |
| 200 | 0,20 |
| 100 | 0,15 |
| 50 | 0,10 |
| 20 | 0,05 |
| 10 | 0,04 |
| 5 | 0,03 |
| 2 | 0,02 |
|
1 |
0,01 |
4 Prüfung im Trog zur Feststellung der Neigung von Düngemitteln mit Nitratanteil zur selbstunterhaltenden Zersetzung unter Wärmeabgabe 7 23
4.1 Begriffsbestimmung
Ein Dünger gilt als zur selbstunterhaltenden Zersetzung neigend, wenn sich die an einer Stelle eingeleitete Zersetzung durch die gesamte Masse ausbreitet. Die Neigung einer zur Beförderung vorgesehenen Ladung Dünger zu dieser Art der Zersetzung kann mittels der Prüfung im Trog festgestellt werden. Bei dieser Prüfung wird in einer ausgebreiteten Probe des Düngers, die sich in einem waagerecht aufgestellten Trog befinden muss, eine örtlich umschriebene Zersetzung eingeleitet. Die Geschwindigkeit, mit der sich die Zersetzung durch die Masse des Düngers ausbreitet, wird nach Entfernung der die Zersetzung einleitenden Wärmequelle gemessen.
Abbildung 4-1 Trog aus Drahtnetz mit Gestell und Gasbrennern
A Stahlplatte (150 mm x 150 mm und 1 mm bis 3 mm stark)
B Gasbrenner (zum Beispiel ein Teclu- oder ein Bunsen-Brenner)
C Hitzeschild (2 mm stark)
D Auflagegestell (zum Beispiel aus 15 mm breiten und 2 mm starken Stahlrohren)
E Trog aus Drahtnetz (150 mm x 150 mm x 500 mm)
4.2 Geräte und Prüfmaterial
Das Prüfgerät (Abbildung 4-1) besteht aus einem oben offenen Trog mit den Innenmaßen 150 mm x 150 mm x 500 mm. Der Trog ist aus einem Drahtnetz (möglichst aus Edelstahl) mit einer Maschenweite von etwa 1,5 mm und einer Drahtstärke von 1,0 mm hergestellt, das auf einem Rahmen aus - zum Beispiel - 15 mm breiten und 2 mm starken Stahlrohren aufliegt. Das Drahtnetz an beiden Enden des Trogs kann durch Edelstahlplatten mit einer Wandstärke von 1,5 mm und einer Oberfläche von 150 mm x 150 mm ersetzt werden. Der Trog soll auf einem passenden Gestell aufliegen. Dünger mit einer so beschaffenen Korngrößenverteilung, dass eine nicht unerhebliche Menge durch das Drahtnetz hindurch fallen würde, soll in einem Trog mit einer geringeren Maschenweite geprüft werden, wahlweise in einem Trog, der mit einem Drahtnetz von geringerer Maschenweite ausgelegt ist. Beim Einleiten des Zersetzungsvorgangs soll ständig so viel Heizenergie aufgewandt werden, dass eine gleichförmige Zersetzungsfront zustande kommt. Es werden zwei verschiedene Erhitzungsverfahren empfohlen, nämlich:
4.2.1 Elektrische Heizung
Ein in einer Edelstahlhülle eingeschlossenes Heizelement mit einer Leistung von 250 Watt wird an dem einen Ende des Troges innen angebracht (Abbildung 4-2). Die Abmessungen der Edelstahlhülle betragen 145 mm x 145 mm x 10 mm; ihre Wandstärke beträgt 3 mm. Diejenige Seite der Hülle, die mit dem Dünger nicht in Berührung kommt, soll mit einem Hitzeschild (einer 5 mm starken Isolierplatte) isoliert sein. Die Heizfläche kann durch eine Aluminiumfolie oder eine Edelstahlplatte geschützt sein.
4.2.2 Gasbrenner
Eine Stahlplatte mit einer Wandstärke zwischen 1 und 3 mm wird an dem einen Ende des Troges innen so eingesetzt, dass sie das Drahtnetz berührt (Abbildung 4-1). Die Platte wird mittels zweier am Troggestell befestigter Brenner aufgeheizt, die die Platte auf einer Temperatur zwischen 400 °C und 800 °C - also auf dunkler Rotglut - halt Temperaturanstieg erfolgt (wenn nämlich die Zersetzungsfront den betreffenden Wärmefühler erreicht).
4.2.3 Um eine Wärmeübertragung über die Außenfläche des Trogs zu verhindern, soll ein aus einer 2 mm dicken Stahlplatte bestehender Hitzeschild etwa 50 mm vom beheizten Ende des Trogs entfernt angebracht sein.
4.2.4 Die Lebensdauer des Prüfgerätes lässt sich verlängern, wenn es vollständig aus Edelstahl gefertigt ist. Dies ist beim Drahtnetz besonders wichtig.
4.2.5 Die Ausbreitung der Zersetzung kann festgestellt werden, indem Wärmefühler in die Masse eingebracht werden und die Zeit festgehalten wird, zu der ein plötzlicher (Red. Anm.: der Rest des Satzes wurde in der Neufassung, vermutlich irrtümlich, gelöscht und wird zu Informationszwecken, so wie in der letzten gültigen Fassung enthalten, kursiv dargestellt:) Temperaturanstieg erfolgt (wenn nämlich die Zersetzungsfront den betreffenden Wärmefühler erreicht).
Abbildung 4-2 Elektrische Heizvorrichtung (Leistung: 250 W)

A Hülle aus Aluminium oder Edelstahl (Wandstärke: 3 mm)
B Isolierplatte (Wandstärke: 5 mm)
C Aluminiumfolie oder Platte aus Edelstahl (Wandstärke: 3 mm)
D Anbringungsort der Heizvorrichtung
4.3 Prüfverfahren
4.3.1 Das Prüfgerät soll unter einer Abzugshaube aufgestellt werden, so dass giftige Zersetzungsgase gleich beseitigt werden, oder im Freien, wo sich diese Dämpfe ohne weiteres in der Umgebung verflüchtigen. Obwohl keine Explosionsgefahr besteht, ist es ratsam, bei der Durchführung der Prüfung zwischen Beobachter und Prüfgerät einen Schutzschild, zum Beispiel aus durchsichtigem Kunststoff, aufzustellen.
4.3.2 Der Dünger wird in der Form, wie er zur Beförderung kommen wird, in den Trog eingefüllt; sodann wird entsprechend der obigen Beschreibung entweder mit Hilfe elektrischer Heizelemente oder mit Hilfe von Gasbrennern die Zersetzung des Düngers eingeleitet. Das Aufheizen soll so lange fortgesetzt werden, bis eine Zersetzung des Düngers nachhaltig in Gang gekommen und ein Fortschreiten der Zersetzungsfront über eine Länge von ungefähr 30 mm bis 50 mm festgestellt worden ist. Falls der zu prüfende Dünger thermisch sehr stabil ist, kann es erforderlich sein, das Aufheizen zwei Stunden lang fortzusetzen. Zeigen Dünger eine Neigung zum Schmelzen, so soll das Aufheizen mit entsprechender Vorsicht fortgesetzt werden, indem zum Beispiel mit kleinerer Flamme gearbeitet wird.
4.3.3 Etwa 20 Minuten nach Beendigung des Aufheizvorgangs wird die Lage der Zersetzungsfront ermittelt. Der Verlauf der Zersetzungsfront ist an der unterschiedlichen Färbung des Düngers kenntlich, zum Beispiel braun (nicht zersetzter Dünger) und weiß (zersetzter Dünger); eine andere Möglichkeit der Feststellung besteht im Ablesen der Temperaturanzeigen zweier benachbarter Wärmefühler, von denen der eine vor und der andere hinter der Zersetzungsfront angeordnet ist. Die Ausbreitungsgeschwindigkeit kann durch Beobachtung und Zeitnahme oder aus den von den Wärmefühlern angezeigten Werten ermittelt werden. Es soll festgehalten werden, ob die Zersetzung nach Beendigung des Aufheizvorgangs aufhört oder ob sie sich durch die restliche Masse fortsetzt.
4.4 Prüfkriterien und Ergebnisauswertung
4.4.1 Setzt sich die Zersetzung durch die gesamte Masse fort, so gilt der Dünger als zur selbstunterhaltenden Zersetzung neigend.
4.4.2 Setzt sich die Zersetzung nicht durch die gesamte Masse fort, so gilt der Dünger als frei von der Gefahr der selbstunterhaltenden Zersetzung.
5 Beschreibung der Prüfung auf Widerstandsfähigkeit gegen Detonation
5.1 Versuchsprinzip
5.1.1 Die zu untersuchende Probe wird in ein Stahlrohr eingeschlossen und einem durch eine explosive Verstärkungsladung ausgelösten Detonationsstoß ausgesetzt. Die Ausbreitung der Detonation wird anhand des Verdichtungsgrads der Bleizylinder ermittelt, auf denen das Rohr (Red. Anm.: der Rest des Satzes wurde in der Neufassung, vermutlich irrtümlich, gelöscht und wird zu Informationszwecken, so wie in der letzten gültigen Fassung enthalten, kursiv dargestellt:) während der Prüfung horizontal aufliegt.
5.2 Vorbereitung der Probe
5.2.1 Die Prüfung ist mit einer repräsentativen Probe der Ladung durchzuführen. Vor der Prüfung auf Widerstandsfähigkeit gegen Detonation ist die gesamte Probenmasse in verschlossenen Einschmelzrohren fünfmal einem thermischen Zyklus zwischen 25 °C und 50 °C (± 1 °C) auszusetzen. Die Probe ist in jedem thermischen Zyklus mindestens 1 Stunde lang auf den Extremtemperaturen (gemessen in der Mitte der Probenmasse) und nach dem gesamten Zyklusdurchlauf bis zum Beginn der Prüfung auf einer Temperatur von 20 °C (± 3 °C) zu halten.
5.3 Geräte und Materialien
Nahtlos gezogenes Stahlrohr nach ISO 65:1981- Schwere Serie oder dieser Norm gleichwertig
| Rohrlänge | 1000 mm |
| nomineller Außendurchmesser | 114 mm |
| nominelle Wandstärke | 5 mm bis 6,5 mm |
Bodenplatte (160 mm x 160 mm) von guter, schweißbarer Qualität, Wandstärke 5 mm bis 6 mm, an einem Rohrende um den gesamten Umfang stumpfgeschweißt
Zündmechanismus und Verstärkungsladung
elektrische Sprengkapsel oder Zündschnur mit nichtmetallischer Hülle (10 g/m bis 13 g/m)komprimiertes Pellet Sekundärsprengstoff, zum Beispiel Hexogen/Wachs 95/5 oder Tetryl, mit einer Aussparung in der Mitte für die Zündkapsel
500 ± 1 Gramm Plastiksprengstoff mit einem Anteil von 83 % bis 86 % an Pentaerythrittetranitrat (andere Bezeichnungen: Nitropenta, Pentrit, PETN) in einem Papp- oder Kunststoffrohr zu einem Zylinder geformt Detonationsgeschwindigkeit 7.300 m/s bis 7.700 m/s
sechs Messzylinder aus raffiniertem Gussblei zur Ermittlung der Ausbreitung der Detonation
50 mm Durchmesser; 100 mm Höhe; Raffinatblei mit einer Reinheit von mindestens 99,5 %
5.4 Prüfverfahren
Versuchstemperatur: 15 °C bis 20 °C. Die Abbildungen 1 und 2 zeigen den Versuchsaufbau.
Das Rohr wird bis zu etwa einem Drittel mit der Probe befüllt und fünfmal senkrecht aus 10 cm Höhe auf den Boden fallen gelassen. Die Verdichtung wird dadurch erhöht, dass nach jedem Fall mit einem Hammer gegen die Seitenwand geklopft wird. Es werden zusätzliche Probenmengen in der Weise hinzugefügt, dass das Rohr nach der Verdichtung oder nachdem es zwanzigmal aufgehoben und fallen gelassen sowie dazwischen insgesamt 20 Hammerschlägen ausgesetzt wurde, bis auf eine Höhe von 70 mm unter der Rohröffnung befüllt ist.
Der Plastiksprengstoff wird in das Rohr gefüllt und mit einem Holzpressstück nach unten gedrückt. Das komprimierte Pellet wird in die Mitte der Aussparung im Plastiksprengstoff gegeben. Das Pellet wird mit einer Holzscheibe so abgedeckt, dass der Kontakt mit der Probe bestehen bleibt. Das Versuchsrohr wird waagerecht auf die 6 Bleizylinder gelegt, die in Abständen von 150 mm (von Zylindermitte zu Zylindermitte gemessen) auf einer festen, ebenen und stabilen Oberfläche angeordnet sind, die sich nicht verformen oder verschieben kann; dabei beträgt der Abstand zwischen der Mitte des letzten Zylinders und der Bodenplatte 75 mm. Die elektrische Sprengkapsel beziehungsweise die Zündschnur wird eingesetzt.
Nachdem sichergestellt ist, dass alle erforderlichen Sicherheitsvorkehrungen getroffen sind, wird die Sprengladung angeschlossen und gezündet.
Für jeden Bleizylinder wird der Verdichtungsgrad, ausgedrückt als Vomhundertsatz der ursprünglichen Höhe von 100 mm, ermittelt. Bei schräg verlaufender Verdichtung ist der Durchschnittswert aus maximaler und minimaler Verformung als Verformungswert zu nehmen.
5.5 Auswertung
Die Prüfung ist zweimal durchzuführen. Liegt bei beiden Prüfungen die Verformung eines oder mehrerer der stützenden Bleizylinder unter 5 %, so gilt die Probe als den Anforderungen an die Widerstandsfähigkeit gegen Detonation entsprechend.
Abbildung 1: Verstärkungsladung
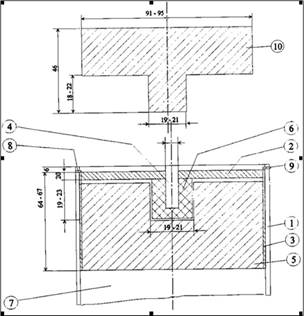
Abmessungen in Millimeter
1 Stahlrohr
2 Holzscheibe
3 Papp- oder Kunststoffrohr
4 Holzstäbchen
5 Plastiksprengstoff
6 komprimiertes Pellet
7 Probe
8 Bohrloch von 4 mm Durchmesser zur Aufnahme des Splints (9)
9 Splint
10 Holzpressstück für den Plastiksprengstoff (5); Durchmesser wie bei der Zündkapsel
Abbildung 2: Positionierung des Stahlrohrs bei der Durchführung des Versuchs
| Abmessungen in Millimeter
1 Stahlrohr 2 Bleizylinder 3 Stahlklotz X 4 Bodenplatte 5 Verstärkungsladung [1] bis [6] Zahlen zur Bezeichnung der Bleizylinder |  |

6 Selbsterhitzungstest für Holzkohle
6.1 Geräte
6.1.1 Ofen: Ein Labor-Ofen mit Luftverwirbelung und der Möglichkeit, die Temperatur bei 140 °C ± 2 °C einzuregeln.
6.1.2 Drahtnetz-Kubus:
Ein oben offener Kubus von 100 mm Seitenlänge aus einem Phosphorbronze-Drahtnetz mit einer Maschenzahl von 18.000 mesh pro Quadratzentimeter (350 mesh x 350 mesh). Dieser Kubus wird in einen nur wenig größeren gut passenden Kubus aus einem Phosphorbronze-Drahtnetz mit einer Maschenzahl von 11 mesh pro Quadratzentimeter (8 mesh x 8 mesh) eingesetzt. Der äußere Behälter muss mit Handgriffen oder Haken ausgestattet sein, damit er von oben eingesetzt werden kann.
6.1.3 Temperaturmessung:
Diese erfolgt durch ein geeignetes System zum Messen und Aufzeichnen der Temperaturen im Ofen und im Mittelpunkt des Kubus. Wärmefühler aus Nickel-Chrom-/Nickel-Aluminium-Draht mit einem Durchmesser von 0,27 mm sind zum Messen in dem zu erwartenden Temperaturbereich gut geeignet.
6.2 Prüfverfahren
6.2.1 Der Kubus ist mit Kohle zu füllen (dabei ist die Kohle mit leichtem Druck zu verdichten), bis der Kubus voll ist. Die Probe ist in die Mitte des auf 140 °C ± 2 °C vorgeheizten Ofens einzuhängen. Einer der Wärmefühler ist in die Mitte der Probe einzuführen, der andere zwischen Kubus und Ofenwand. Die Temperatur des Ofens ist 12 Stunden lang bei 140 °C ± 2 °C zu halten; sodann sind die Ofentemperatur und die Temperatur der Probe zu ermitteln.
6.3 Auswertung
6.3.1 Nicht aktivierte Kohle, nicht aktivierte Holzkohle, Holzkohlen- und Petroleumruß haben die Prüfung nicht bestanden, wenn die Temperatur zu irgendeiner Zeit während der 12 Stunden 200 °C überschritten hat.
6.3.2 Aktivierte Kohle und aktivierte Holzkohle haben die Prüfung nicht bestanden, wenn die Temperatur zu irgendeiner Zeit während der 12 Stunden 400 °C überschritten hat.
____
1) Unter bestimmten Bedingungen kann sich der Durchmesser des Kegels vergrößern, bevor der Verflüssigungspunkt erreicht ist - dies geschieht nicht etwa infolge plastischen Fließens, sondern vielmehr wegen geringer Haftung und Scherfestigkeit zwischen den Körnern.
Dieser Vorgang darf nicht mit dem Eintreten des Verflüssigungszustands verwechselt werden.
2) Es wird auf die Norm C230-68 - "Standard Specification for Flow Table for Use in Tests of Hydraulic Cement" verwiesen. Nachdruck mit Genehmigung von ASTM International, 100 Barr Harbor Drive, PO Box C700, West Conshohocken, PA 19428-2959, USA, © ASTM 1977.
3) Es hat sich gezeigt, dass ein Motor mit einer Leistung von A 1/20 hp (40 W) ausreicht. Der Rütteltisch darf auch mittels einer handbetriebenen Nockenwelle bewegt werden, wie dies in der Abbildung dargestellt ist.
4) Derartiges Eichmaterial kann vom Cement and Concrete Reference Laboratory beim National Institute of Standards and Technology, 100 Bureau Drive, Stop 1070, Gaithersburg, MD 20899-1070, USA bezogen werden.
5) Quelle: Technische Beschreibung 109-3 - "Standard Method of Test for Compressive Strength of Hydraulic Cement Mortars". Nachdruck mit Genehmigung der American Society for Testin and Materials (ASTM), 1916 Race Street, Philadelphia, Pennsylvanien, USA; Copyright: ASTM 1977.
5a) Es wird auf die Norm 109-3 - "Standard Method of Test for Compressive Strength of Hydraulic Cement Mortars" verwiesen. Nachdruck mit Genehmigung von ASTM International, 100 Barr Harbor Drive, PO Box C700, West Conshohocken, PA 19428-2959, USA, © ASTM 1977.
6) Der Ausdruck "ausschlaggebende Empfindlichkeit" bezeichnet allgemein diejenige Veränderung der auf einer nicht selbsttätig anzeigenden Waage ruhenden Last, die nötig ist, um das Anzeigeinstrument (beziehungsweise die Anzeigeinstrumente) bei beliebig großer Last um einen bestimmten Ausschlag aus seiner Ruhelage (beziehungsweise aus ihren Ruhelagen) zu bewegen. Die vollständige Begriffsbestimmung ist abgedruckt auf den Seiten 92 und 93 des im September 1949 vom National Bureau of Standards, Washington, District of Columbia, USA, herausgegebenen Handbook H44 mit dem Titel "Specifications, Tolerances, and Regulations for Commercial Weighing and Measuring Devices".
7) Quelle: Abschnitt 38 des UN-Handbuchs Prüfungen und Kriterien
 | weiter . | |
...
X
⍂
↑
↓